Вода .U.Li
(Л их -и
Известен способ изготовления деталей из литьевых композиций, например из расплавов полимеров, по которому расплав нагнетают в форму с последующим его охлаждением при регулируемых давлении и температуре. Для толстостенных изделий с соотношением толщины стенки и пути прохождения расплава не более 1:7 (против 1:250 при обычном литье под давлением/ расплав подают в обычную литьевую форму вращающимся червяком при переднем положении червяка. После полного заполнения формы давление повышается, и червяк начинает отходить назад под давлением накапливающегося перед ним расплава. За счет этого давления происходит подпитка изделия. Этот метод имеет некоторые недостатки: требуется сложное оборудование, возможен застой горячего расплава в копильнике и в механизме подпитки, что может вызвать разложение расплава, при большой длине изделия на его поверхности возможны стыки слоев расплава, наличие воздуха в форме ухудшает качество изделия.
Цель изобретения - разработать высокопроизводительный и простой способ получения крупных блоков и профилей без пустот, трещин и раковин, устраняющий недостатки известного способа, позволяющий получать высококачественные изделия.
По предлагаемому способу расплав из экструдера поступает в форму переменных объема и температуры, где сначала ведется формование как бы тонкостенного изделия с толщиной стенок 2,5-3 мм в горячую форму, а затем одна из стенок формы отодвигается под давлением расплава, и происходит непрерывное заполнение холодной формы без падения давления и доступа воздуха. При охлаждении обеспечивается подпитка изделия расплавом, находящимся у горячей крышки.
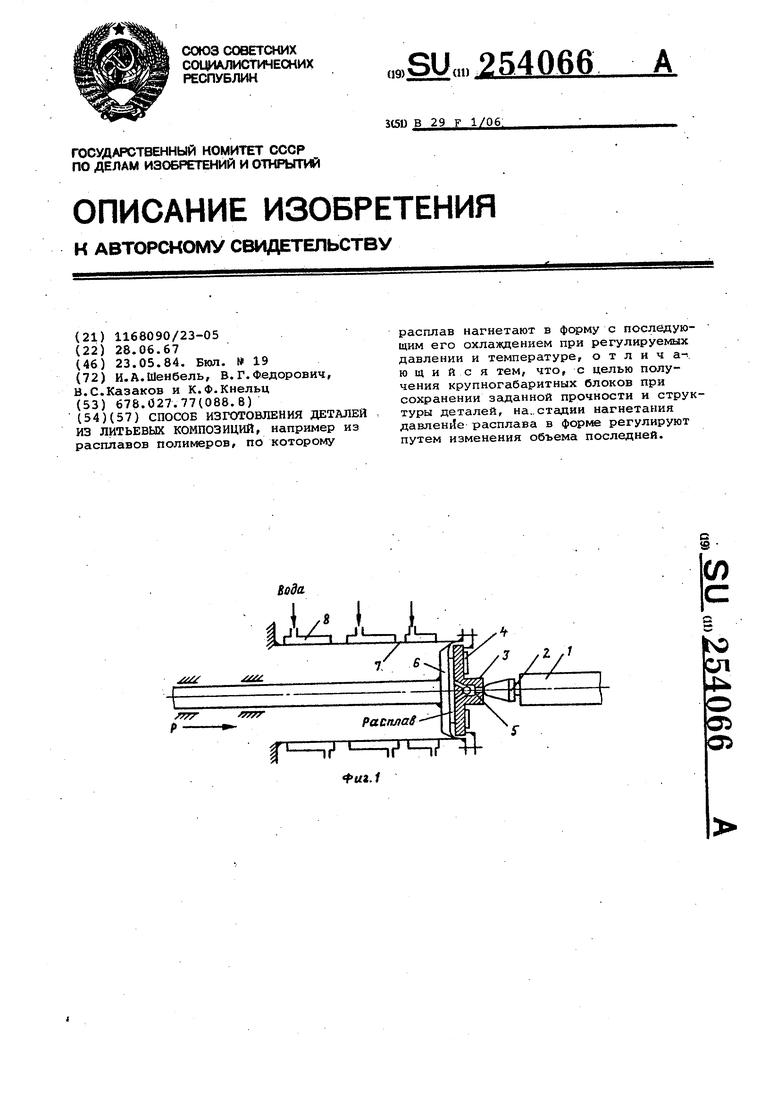
На фиг. 1 изображено начало заливки по предлагаемому способу, расплав заполняет узкую щель; на фиг. 2процесс непрерывной разливки; на фиг. 3 - застывание и охлаждение детали. .
Способ изготовления толстостенных профилей из пластмасс заключается в следующем.
В начале заливки экструдер 1 с соплом 2 подведен к крышке 3, на которой закреплен обогреватель 4. Внутрь крышки вмонтирован обратный клапан 5. Поршень 6.заранее установлен на расстоянии 2,5-3 мм от крыиаки 3 и прогрет за счет излучения крыгики или собственного обогрева (на схеме не показан ). Поршень 6 подогнан к форме 7 с зазором не более 0,2 мм. Форма охлаждается водой при помощи рубаиек 8.
