Ф
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрогидравлический пресс для раскроя материалов | 1971 |
|
SU483432A1 |
| Вырубочная головка к прессу для вырубки деталей | 1984 |
|
SU1313416A1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ ИЗДЕЛИЙ ИЗ НАСТИЛА | 1969 |
|
SU246425A1 |
| Гидравлический пресс | 1979 |
|
SU829453A1 |
| Пресс для вырубки листового материала | 1979 |
|
SU872302A1 |
| Устройство для раскроя полотна эластичного материала на заготовки | 1983 |
|
SU1177162A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Устройство управления гидроприводом вырубочного пресса | 1986 |
|
SU1454859A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2001 |
|
RU2201870C1 |
| Пресс для вырубки кожевенных и тому подобных товаров | 1939 |
|
SU57116A2 |
Изобрете}1ие относится к обувной, швейной и кожгалантерейнаГ промышленности. Цель изобретения - повышение качества вырубки ДРТЛЛГ-Й за счет снижения деформации режущих кромок резака. Поело соприкогновп- ния траверсы с резаком, ЛРЖ.ЧЦЩМ на материале, возрастает дпппение в рабочей полости гидроиилиндра траверсы. Через пороговый датчик давления к гидрозолотнику упрлнлсния по- даегся серия импульсов от генератора пачки импульсов. Гидроцилипдр, снабженный возвратной - пружиной, обеспечивает вибрационный привод ретака и тем снятие деформаций режугцик кромок при каждом колебании привода. 12 ил.
. Изобретение относится к системам управления вырубочными прессами и может быть использовано в обувной, шьейной, кожгалантерейной и других отраслях промьшшенности.
Цель изобретения - повышение качества вырубки деталей за счет снижения деформации режущих кромок резака.
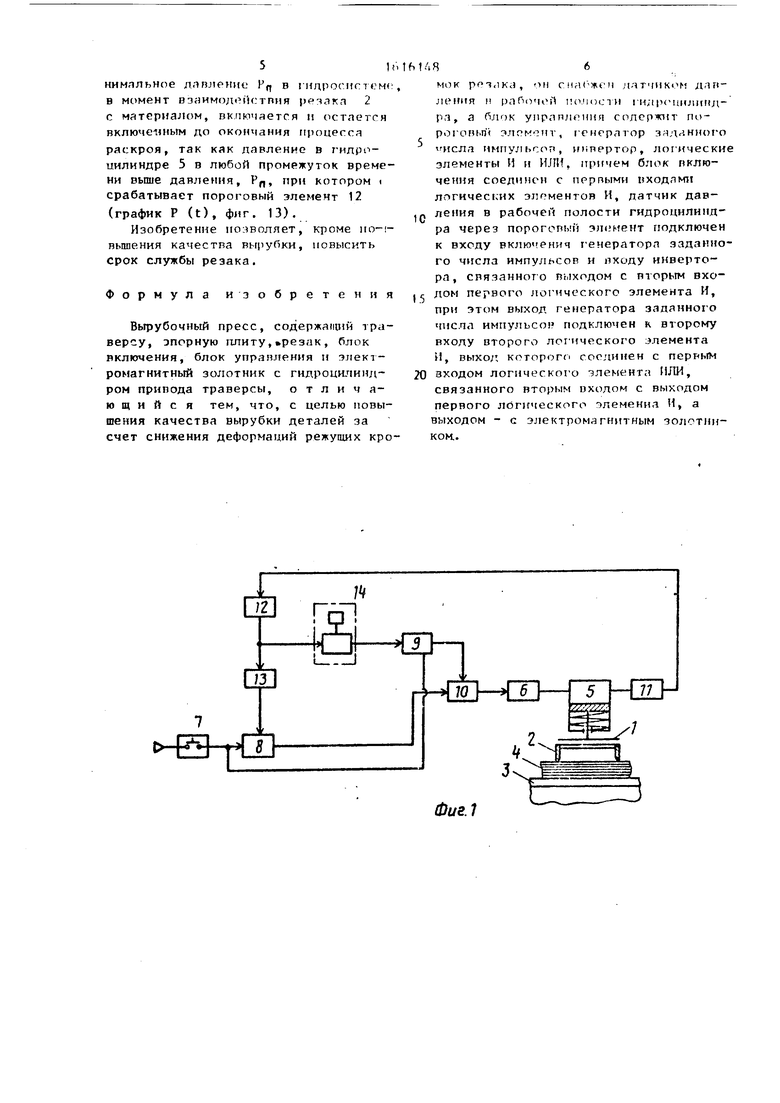
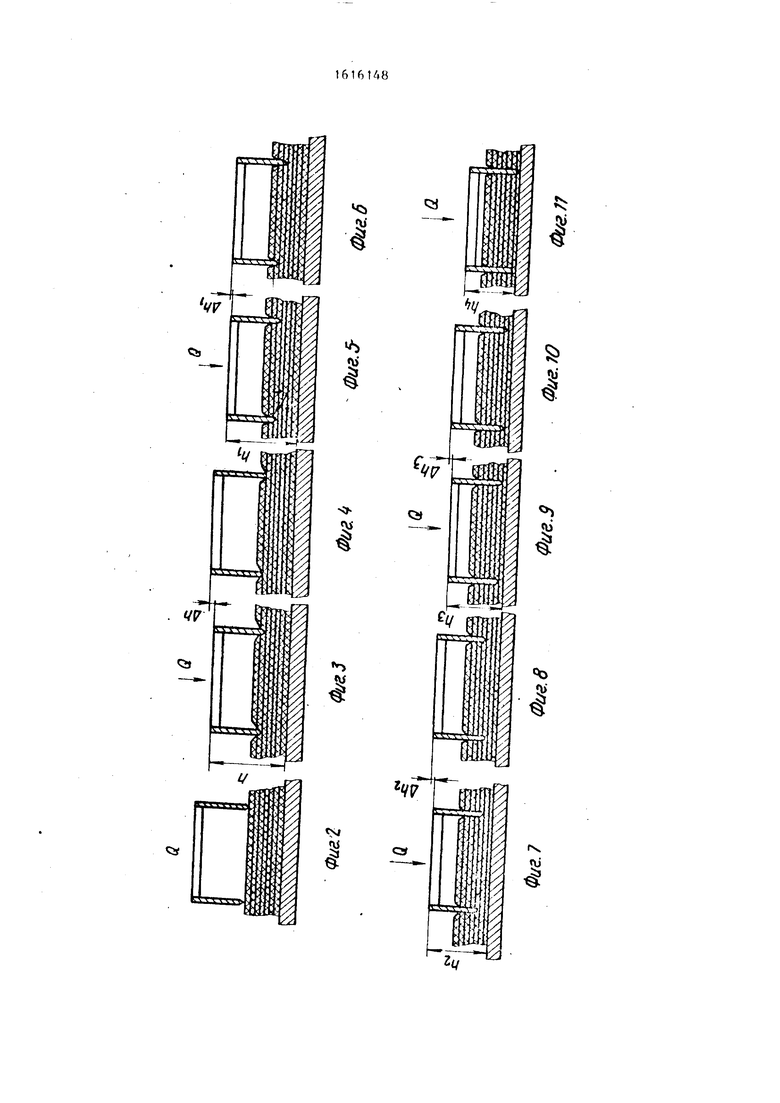
На фиг. 1 изображена функциональная схема устройства управления вы- рубочным прессом; на фиг. 2 - П - тexнoJloгичecкий цикл работы пресса в реямме низкочастотного виброрезания; на фиг. 12 - диаграмма техно- логического процесса виброраскроя.
Вьфубочный пресс содержит подвижную траверсу 1, резак 2, опорную плиту 3 для раскраиваемого материала 4, уложенного в несколько слоев, гидроцилиндр 5 для прииода подвижной kтраверсы 1 и электромагнитный гидро- 36-91
золотник в, соединенный с рлОочей полостью гидроцилиндра 5.
