Изобретение относится к литейному производству и может быть использовано для непрерывного литья полых заготовок с фасонной наружной поверхностью, например гильз цилиндров двигателей внутреннего сгорания.
Цель изобретения - упрощение конструкции, повышение производительности и расширение технологических возможностей.
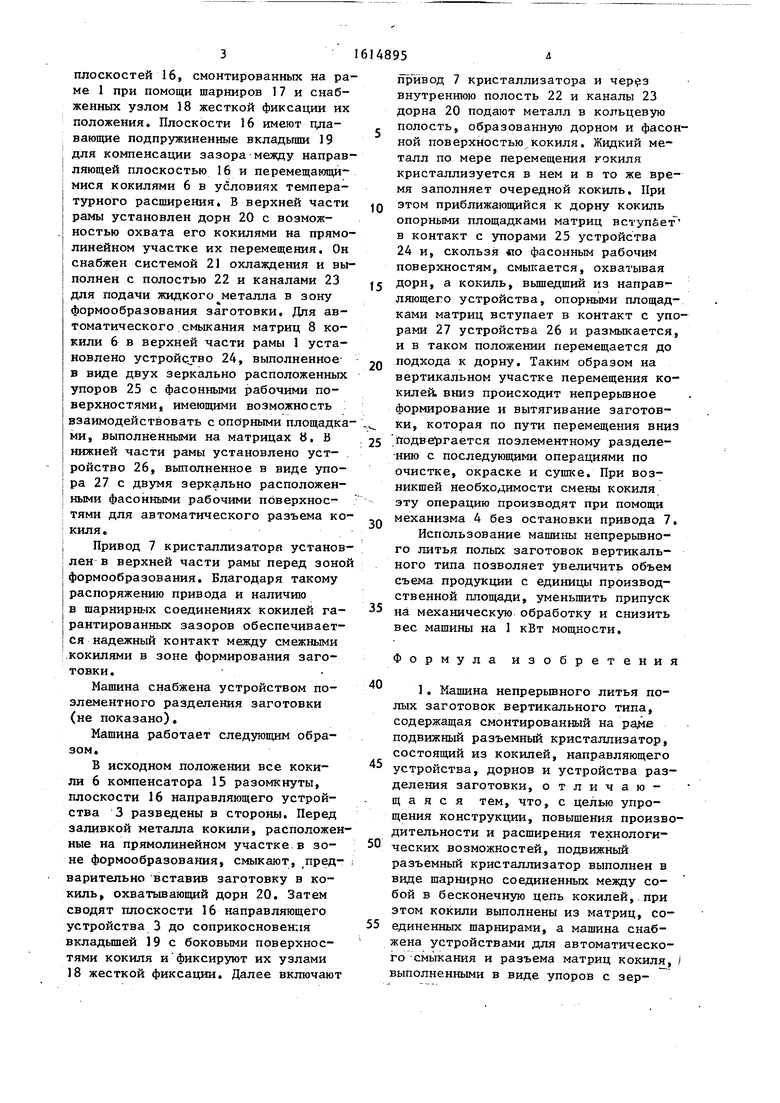
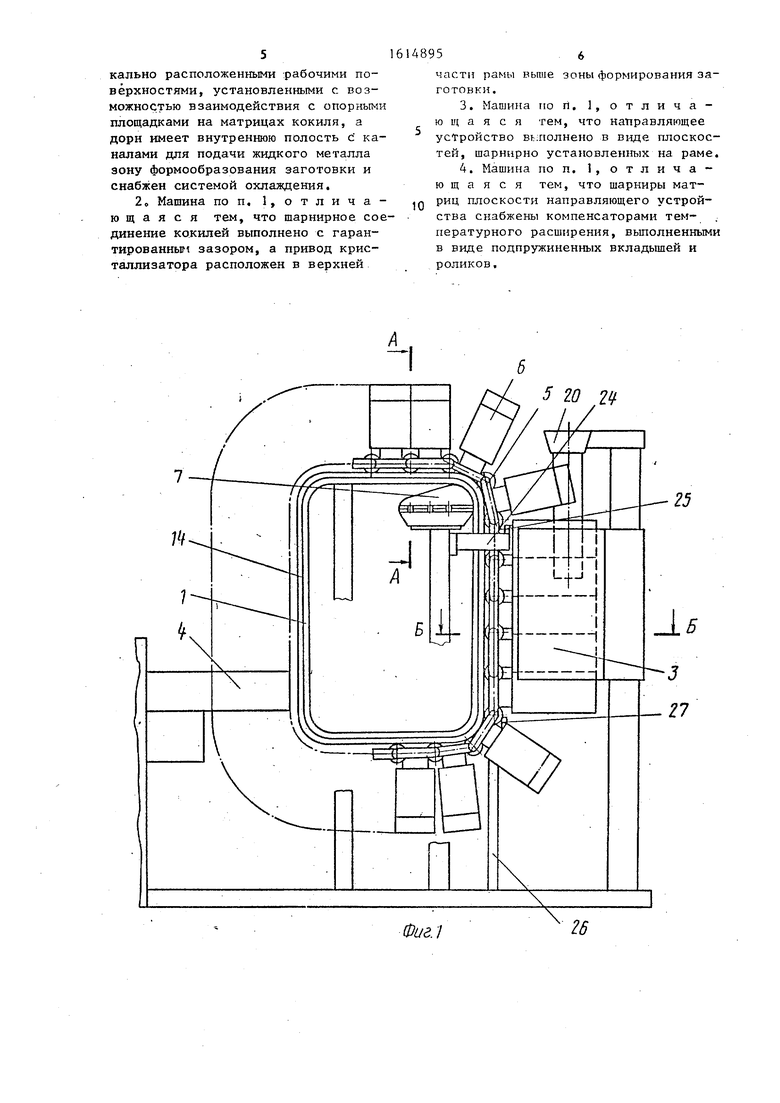
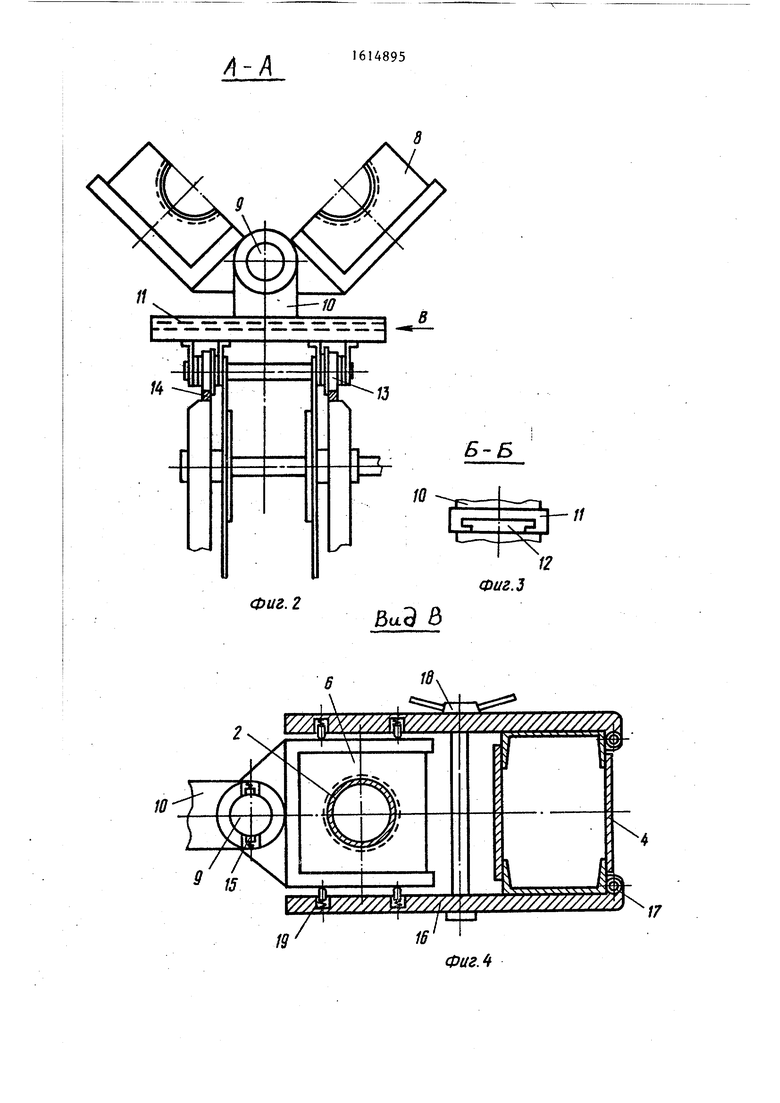
На фиг, 1 показана машина, общий вид; на фиг, 2 - сечение А-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг. 1; на фиг, 4 - вид В на фиг. 3; на фиг. 5 - яорн.
