/ / J 4 31 6
00
со
ел
Изобретение относится к сварке и может быть использовано при производстве прямогаовных электросварных труб, в частности тонкостенных.
Цель изобретения - увеличение ус- тойчивости кромок перед сваркой и повьш1ение качества сварного соединения путс М уменьшения превьшений кромок.
На чертеже изображена схема стана для производства злектросварных пря- мошовньгх труб.
Стан содержит клети 1 - 5 с открытым профилем калибра, клети.6 - 8 с закрытым профилем калибра и сварочный узел 9. Расстояние между выходными сечениями данного и предыдущего калибра равно LJ . Расстояние между выходными сечениями пернтэго и послед- него закрытых калибров равно 1, , а между последним и сварочным равно Ij . Подъемы дна первого (клеть 6), второго (клеть 7) и третьего (клеть 8) закрытых калибров соответственно рав- ны f, , f и f, причем f, 2 Таким образом, нижняя образующая, соединяющая точки по дну калибров, прямолинейна на участке стана с отВеличины подъема закрытых кал трубоэлектросварочного стана 159
вГеГ:: ас кГГа ь ,тГГал ;§г Г Гачи- 30 529 при проведении экспериментов ная с первого закрытого калибра и приведены в таблице.
Продольный изгиб заготовки в цессе формовки перед сварочным у понижает сжимающие продольные на жения в кромках и уменьшает угол схождения, что соответственно по шает качество сварки и снижает н ходимую для нагрева кромок электр энергию.
до последнего, и в сварочном калибре вновь опускается до уровня нижней образующей в клетях с открытыми калибрами.
Работа стана заключается в следующем.
Исходная заготовка сначала формируется в клетях 1 - 5 с открытым профилем калибра. На участке клетей 6 - 8 с закрытым профилем калибра заготовка в процессе формовки изгибается плавно-вверх вследствие подъема ее нижней образующей и перед сварочным узлом опускается до ее прежнего уровня. Величина и , определяющая разницу в подъеме дна нижней образующей в данной клети по сравнению с предыдущей клетью, определяется необходимой величиной продольного изгибаю1цего момента, создаваемого этим перегибом заготовки и обеспечивающего повышение продольной устойчивости кромок перед сваркой. Продольная устойчивость зависит при прочих равных условиях от тонкостенности труб, т.е. от отношения D/S и от расстояний L; между калибрами. Продольная устойчивость уменьшается с увеличением D/S и с увеличением расстояния 1.. между калибрами. Поэтому с увеличением D/S и I, необходимо по- вьпиать продольный изгиб заготовки, т.е. увеличивать величину прогиба нижней образукицей заготовки и, следовательно, увеличивать величину л . К (0,5 - 2,5) 10 - коэффициент, учитывающий тип калибровки инструмента. Границы изменения коэффициента К определены экспериментальным путем при производстве труб на стане 159 - 529. При К «i О, 5 10 полностью не устраняется превышение кромок при сварке, а при К 2,5i10 на трубе от нижних валков закрытых калибров остаются задиры и надавы. Суммарный подъем всех закрытых калибров на величину f уменьшает нагрузки на каждый из них, в том числе и на последний, что позволяет избавиться от нарушения поверхности тонкостенных труб и ее формы.
Предлагаемое изобретение опробовано на всем сортаменте производимых труб.
