Изобретение относится к черной и цветной металлургии, конкретно к ли- тью фасонных заготовок с применением малоотходной технологии.
Известна машина непрерывного литья с применением конвейерных лент, которые ведут слиток Cl
Недостатком машины является сложность конструкции.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемоу является машина непрерывного литья фасонных заготовок, содержащая две замкнутые линии полуформ, привод их перемещения и тор мозные устройства L2.
Недостатком машины является невозможность литья полых заготовок со сложной формой торцовых поверхностей, например колес, шестерен, втулок, букс и т.д.
Цель изобретения - расширение технологических возможностей машины.
Поставленная цель достигается тем, что машина непрерывного литья фасон- ных заготовок, содержащая две замкнутые линии полуформ, привод их пе- . ремещения и тормозные устройства, снабжена дорнами с приводами их продольного перемещения, при этом полуформы выполнены с coocHbnvM отверстиями, оси которых перпендикулярны плос кости стыковки полуформ и в которых размещены указанные дорны, а приводы перемещения дорнов установлены на полуформах одной из линий.
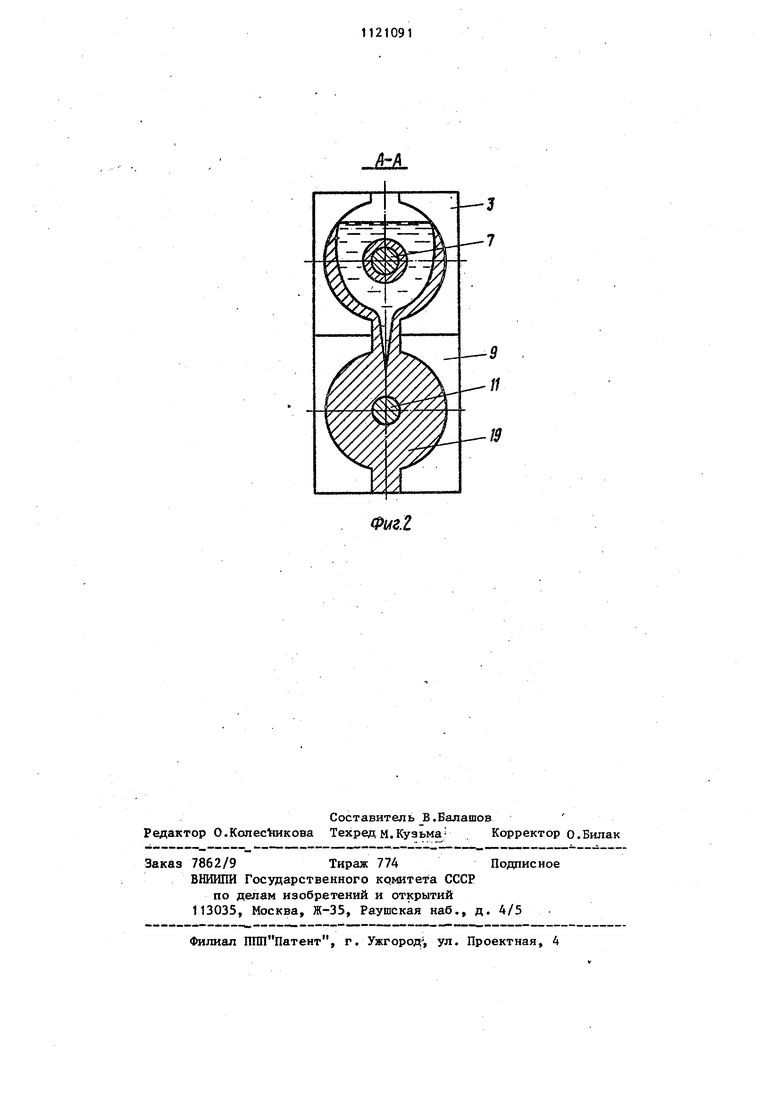
На фиг. 1 показана машина, общий вид на фиг. 2 - разрез А-А на.фиг . 1.
На фиг. 1, 2 обозначены ковш 1, из которого жвдкий MeTaJin подают в полуформы 2 и 3, приводимые в движение валками 4. На полуформе установлены гидравлические цилиндры 5, соединенные балкой 6 с дорном 7. Ни-г же расположены полуформы 8 и 9, приводимые валками 10. В них расположен дорн 11, соединенный балкой 12 с гид.роцили1щрами 13. Полуформа 1А снабжена дорном 15 и цилиндрами 16, Резак 17 обеспечивает отделение заготовок 18 от единого слитка 19. Приводные валки 10 снабжены тормозными ycтpoйcтвa я для обеспечения стыка.
Устройство работает следующим образом.
Из ковша 1 жидкий металл подают в полость, образованную полуформами 2 и 3. Попуформы перемещаются со
слитком валками 4, выполнены с соосными отверстия 01, перпендикулярными плоскости стыковки полуформ 2, 3, в этих отверстиях установлен дорн 7 конической формы, соединенный с опертой на цилиндры 5 балкой 6.
По мере движения полуформ и кристаллизации в них слитка цилиндры 5 перемещают балку 6 и дорн 7 вправо, : что компенсирует усадку,предотвращае защемление дорна и появление радиальных трещин в отливке.
Полуформы образуют два ряда, в каждой паре папуформ установлен конический дорн в отверстиях полуформ. В полуформах 8 и 9, которые перемещают валки 10, конический дорн 11 перемещается вправо вместе с балкой 12 гидравлическими цилиндрами 13. После затвердевания полуформы разводят, полуформа 14 с дорном 15 и цилиндрами 16 удаляется от слитка вправо. Полуформы как обычно охлаждают, чистят, сушат, и при необходимости смазывают, перемещая, например транспортными устройствами вверх, затем сводят их и продолжают процесс литья.
