Изобретение относится к производству электросварных прямошовных труб, в частности к трубосварочным станам с неприводным формующим инструментом.
Широко известны тянущие валки трубосварочного стана, выполненные из конструкционной стали.
Однако условия трения между сварной заготовкой и контактной поверхностью тянущего валка не обеспечивают создания достаточного условия тяги, что приводит к проскальзыванию заготовки в валках и нарушению стабильности процесса сварки.
Известен валковый калибр стана для производства сварных прямошовных трубг содержащий нижний и верхний составные валки, каждый из которых выполнен в виде установленных
на валу боковых металлических секций и рабочих секций из эластичного материала, закрепленных на шлицевой втулке.
Выполнение рабочих секций из эластичного упругогс материала приводит к повышению контактных сил трения и, как следствие, величины тянущего усилия валков. Однако в месте контакта валка со сварной заготовкой происходит выделение тепла, которое аккумулируется эластичным материалом рабочих секций, обладающего высокой теплоемкостью и малой теплопроводностью. Разогрев рабочих секций приводит к их пластической деформации и разрушению.
Известен валок трубоэлектросва- рочного стана, содержащий установленные на валу секции в виде дисков
О5 1
00
со
и расположенную между ними вставку из эластичного материала, при этом вставка выполнена с прс филем поверхности под рабочую секцию аналогичным профилю рабочей поверхности с углом охвата сварной заготовки, равным 120-160°.
Конструктивное выполнение валка, когда вставка, выполненная из эластичного материала, имеет большую поверхность контакта с дисками из материала с высокой теплопроводностью, обеспечивается необходимый перепад температур между нагреваемой вставкой и дисками. Однако неравномерный износ рабочей поверхности вставки требует ее частой замены, хотя отдельные участки еще могут быть использованы.
Цель изобретения - повышение ресурса валка при использовании его в качестве тянущего в станах с непривоным формующим инструментом и сохранение постоянной его захватывающей способности.
Поставленная цель достигается выполнением еэлка трубосварочного стана содержащего установленные на валу секции в виде дисков и расположенную между ними вставку из эластичного материала, в котором вставка из эластичного материала выполнена в виде расположенного в дне ручья кольца, ширина которого 0,25-0,55, а высота С,50 0,70 от диаметра ручья.
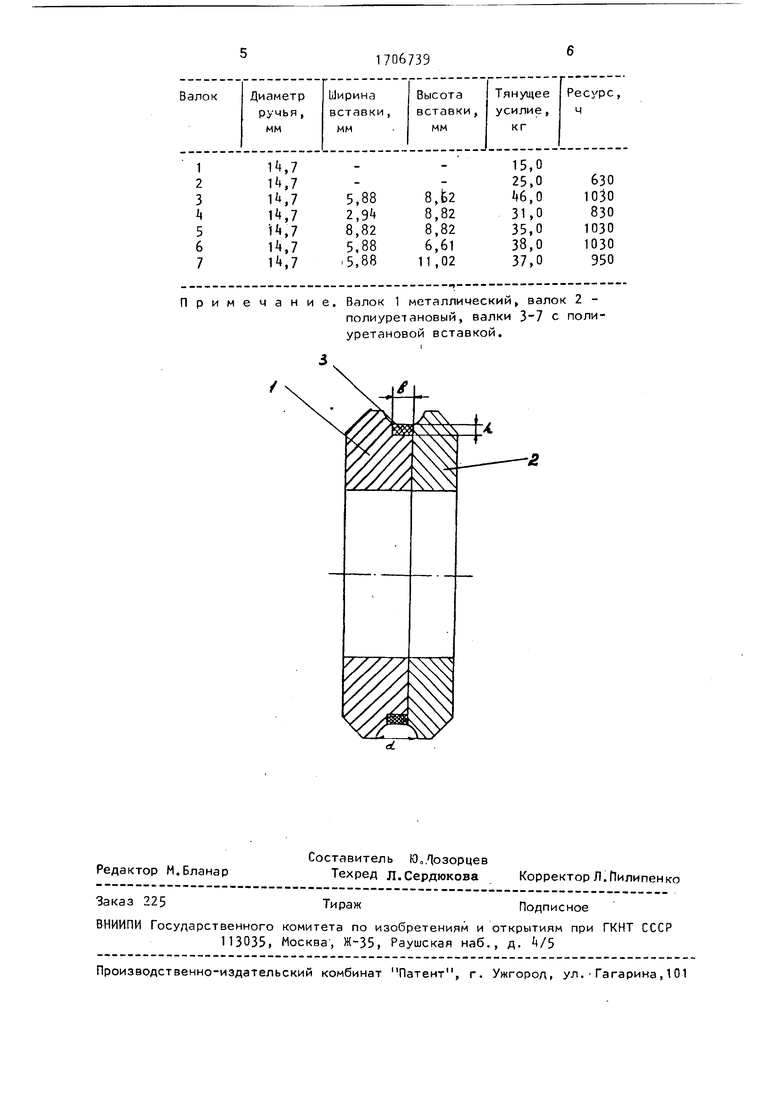
На чертеже изображен валок трубосварочного стана, общий вид.
