(Л
4 -U
О
о: ;i
и направляющие на станине 12. Расширение технологических возможностей устройства достигается за счет плоско- параллельного перемещения рамы 7,
при котором дорн обходит отверстие по периметру, обеспечивая тем слм) получение некруглого отверстия в заготовке, 3 ил.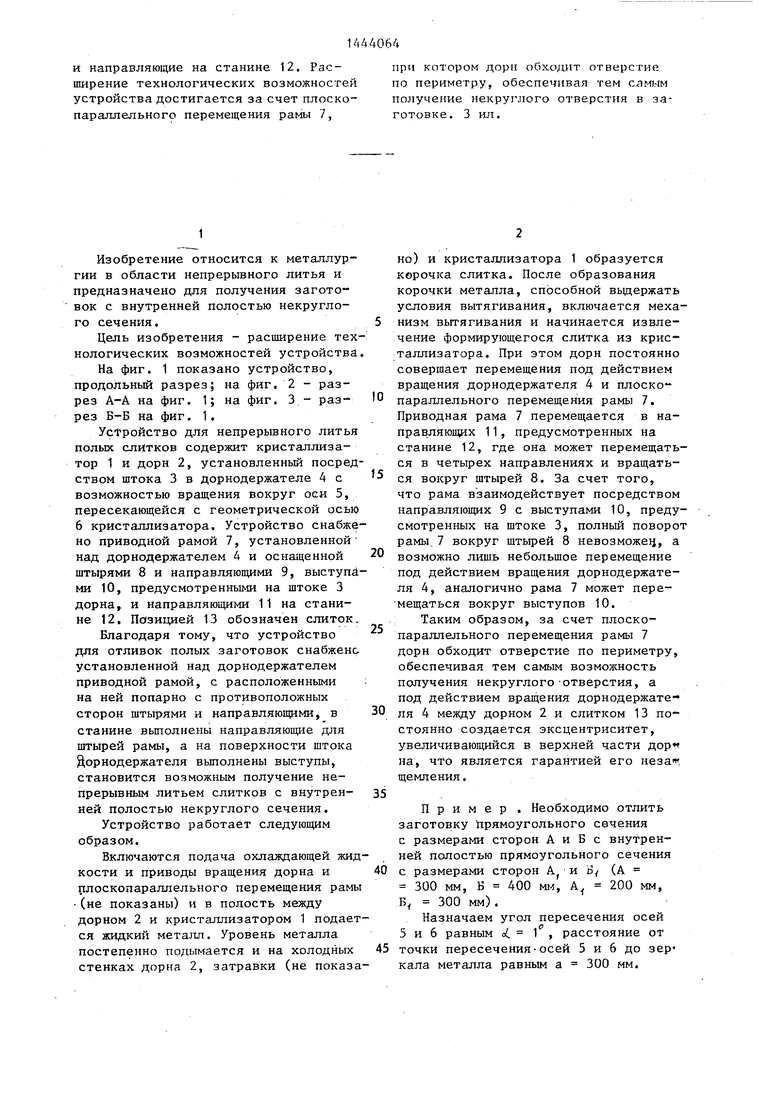

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Устройство для непрерывного литья полых слитков | 1986 |
|
SU1380853A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Способ непрерывного литья полых заготовок и устройство для его осуществления | 1984 |
|
SU1284652A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
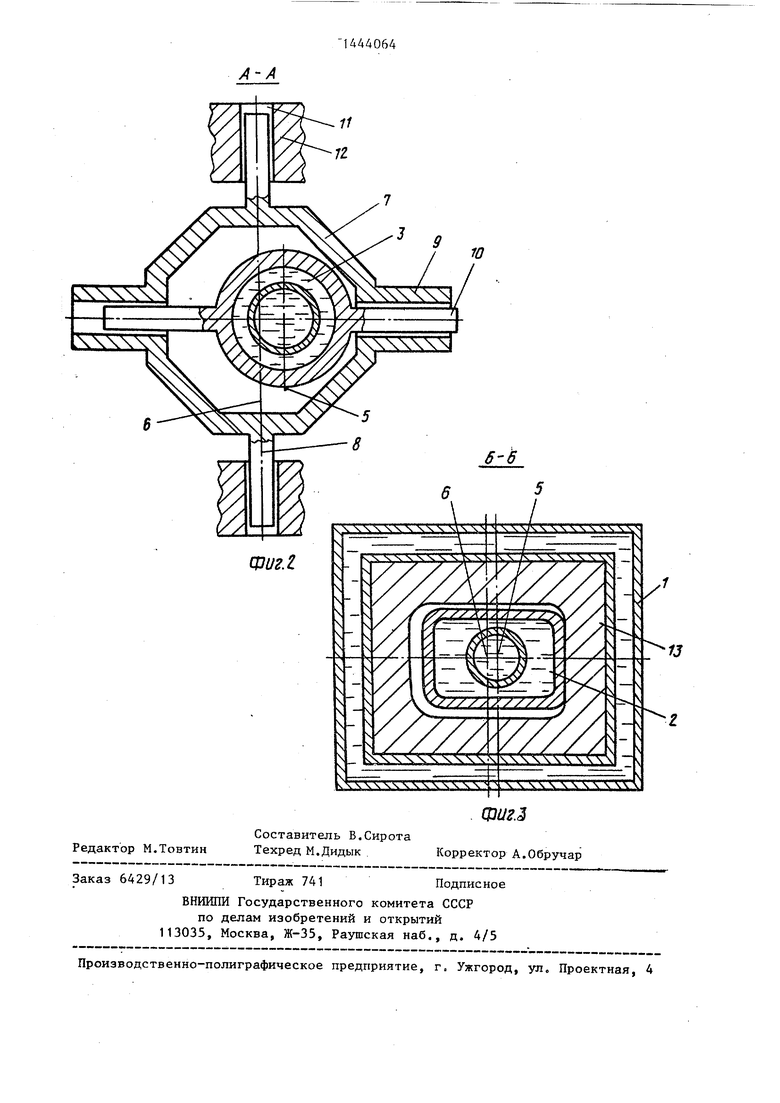
Изобретение относится к металлургии, а именно к непрерывному литью, и предназначено для получения заготовок с внутренней полостью некруглого сечения. Цель изобретение расширение технологических возможностей. Устройство