| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сварных прямошовных труб | 1990 |
|
SU1754259A1 |
| Валок трубосварочного стана | 1990 |
|
SU1706739A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
| Способ непрерывной формовки сварных двухшовных труб | 1980 |
|
SU912323A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Технологический инструмент сварочной клети | 1989 |
|
SU1731339A1 |
| Стан для производства электросварных прямошовных труб | 1986 |
|
SU1391754A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
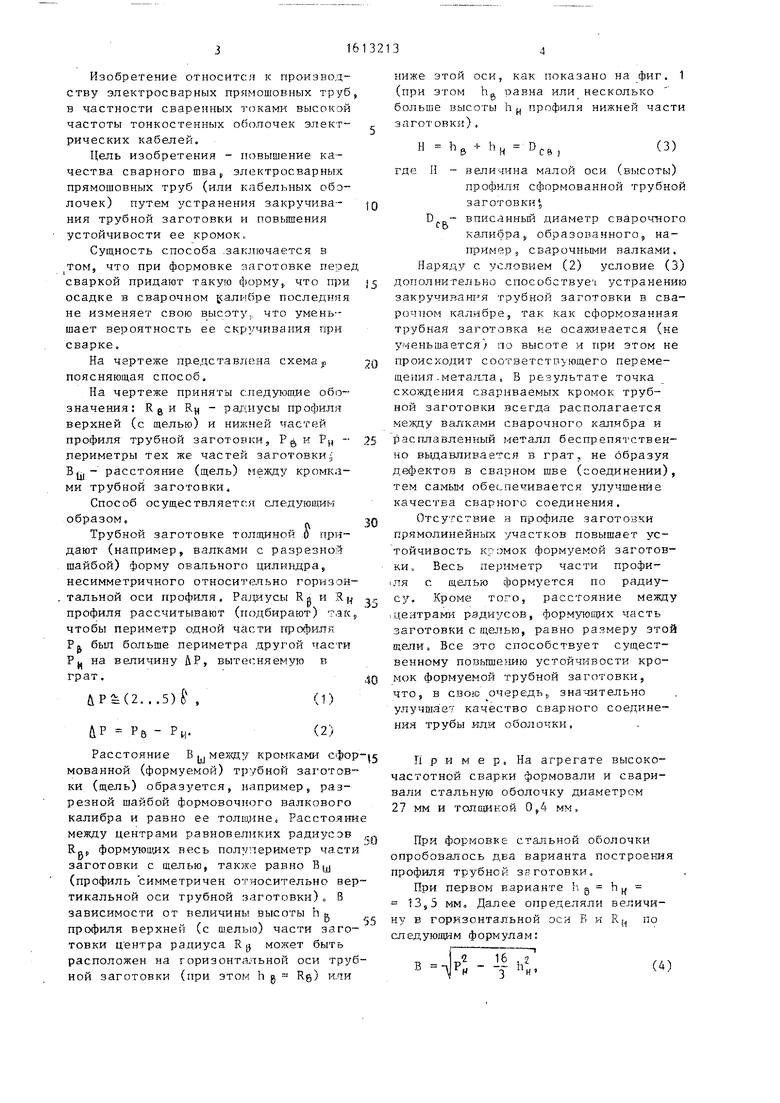
Изобретение относится к производству электросварных прямошовных труб, в частности сваренных токами высокой частоты тонкостенных оболочек электрических кабелей. Цель изобретения - повышение качества сварного шва электросварных прямошовных труб путем устранения закручивания трубной заготовки и устойчивости ее кромок. При формовке заготовки ее верхнюю часть периметра со щелью формуют двумя равновеликими радиусами, отстоящими друг от друга на расстоянии, равном ширине щели Bщ, а величину H малой оси заготовки формуют равной диаметру сварочного калибра. Это позволяет избежать осадки заготовки при сварке по высоте и связанного с осадкой перемещения металла, исключая скручивание при сварке. Кроме того, при таком способе в заготовке отсутствуют прямолинейные участки на кромках при сварке, что позволяет повысить их устойчивость и, следовательно, качество сварного соединения. 1 ил.
| Способ изготовления электросварных прямошовных труб | 1975 |
|
SU530713A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
