Изобретение относится к технологии изготовления изделий на термопластавтомате литьем под давлением.
Цель изобретения - повышение качества изделий за счет исключения газовых включений в поверхностном слое.
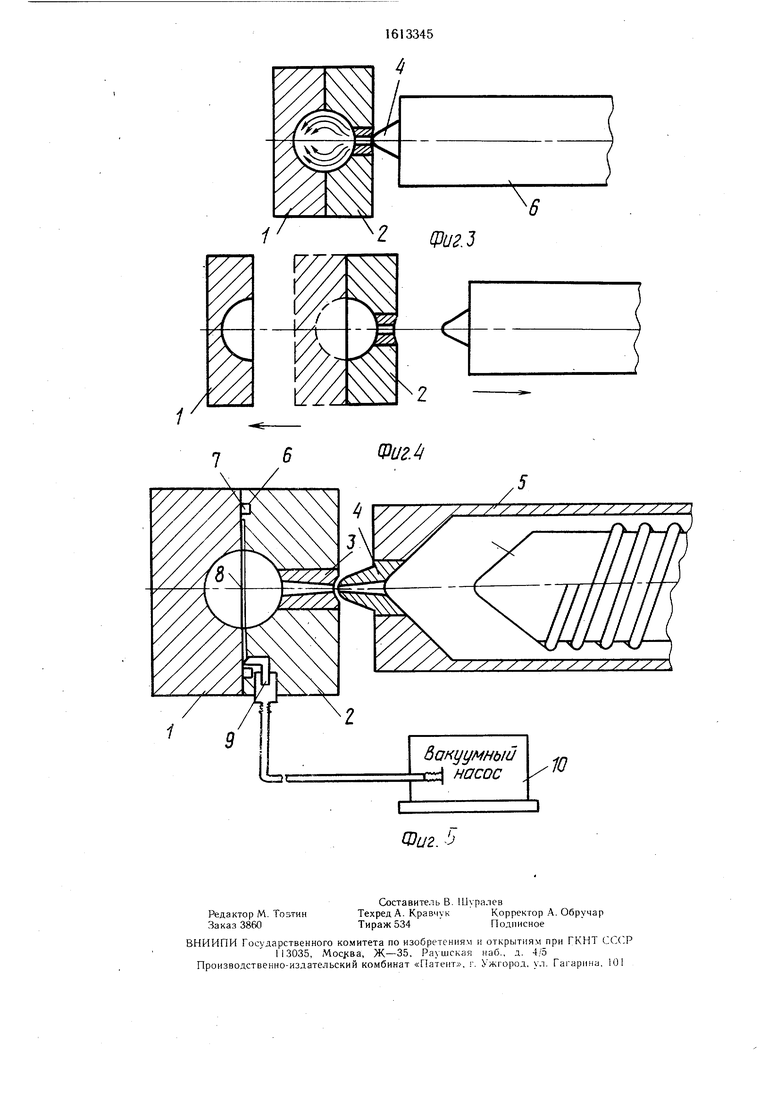
На фиг. 1-5 показаны этапы работы устройства, на котором осуществляется способ.
Устройство представляет собой установленную на термопластавтомате форму с подвижной 1 и неподвижной 2 частями. В последней имеется -литниковая втулка 3 под сопло 4 термопластавтомата 5.
В плоскости разъема формы в кольцевой канавке 6 установлены герметизирующая прокладка 7 и выполнена кольцевая проточка 8 щириной 0,1-0,15 мм. В неподвижной части 2 формы выполнено отверстие 9 для соединения кольцевой проточки 8 с вакуумным насосом 10.
Способ осуществляется следующим образом.
Гранулированный термопластичный материал пластифицируют под действием температуры в материальном цилиндре литьевой машины и червяком подают к соилу 4. После набора требуемой порции и давления термопласта вращение червяка прекращается. Подвижная часть литьевой формы подается к неподвижной 2. В момент смыкания формы включается вакуумный насос 10, который после закрытия отверстий в литьевой втулке 3 соплом 4 обеспечивает откачку газообразных веществ уже из герметизированного объема формующей полости формы (черт. 5), при этом вакуумирование производят по кольцевому зазору 8 (кольцевой проточке) до начала охлаждения в пределах мм рт. ст. Герметизация объема полости обеспечивается, с одной стороны, герметизирующей прокладкой 7, с другой - соплом 3, заполненным материалом.
На этапе, начало которого соответствует началу выдержки под давлением и охлаждения, а конец которого соответствует моа
со оо 4 сд
ГЧ)
менту размыкания полуформ, создают вакуум в пределах мм рт. ст. Затем отформованное изделие извлекается из формы.
Таким образом дополнительная технологическая операция вакуумирования обеспечивает отвод газообразных веществ на стадии выдержки под давлением при охлаждении, когда существует опасность сорбции газов из расплава через сопло узла впрыска поверхностью формуемого изделия, которое получается без пустот и раковин.
При изготовлении такого изделия как рукоятка управления устройств наложения метки на изображение объекта на индикаторах обзора радиолокационных устройств уменьшение газовых включений до 1-2%
10
Создание разрежения больщего 0,1 мм рт. ст. нецелесообразно, так как увеличивается продолжительность вакуумирования, и соответственно технологического цикла. В случае разрежения, меньшего 5 мм рт. ст. снижается эффективность вакуумирования даже при увеличении его продолжительности.
Формула изобретения
Способ изготовления крупногабаритных толстостенных изделий из термопластов литьем под давлением на термопластавто- мате по авт. св. № 1411156, отличающийся
уменьлшние газовых включении до 1-kiy/ ,ц тем, что, с целью повышения качества из- исключает угловое смещение при вибрацииделий за счет уменьшения газовых вклюи ускорениях, что является важным пока-чений в поверхностном слое, при выдержке
зателем качества.работы изделия в составепод давлением и охлаждении отливки подузла положения.держивают разрежение 0,1-5 мм рт. ст.
Создание разрежения больщего 0,1 мм рт. ст. нецелесообразно, так как увеличивается продолжительность вакуумирования, и соответственно технологического цикла. В случае разрежения, меньшего 5 мм рт. ст. снижается эффективность вакуумирования даже при увеличении его продолжительности.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногабаритных толстостенных изделий из термопласта литьем под давлением на термопластавтомате | 1986 |
|
SU1411156A1 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| Способ изготовления тонкостенных сопрягаемых деталей из полиэтилена высокой плотности | 1978 |
|
SU771125A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2128580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2091227C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Способ изготовления деталей из литьевых композиций | 1967 |
|
SU254066A1 |
| Способ отверждения керамических форм | 1976 |
|
SU608600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ ИЗ ПОЛИПРОПИЛЕНА | 1998 |
|
RU2140852C1 |
Изобретение относится к технологии изготовления крупногабаритных толстостенных изделий из термопластов литьем под давлением на термопластавтомате. Цель изобретения - повышение качества изделий за счет уменьшения газовых включений. Для этого во время выдержки под давлением и охлаждения поддерживает разрежение 0,1-5 мм рт.ст., в результате чего количество газовых включений уменьшается до 1-2%. 5 ил.
сРиг.2
бакуумный cr| насос
10
| Способ изготовления крупногабаритных толстостенных изделий из термопласта литьем под давлением на термопластавтомате | 1986 |
|
SU1411156A1 |
| Солесос | 1922 |
|
SU29A1 |