Таким образом, две линии полуформ обеспечивают их движение по замкнутым траекториям. Наличие конических дорнов в отверстиях, перпендикулярных плоскостям стыка полуформ, и установка этих дорнов с возможностью перемещения вдоль осей отверстий и привода, реализующего это перемещение, позволяет отливать полые фасонные заготовки сложной формы. Это невозможно без дорна и при литье с неподвижным дорном, который защемляетс вследствие усадки.
После затвердевания полуформы удаляются в сторону, а резак 17 отделяет газокислородной резкой заготовку 18 от слитка 19. Можно применить резку пилами или плазменную резку.
Перемещение дорна можно регулировать в функции от напряжений сжатия в нем или от показаний месдоз, контролирующих осевые усилия (с применением тензодатчиков). Рост усилия дает импульс на увеличение скорости дорна. Можно контролировать и температуру дорна.Дорн можно выполнить ступенчатым или пшицевым для получения отверстий сложной формы.
Можно изготовлять цилиндрические заготовки с несколькими отверстиями. 3 а также с некруглыми и несквозными углублениями, с ребрами на деталях типа железнодорожных букс. Перемещение дорна относительно полуформ в направлении, перпендикулярном направлению движения полуформ и плоскости их стыка, позволяет получать качественные полые фа сонные заготовки с минимальным коли чеством отходов. Можно использовать иной привод дорна: зубчато-реечный, винтовой, цепной, располагая двигатели не обя зательно на полуформе, а в стороне и соединив их с дорном цепью или ка натом . 14 Можно использовать различные системы охлаждения полуформ и дорна. При малой массе отливок их лучше охлаждать после отведения полуформ от слитка. Экономическая эффективность определяется расширением технологических возможностей и реализацией непрерывного литья заготовок шестерен диаметром 400-500 мм из стали 45, Выход годного при литье в изложницы 57%, а при непрерывном литье 88%, что означает экономию 31% металла при производстве 30 тыс. шестерен массой 200 кг каждая.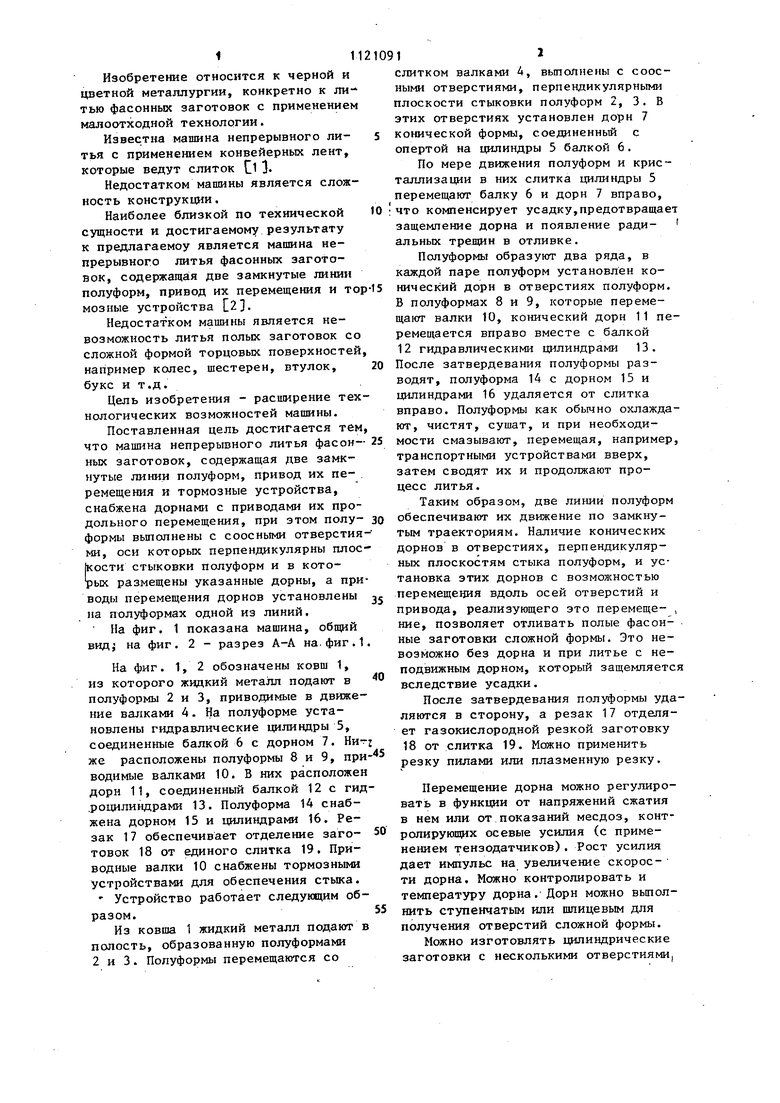

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Машина для непрерывного литья фасонных заготовок | 1984 |
|
SU1215850A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Способ прокатки прямоугольных заготовок | 1990 |
|
SU1782682A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1993 |
|
RU2089337C1 |
| УСТРОЙСТВО для ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ФАСОННЫХ ПРОФИЛЕЙ | 1972 |
|
SU435054A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ФАСОННЫХ ЗАГОТОВОК, содержащая две замкнутые линии полуформ, привод их перемещения и тормозные устройства, отличающаяся тем, JITO, с целью расширения технологических возможностей, она снабжена дорнами с приводами их продольного перемеще ния, при этом полуформы выполнены с соосными отверстиями, оси которых перпендикулярны плоскости стыковки полуформ и в которых размещены указанные дорны, а приводы перемещения дорнов установлены на полуформах одной из линий. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для непрерывной разливки стали | 1949 |
|
SU111578A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