При включении экструдера 1 распла через сопло 2 и обратный клапан 5 поступает в зазор- между поршнем б и крышкой 3, постепенно заполняет его, вытесняет воздух в зазоры между формой 7, крышкой 3 и поршнем Ь. Давле-. ние расплава, заполняющего узкую нагретую щель, практически не падает. Это достигается регулировкой ширины щели. Стыки исключены, так как крышка 3 и поршень 6 нагреты, а расплав постепенно перемещается от центра крышки 3 к периферии.
После полного заполнения щели расплав начинает перемещать поршень 6, который удерживается силой Р., создаваемой гидроцилиндром. Сила Р обеспечивает нужное давление расплава (см. фиг. 2). Это давление должно быть меньше давления от экструдера. По мере заполнения формы расплав полимера перемещается в ее холодную часть, где он начинает охлаждаться. Форма постепенно заполняется расплавом без доступа воздуха. За время заполнения часть расплава успевает застыть.
После окончания заливки экструдер 1 отводят от крьшл и 3, он может быть использован для заливки другой формы. Обратный клапан 5 закрывается и -начинается период охлаждения. Этот процесс не непрерывный, как заливка. Наиболее интенсивно вначале необходимо охлаждать расплав полимера у поршня 6, а не у крышки 3, чтобы не нарушить подпитку. Граница твердого материала и расплава должна иметь форму, показанную на фиг. 3 пунктиром. Подпитку осуществляют путем по-дачи поршня 6 с застывшим материалом по направлению к крышке 3. Давление подпитки равно давлению заливки. Температура крышки 3 только на 1015°С превышает температуру плавления материала. Это резко сокращает время охлаждения. Когда трещина слоя расплава у крышки 3 уменьшится до 10 мм, обогреватель отключают, и происходит полное застывание расплава. Непрерывная подпитка обеспечивает высокое качество изделия без пустот и раковин .
При изготовлении цилиндрических деталей большого диаметра деталь при охлаждении значительно отходит от стенок формы, что замедляет охлаждение. В образовавшийся зазор подают воду (на чертеже не показано/, которая интенсивно передает тепло от детали к стенке формы 7. При дальнейшем отходе детали от стенок формы воды самозасасывается в зазор.
Удал.ение детали из формы осуществляют по тому же механизму, что и подпитку. Это предельно упрощает необходимое оборудование. Крышка 3 отсоединяется от формы 7 вручную или i2 механически откидглвается на шарнире самой деталью при выталкивании. Изображенный на чертежах способ за ливки не является единственным, но он наиболее простой. Возможны и другие варианты заливки. Второй вариант - с отходом горячей крышки 3. Прк осуществлении способа по этому варианту экструдер делается подвижным (можно применить предпластикатор от литьевой машины, экструдер, использующий эффект Вайсенберга и т.д.). Поршень 6 заменяется съемной крышкой. Горячая крышка 3 вместе с экструдером вводится внутрь формы на всю длину минус 2,53 мм и удерживается гидроцилиндрами В этом случае она выполняет роль поршня. После заполнения щели между крышками начинает отходить под давле нием расплава горячая крышка с экст рудером. Подпитка осуществляется обратным перемещением горячей крышки Чистота поверхности деталей, получе ных по этому варианту, лучше, хотя он конструктивно более сложен. Третий вариант - с отходом формы При осуществлении этого варианта экструдер стационарный. Поршень.6 заменен съемной крышкой. Экструдер
РасплаВ с гОрячей крьпикой 3 введен внутрь формы на всю ее длину минус 2,5-3 NSM. Горячая крышка служит поршнем. После заполнения щели между крьдиками начинает отходить форма 7. Подпитка осуществляется перемещением формы с деталью. Качество деталей такое же, как и по второму варианту. Пример. Изготовляют деталь цилиндрической формы диаметром 146 мм, длиной 300 мм. Производительность экструдера 7 кг/ч. Температу-ра расплава полиэтилена низкой плотности 160°С, время заливки 35 мин, давление заливки и подпитки 50 ати, 25 ати и 4 ати. Время охлаждения 2,5 ч, из которого отдельное включение зоны, ближайшей к поршню 6, происходит в течение 30 мин, отключение обогрева крышки 3 - через 2 ч 10 мин после окончания заливки. Результаты лабораторных испытаний показали высокую прочность ( по лученных деталей (150-205 кг./см по сравнению со 130 кг/см, гарантируемыг/ш МВТУ 6-05-889-65 дпя полиэтилена марки П-2020-Т, который применяли при испытании ). Остальные показатели изменились незначительна.

СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИТЬЕВЫХ КОМПОЗИЦИЙ, например из расплавов полимеров, по которомурасплав нагнетают в форму с последующим его охлаждением при регулируемых давлении и температуре, о т л и ч а-:. ю 1Д и и с я тем, что, с целью получения крупногабаритных блоков при сохранении заданной прочности и структуры деталей, на..стадии нагнетания давление расплава в форме регулируют путем изменения объема последней.