Машина непрерывного литья полых . заготовок вертикального типа содержит раму 1, на которой смонтирован подвижный разъемный кристаллизатор заготовок
2,снабженный направляющим устройством
3,и меха.низм 4 смены кокилей. Подвижный разьемный кристаллизатор выполнен в виде соединенных между собой при помощи mapimpoB 5 в бесконечную цепь кокилей 6 и снабжен приводом 7. Каждый кокиль 6 выполнен в виде двух фор мообразующих матриц 8, соединенных шарнирами 9, смонтированных на кронштейне 10 плиты 11, соединенной с основанием 12, снабженным подпружиненными фиксаторами (не показаны) и роликами 13, контактирующими с на, правляющими 14, укрепленными на раме 1, Шарниры 9 снабж(М1ы компенсаторами 15 температурного рясширения, выполненными в вгоде подпружиненных вкладышей. Направляющее; устройство 3 выполнено в виде д)уу. и;и1равляю11щх
jOWrlL
а
00
со ел
плоскостей 16, смонтированных на раме 1 при помощи шарниров 17 и снабженных узлом 18 жесткой фиксации их положения. Плоскости 16 имеют плавающие подпружиненные вкладьппи 19 для компенсации зазора между направляющей плоскостью 16 и перемещающимися кокилями 6 в условиях температурного расширения. В верхней части рамы установлен дорн 20 с возможностью охвата его кокилями на прямолинейном участке их перемещения. Он снабжен системой 21 охлаждения и выполнен с полостью 22 и каналами 23 для подачи жидкого металла в зону формообразования заготовки. Для автоматического смыкания матриц 8 ко- кили 6 в верхней части рамы 1 установлено устройс тво 24, выполненное в виде двух зеркально расположенных упоров 25 с фасонными рабочими поверхностями, имеющими возможность взаимодействовать с опорными площадками, выполненными на матрицах в. В нижней части рамы установлено устройство 26, вьтолненное в виде упора 27 с двумя зеркально расположенными фасонными рабочими поверхнос- тями для автоматического разъема кокиля.
Привод 7 кристаллизатора установлен в верхней части рамы перед зоной формообразования. Благодаря такому распоряжению привода и наличию в шарнирных соединениях кокилей гарантированных зазоров обеспечивается надежный контакт между смежными кокилями в зоне формирования заготовки.
Машина снабжена устройством поэлементного разделения заготовки (не показано).