Валок трубосварочного стана содержит установленные на валу секции в виде дисков 1 и 2 и расположенную между ними вставку из эластичного, материала, выполненную в виде кольца 3, ширина которого Ъ 0,25-0,55, а высота h 0,50-0,70 от диаметра ручья.
В качестве эластичного материала для изготовления вставки был взят полиуретан.
При ширине BCTaeKk .более 0,55 от диаметра ручья в валке трубосварочного стана, используемого в качест
0
5
5
0
or
0
40
45
50
ве тянущего в станах с неприводным формующим инструментом, происходит потеря nonetpei. Hofl устойчивости сварной трубной заготовки (ее смятие), а при ширине вставки менее 0,25 en- диаметра ручья - площадь контакта между сварной трубной заготовкой и валком не обеспечивает достаточной захватывающей способности, что приводит к проскальзыванию заготовки, как следствие, нарушению технологического режима.
При высоте вставки более 0,70 от диаметра ручья в силу низкой теплопроводности эластичного материала (полиуретана) происходит разогрев вставки, что приводит к ее деформации и разрушению, а при высоте вставки менее 0,50 от диаметра ручья - изготовление кольца становится трудоемкой операцией, и, кроме этого, прочность его недостаточна, что также снижает срок службы вставки.
Сравнительные данные по испытанию валков, выполненных из конструкционной стали, и валков, выполненных в соответствии с заявляемым техническим решением, представлены в таблице.
Валки с полиуретановой вставкой испытывали при производстве тонкостенных труб на стане аргоно-дуго- вой сварки (АДСТ 5-55).
Формула изобретения.
Валок трубосварочного стана, содержащий установленные на валу секции в виде дисков и расположенную между ними вставку из эластичного материала, отличающийся тем, что, с це Лью повышения ресурса валка при его использовании в качестве тянущего в станах с неприводным формующим инструментом и сохранения его захватывающей способности, вставка из эластичного материала выполнена в виде кольца, установленного в дне ручья с шириной 0,25-0,55 и высотой 0,5-0,7 от диаметра ручья.
Примечание. Валок 1 металлический, валок 2 полиуретановый, валки с поли- уретановой вставкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Валковый калибр трубоформовочного стана | 1987 |
|
SU1503925A1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
Изобретение относится к производству электросварных прямошовных труб, в частности к трубосварочным станам с неприводным формующим инструментом. Цель изобретения - повышение ресурса валка при использовании его в качества тянущего в станах с неприводным формующим инструментом и сохранение его захватывающей способности. Валок трубосварочного стана содернит установленные на валу секции в виде дисков и расположенную между ними вставку из эластичного материала. Вставка из эластичного материала вьмполнена в виде расположенного в дне румья кольца, ширина которого 0,25-0,55, а высота 0,50-0,70 от диаметра. 1 ил., 1 табл. с Ј
ло
| Валок трубоэлектросварочного стана | 1980 |
|
SU878388A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| .( ВАЛОК ТРУБОСВАРОЧНОГО СТАНА | |||