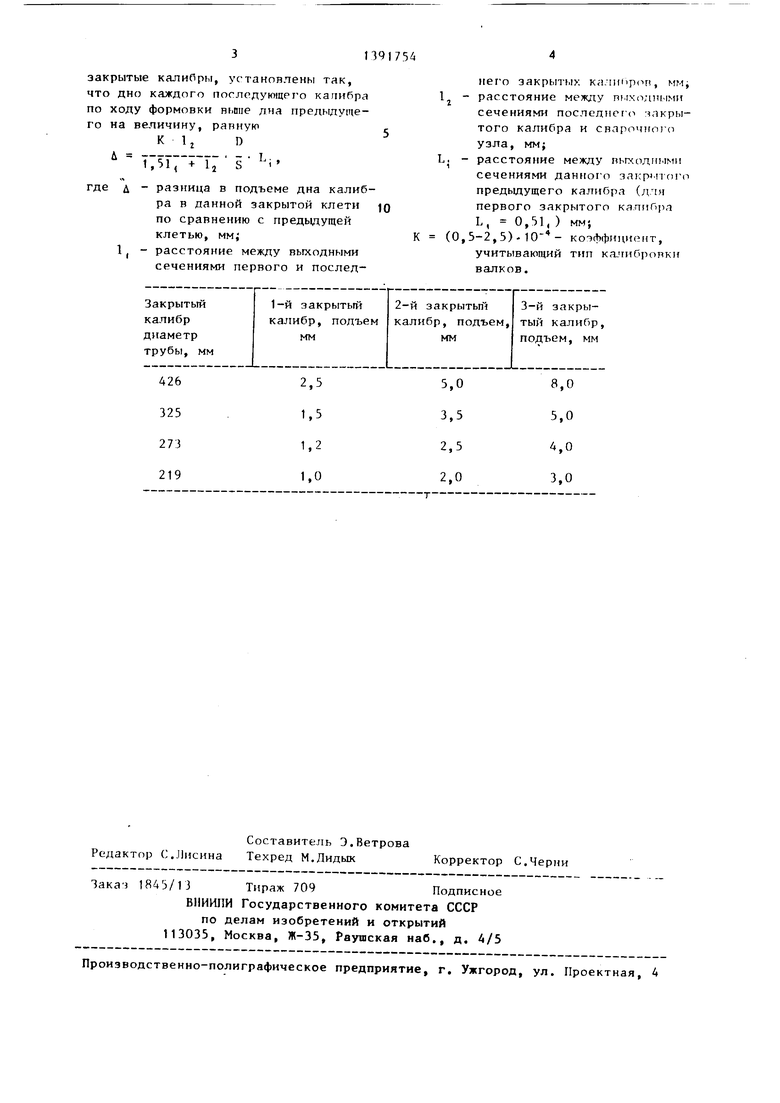
Величины подъема закрытых калиб)о трубоэлектросварочного стана 159529 при проведении экспериментов приведены в таблице.
529 при проведении экспериментов приведены в таблице.
Продольный изгиб заготовки в процессе формовки перед сварочным узлом понижает сжимающие продольные напряжения в кромках и уменьшает угол их схождения, что соответственно повышает качество сварки и снижает необходимую для нагрева кромок электроэнергию.
Использование изображения позволяет увеличить выпуск труб высшей категории качества и уменьшить брак по превышениям кромок.
Формула изобретения
Стан для производства электросварных прямошовных труб, содержащий последовательно установленные клети с горизонтальными и вертикальными валками, образующими открытые, а также закрытые калибры, дно последнего из которых вьние дна предпоследнего, и сварочный узел с дном калибра, расположенным ниже дна последнего закрытого калибра, о тличающийся тем, что, с целью повышения качества труб путем устранения превьписния кромок перед сваркой, валки, образующие
закрытые калиОры, устанонлены так, что дно каждого последующего капибра по ходу формовки ньпие дна предыдущего на величину, рапную
Д
К 1
Т75т;
г .
D
Я- i
д - разница в подъеме дна калибра в данной закрытой клети по сравнению с предыдущей клетью, мм;
1I - расстояние между выходными сечениями первого и послед
него закрытых калиГ1р(П, мг-ц I - расстояние между nf.iX(i;uii-iMH сечениями последнегч закрытого калибра и свлрочнш-о узла, мм;
L. - расстояние между пьгходнмми сечениями данног о злкр ПС)Го предыдущего калибра (дчя первого закрытого калмПра L, 0,51, ) мм; К (0,5-2,5) кoэффициeF г,
учитывающий тип калибровк1{ валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU727254A1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU774663A1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
Изобретение относится к сварке и может быть использовано при производстве ПРЯМОШОВНЫХ электросварных труб, в частности тонкостенных. Цель- повышение качества сварного соединения путем устранения повьшгения кромок перед сваркой. Трубная заготовка в пропессе формовки в клетях с открытыми калибрами 1 - 5 перемещается по прямолинейной траектории. В группе клетей с закрытыми калибрами 6, 7 и 8 заготовка перемещается по наклон- Hoii траектории. Зона перегиба траектории совпадает с выходным сечением последней клети с закрытым калибром 8. При этом устраняется смещение кромок перед сваркой и стабилизируются параметры процесса сварки. 1 ил., 1 табл. (Л
2,5 1,5 1,2 1,0
8,0 5,0 0 3,0
| Рымов В.А., Полухин П.И | |||
| и Потапов И.Н | |||
| Совершенствование производства сварньгх труб | |||
| М., 1983,с.312 | |||
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU727254A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