Машина работает следующим образом,
В исходном положении все коки- ли 6 компенсатора 15 разомкнуты, плоскости 16 направляющего устройства 3 разведены в стороны. Перед заливкой металла кокили, расположенные на прямолинейном участке в зоне формообразования, смыкают, ,пред- варительно вставив заготовку в кокиль, охватьшающий дорн 20. Затем сводят плоскости 16 направляющего устройства 3 до соприкосновения вкладьш1ей 19 с боковыми поверхнос- тями кокиля и фиксируют их узлами 18 жесткой фиксации. Далее включают
0
5
0
5
0
5
0
5
0
5
пр йвод 7 кристаллизатора и внутреннюю полость 22 и каналы 23 дорна 20 подают металл в кольцевую полость, образованную дорном и фасонной поверхностью.кокиля. Жидкий металл по мере перемещения кокиля кристаллизуется в нем и в то же время заполняет очередной кокиль. При этом приближающийся к дорну кокиль опорнь№ш площадками матриц вступает в контакт с упорами 25 устройства 24 и, скользя «о фасонным рабочим поверхностям, смыкается, охватывая дорн, а кокиль, вьш1едший из направляющего устройства, опорными площадками матриц вступает в контакт с упорами 27 устройства 26 и размыкается, и в таком положении перемещается до подхода к дорну. Таким образом на вертикальном участке перемещения кокилей, вниз происходит непрерьшное формирование и вытягивание заготовки, которая по пути перемещения вниз йодве1)гается поэлементному разделе- -нию с последующими операциями по очистке, окраске и сушке. При возникшей необходимости смены кокиля эту операцию производят при помощи механизма 4 без остановки привода 7. Использование машины непрерьшно го литья полых заготовок вертикального типа позволяет увеличить объем съема продукции с единицы производственной площади, уменьшить припуск на механическую обработку и снизить вес машины на 1 кВт мощности.
Формула изобретения
1. Машина непрерьшного литья полых заготовок вертикального типа, содержащая смонтированный на подвижный разъемный кристаллизатор, состоящий из кокилей, направляющего устройства, дорнов и устройства разделения заготовки, отличающаяся тем, что, с целью упрощения конструкции, повышения производительности и расширения технологических возможностей, подвижный разъемный кристаллизатор выполнен в виде шарнирно соединенных между собой в бесконечную цепь кокилей,.при этом кокили выполнены из матриц, соединенных шарнирами, а машина снабжена устройствами для автоматического -смыкания и разъема матриц кокиля, / выполненными в виде упоров с зеркально расположенными рабочими поверхностями, установленньгми с возможностью взаимодействия с опорными площадками на матрицах кокиля, а дерн имеет внутреннюю полость с каналами для подачи жидкого металла зону формообразования заготовки и снабжен системой охлаждения,
2 о Машина по п. 1, отличающая с я тем, что шарнирное соединение кокилей выполнено с гарантированным зазором, а привод кристаллизатора расположен в верхней
части рамы выше зоны формирования за- готовкн.
3.Машина iiort, 1, отличающаяся тем, что направляющее устройство В1::полнено в виде плоскостей, шарнирно установленных на раме.
4.Машина по п. 1, отличающаяся тем, что шарниры матриц плоскости направляющего устройства снабжены компенсаторами температурного расширения, выполненными в виде подпружиненных вкладышей и роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1988 |
|
RU1760687C |
| Устройство для непрерывного литья полых заготовок | 1987 |
|
SU1444064A1 |
| Способ непрерывного литья заготовок и машина для его осуществления | 1986 |
|
SU1458070A1 |
| Кристаллизатор для электрошлакового переплава | 2019 |
|
RU2709307C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДВУТАВРОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2794362C1 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
Изобретение относится к металлургии, а именно к машине непрерывного литья полых заготовок вертикального типа. Цель изобретения - упрощение конструкции, повышение производительности и расширение технологических возможностей машины. Машина содержит механизм формирования и вытягивания заготовки, механизм смены кокилей, устройство разделения заготовки и дорн-кристаллизатор, имеющий внутреннюю полость с каналами для подачи расплава в зону формообразования. Непрерывное литье заготовок осуществляется благодаря тому, что механизм формирования и вытягивания заготовок выполнен в виде шарнирно соединенных между собой в вертикально замкнутую цепь разъемных кокилей с фасонным литьевым профилем и снабжен устройствами автоматического разъема и соединения кокилей. 3 з.п. ф-лы, 5 ил.
Фиг.1
фиг. 2
77 ////// ////// Л/Г
/ //й- ™
Б-В
W
zzn-//
f2
Фиг.З
ваЭ a
Фиг Л
| Машина непрерывного литья фасонных заготовок | 1983 |
|
SU1121091A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
