Изобретение относится к способам испытаний сварных соединений на сопротивляемость образованию холодных трещин в сварных соединениях, выполненных ручной или механизированной сваркой, преимущественно под водой.
Цель изобретения - повышение достоверности результатов испытаний при сварке под водой путем получения деформационного цикла, близкого к натурному.
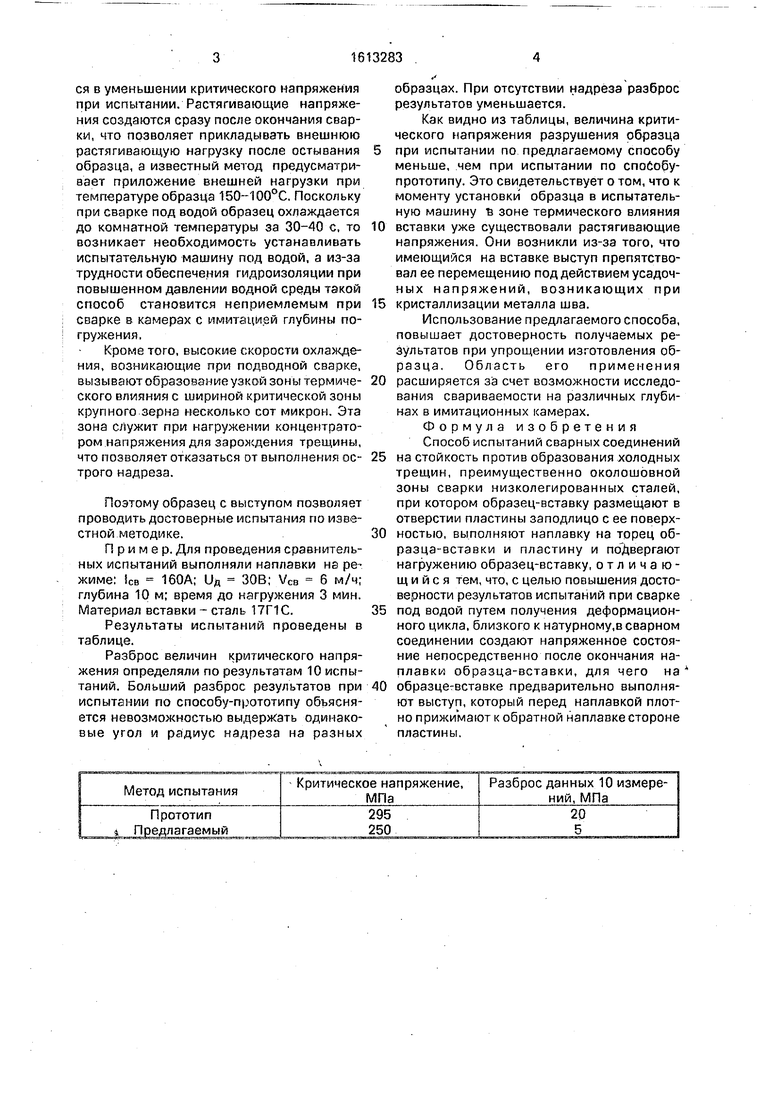
На фиг. 1 представлен образец для испытаний; на фиг. 2 - образец с дополнительным выступом.
Способ осуществляют следующим образом.
Однослойный наплавленный валик 1 выполняют дуговой сваркой на пластине 2 размером 100x150x20 с отверстием, в котором устанавливают образец-вставку (имп- лант) 3 из испытуемой стали. Вставка имеет форму цилиндра диаметром 6-10 мм. В верхней части образца имеется острый надрез глубиной 0,5 мм, радиусом 0,1 мм и углом раскрытия 40°. Надрез предназначен для создания при нагружении образца концент- ратора напряжения для зарождения трещин. После остывания образца до 150° С вставка нагружается заданной нагрузкой, которая выдерживается постоянном в течение всего периода испытаний, равного 24 ч. Критерием стойкости к образованию трещины является критическое напряжение, при котором трещина еще не возникает.