содержит дорн 2, дорнодержатель 4, приводную раму 7, на которой вьтолнены штыри 8 и на- . правляющие 9, выступы 10 на штоке 3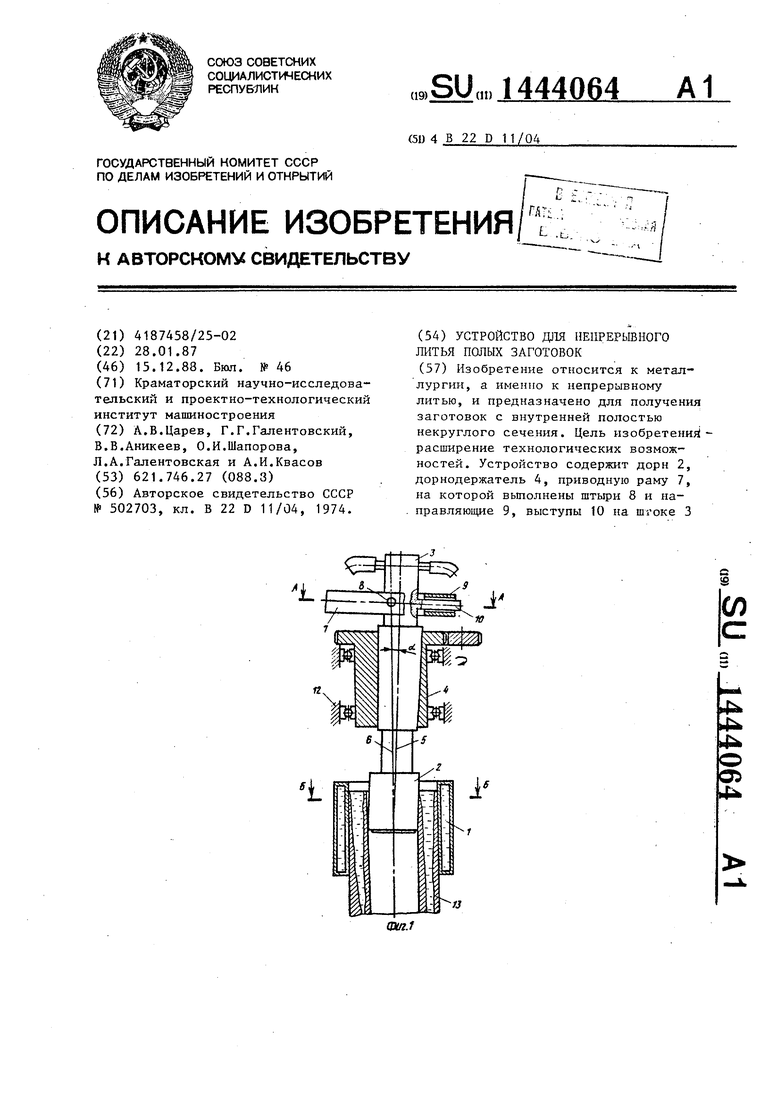
1
Изобретение относится к металлургии в области непрерьгоного литья и предназначено для получения заготовок с внутренней полостью некруглого сечения.
Цель изобретения - расширение технологических возможностей устройства
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для непрерывного литья полых слитков содержит кристаллизатор 1 и дорн 2, установленньй посредством штока 3 в дорнодержателе 4 с возможностью вращения вокруг оси 5, пересекающейся с геометрической осьн) 6 кристаллизатора. Устройство снабжено приводной рамой 7, установленной над дорнодержателем 4 и оснащенной штырями 8 и направляющими 9, выступами 10, предусмотренными на штоке 3 дорна, и направляющими 11 на станине 12. Позицией 13 обозначен слиток.
Благодаря тому, что устройство для отливок полых заготовок снабжено установленной над дорнодержателем приводной рамой, с расположенными на ней попарно с противоположных сторон штырями и направляющими, в станине вьшолнены направляющие для штырей рамы, а на поверхности штока йорнодержателя выполнены выступы, становится возможным получение непрерывным литьем слитков с внутренней полостью некруглого сечения.
Устройство работает следующим образом.
Включаются подача охлаждающей жидкости и приводы вращения дорна и плоскопараллельного перемещения рамы (не показаны) и в полость между дорном 2 и кристаллизатором 1 подается жидкий металл. Уровень металла постепенно подымается и на холодных стенках дорна 2, затравки (не показа
0
5
0
0 5
5
0
5
но) и кристаллизатора 1 образуется корочка слитка. После образования корочки металла, способной вьдержать условия вытягивания, включается механизм вытягивания и начинается извлечение формирующегося слитка из кристаллизатора. При этом дорн постоянно совершает перемещения под действием вращения дорнодержателя 4 и плоско параллельного перемещения рамы 7. Приводная рама 7 перемещается в направляющих 11, предусмотренных на станине 12, где она может перемещаться в четырех направлениях и вращаться вокруг штырей 8. За счет того, что рама взаимодействует посредством направляющих 9 с выступами 10, предусмотренных на штоке 3, полный поворот рамы.7 вокруг штьфей 8 невозможец, а возможно лишь небольшое перемещение под действием вращения дорнодержателя 4, аналогично рама 7 может пере- мещаться вокруг выступов 10.
Таким образом, за счет плоскопараллельного перемещения рамы 7 дорн обходит отверстие по периметру, обеспечивая тем самым возможность получения некруглого-отверстия, а под действием вращения дорнодержателя 4 между дорном 2 и слитком 13 постоянно создается эксцентриситет, увеличивающийся в верхней части дор на, что является гарантией его неза щемления.
Пример . Необходимо отлить заготовку йрямоугольного сечения с размерами сторон А и Б с внутренней полостью прямоугольного сечения с размерами сторон А и Б (А 300 мм, Б 400 М1, А 200 мм, Б 300 мм).
Назначаем угол пересечения осей 5 и 6 равным oi. 1 , расстояние от точки пересечения-осей 5 и 6 до зеркала металла равным а 300 мм.
Эксцентриситет в плоскости зерка ла металла равен
1 а tg./ 300-tg Г 3,5 мм.
Размеры дорна в сечении равны;
Аг А - 2е 200 - 2x3,5 193 мм;
Ец Б - 2е 300 - 2x3,5 293 мм.
Работа устройства.
Вращение от электродвигателя |Через приводную шестерню (на фиг. 1 обозначено стрелкой) передается на дорнодержатель 4, в котором выполнено конусное отверстие для дорна 2 с осью 5, пересекающейся с осью кристаллизатора 6 под углом ci 1 (при этом ось 6 совпадает с освю вращения дорнодержателя 4).
Дорн 2, увлекаемый дорнодержате- лем 4, совершает круговые движения вместе с осью 5 вокруг оси 6.
В зазор между дорном 2 и кристал лизатором 1 непрерьтно подают жидкий металл, который кристаллизуется и образует корку слитка 13.
Вытягивание слитка производят на скорости 0,6 м/мин.
Скорость V вытягивания слитка 13 и частоту п кругового перемещения дорна 2 необходимо подбирать такими, чтобы металл не затекал в зазор между дорном 2 и заготовкой 13. Это может быть обеспечено в том случае, если высота налива металла за про- межуток времени между касаниями стенк дорна заготовки не превысит критическ величины S, обусловленной прочност мениска под действием сил поверхи ностного натяжения. Обычно при не- прерьшной заливке высота мениска
равна S 3 мм. Отсюда частота кругового движения дорна равна
V S
0,003
200 об/мин
При круговом перемещении дорна 2 поворот его вокруг собственной оси не допускается, иначе внутренняя полость будет формироваться по винтовой линии. С этой целью предусмот рена плавающая рама 7 с карданным зацеплением. При движении дорна, например, вправо, рама 7 поворачивается на максимальный угол вокруг осей штырей 8 в направляющих 11 и одновременно дорн перемещается вправо в направляющих 9 штырями 10 и др.
Использование изобретения позволит получать непрерывнолитые полые заготовки с внутренней полостью некруглого сечения.
Формула изобретени
Устройство для непрерывного литья полых заготовок, содержащее станину, кристаллизатор и дорнодер- жатель с установленным в нем посредством штока дорном, имеюш им возможность вращения вокруг оси, пересекающей продольную ось кристаллизатора, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено приводной рамой с установленными на ней попарно с противоположных сторон штьфями и на.правляюш 1ми, при этом в станине выполнены направляющие для штырей приводной рамы, а на поверхности штока дорнодержателя выполнены выступы.
Редактор М.Товтин
Составитель В.Сирота Техред М.Дидык
10
Ш
Корректор А.Обручар
| Формообразователь | 1972 |
|
SU502703A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