За счет наличия выступа 1 на цилиндрической 2, упирающегося в пластину, в образце создаются растягивающие напряжения, близкие к реальным. Это выражаетx niaA
ся в уменьшении критического напряжения при испытании/Растягивающие напряжения создаются сразу после окончания сварки, что позволяет прикладывать внешнюю растягивающую нагрузку после остывания образца, а известный метод предусматривает приложение внешней нагрузки при температуре образца 150-100°С, Поскольку при сварке под водой образец охлаждается до комнатной температуры за 30-40 с. то возникает необходимость устанавливать испытательную машину под водой, а из-за трудности обеспечения гидроизоляции при повышенном давлении водной среды такой способ становится неприемлемым при сварке в камерах с имитацией глубины погружения,
Кроме того, высокие скорости охлам-еде- ния, возникающие при подводной сварке, вызывают образование узкой зоны термического влияния с шириной критической зоны крупного зерна несколько сот микрон. Эта зона служит при нагружении концентратором напряжения для зарождения трещины, что позволяет отказаться от выполнения острого надреза.
Поэтому образец с выступом позволяет проводить достоверные испытания по известной методике.
Пример. Для проведения сравнительных испытаний выполняли наплавки на режиме; 1св 160А; Уд ЗОВ; Уев 6 м/ч; глубина 10 м; время до нагружения 3 ммн. Материал вставки - сталь 17Г1С.
Результаты испытаний проведены в таблице.
Разброс величин критического напряжения определяли по результатам 10 испытаний. Больший разброс результатов при испытании по способу-прототипу объясняется невозможностью выдерж ать одинаковые угол и радиус надреза на разных
образцах. При отсутствии надреза разброс результатов уменьшается.
Как видно из таблицы, величина критического напряжения разрушения образца
при испытании по предлагаемому способу меньше, чем при испытании по спобобу- прототипу. Это свидетельствует о том, что к моменту установки образца в испытательную машину В зоне термического влияния
вставки уже существовали растягивающие напряжения. Они возникли из-за того, что имеющийся на вставке выступ препятствовал ее перемещению под действием усадочных напряжений, возникающих при
кристаллизации металла шва.
Использование предлагаемого способа, повышает достоверность получаемых результатов при упрощении изготовления образца. Область его применения
расширяется за счет возможности исследования свариваемости на различных глубинах в имитационных камерах.
Формула изобретения Способ испытаний сварных соединений
на стойкость против образования холодных трещин, преимущественно околошовной зоны сварки низколегированных сталей, при котором образец-вставку размещают в отверстии пластины заподлицо с ее поверхностью, выполняют наплавку на торец образца-вставки и пластину и подвергают нагружению образец-вставку, отличающийся тем, что, с целью повышения достоверности результатов испытаний при сварке
под водой путем получения деформационного цикла, близкого к натурному,в сварном соединении создают напряженное состояние непосредственно после окончания наплавки образца-вставки, для чего на
образцетвставке предварительно выполняют выступ, который перед наплавкой плотно прижимают к обратной наплавке стороне пластины.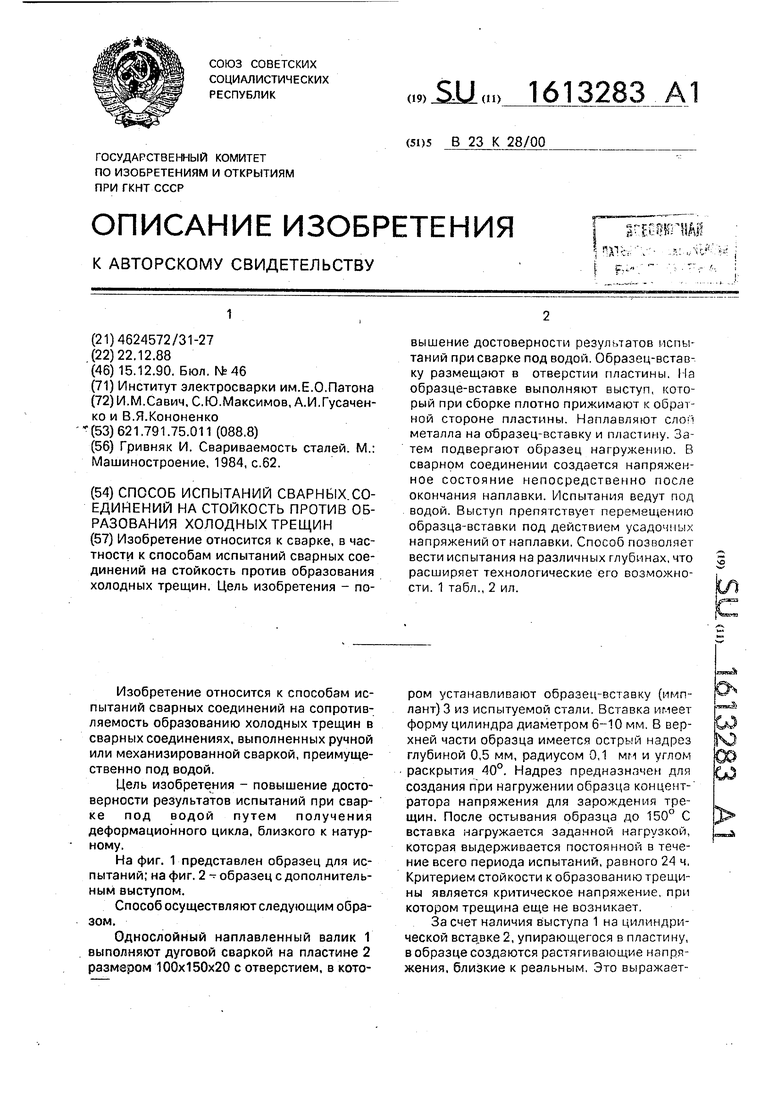
| название | год | авторы | номер документа |
|---|---|---|---|
| Усовершенствованный способ циклических испытаний полнотолщинных образцов труб магистральных трубопроводов на коррозионное растрескивание под напряжением | 2023 |
|
RU2820157C1 |
| Образец для оценки трещиностойкости материала | 1988 |
|
SU1522076A1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА НАПЛАВОЧНЫХ МАТЕРИАЛОВ И РЕЖИМОВ НАПЛАВКИ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2604744C2 |
| Способ определения прочности соединения наварного шва с цилиндром | 1988 |
|
SU1631350A1 |
| СПОСОБ ИСПЫТАНИЯ МЕТАЛЛОВ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ | 1991 |
|
RU2020462C1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Образец для испытаний на трещиностойкость сварных соединений и устройство для испытаний образца | 1990 |
|
SU1731544A1 |
| Способ определения пластичности сварного соединения | 1990 |
|
SU1809359A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
Изобретение относится к сварке, в частности к способам испытаний сварных соединений на стойкость против образования холодных трещин. Цель изобретения - повышение достоверности результатов испытаний при сварке под водой. Образец-вставку размещают в отверстии пластины. На образце-ставке выполняют выступ, который при сборке плотно прижимают к обратной стороне пластины. Наплавляют слой металла на образец-вставку и пластину. Затем подвергают образец нагружению. В сварном соединении создается напряженное состояние непосредственно после окончания наплавки. Испытания ведут под водой. Выступ препятствует перемещению образца-вставки под действием усадочных напряжений от наплавки. Способ позволяет вести испытания на различных глубинах, что расширяет технологические его возможности. 1 табл., 2 ил.
P const
| Гривняк И | |||
| Свариваемость сталей | |||
| М.: Машиностроение, 1984, с.62. |