Пресс содержит также блок 7 включения, связанный с первыми входами логических элементов 8 и 9 И. Выходы элементов 8 и 9 И подключены к соответствующим входам логического элемента 10 ШШ, соединенного выходом с электромагнитным золотником 6.
Пресс содержи-1 также последовательно соединенные датчик 11 давления в рабочей полости гидроцилиндра 5 и пороговый элемент 12, а также инвертор 13 и генератор 14 заданного числа импульсов, вход включения которого соединен с выходом порогового элемента 12 и входом инвертора 13 связанного выходом с вторым входом элемента 8 И. Выход генерспора 14 заданного ччсла импульсов подключен к второму входу элемента 9 1.
о:
оо
Геноратор 14 может быть рыпопнен, апример, как однотактный распредеитель, из генератора импульсов и четчиков распределителей с задающим 5 ислом импульсов.
Работа пресса осуществляется слеующим образом.
8исходном положении резак 2
кладут на раскраиваемый материал 4. ю При этом подвижная траверса 1 не воздействует на резак 2 (фиг. 2). Опускание подвижной траверсы 1 до резака 2 осуществляется без вибрации. При появлении минимальной нагрузки фор- 15 мируютсл тактовые импульсы, управляющие опусканием подвижной траверсы 1. По окончании первого импульса (фиг. 3) происходит кратковременное переключение хода подвижной траверсы 20 1 вверх. Режущий инструмент (резак 2), на грани которого действует горизонтальная составляющая распорной силы Кл со стороны материала, освобождается (частично) от давления 25 подвижной траверсы 1 К за счет своих упругих свойств восстанавливает первоначальную конфигурацию (фиг. А). Вертикальная составляющая распорной силы Rg поднимает режущий инструмент зо на высоту uh.
С подачи второго тактового импульса происходит переключение хода подвижной траверсы 1 эниз (фиг. 5). Режущий инструмент под действием усИ- ЛИЯ пресса Q опускается на величину li.. По окончании второго импульса происходит кратковременное переключение подвижной траверсы 1 вверх, при этом режущий инструмент поднима- дО стся на некоторую величину ДЬ, (фиг, 6) и т, д.
После подачи последнего импульса (п данном случае 5-го, фиг. 11) подвижная траверса 1 возвращается в ис- 45 ходное положение.
Для осуществления Описанного цикла оператор включает блок 7 для за- пуска работы пресса, в результате чего на первых входах элементов 8 и
9и 4 появляются единичные сигналы. Поскольку на выходе инвертора 13 присутствует также единичный сигнал, с выхода элемента 8 И через элемент 10 ИЛИ на золотник 6 проходит сигнал управления, в результате которого гидроцилиндр 5 церемещает траверсу 1 вниз. Давление, которое возникает в рабочей полости гидрошшиндра 5, состт с п
50
О
5
тавляет давление холпстшч. хода, то есть, да.шсние, необходимое для свободного опускания траверсы 1. Когда подвижная траверса 1 достигает поверхности резака 2, установленного на раскраиваемом материале 4, начинается процесс раскроя. Давление в гидроцилиндре 5 резко возрастает. С датчика 11 давления сигнал поступает на пороговый элемент 12. Пороговый элемент 12, настроенный на минимальную амплитуду полезного сигнала (момент касания резака подвижной траверсой) , открывается и с его выхода поступает сигнал на запуск генератора 1А заданного числа импуль- соь и на вход инвертора 13, вследствие чего нулевой сигнал на выходе инвертора блокирует прохождение сигнала с блока 7 на элемень 10 ИЛИ, а генератор 14 вырабатывает пачку импульсов, поступающих через элемент 9 И и элемент 10 ШШ на золотник 6, который включается и отключается с этой же частотой, тем самым траверса 1 приобретает движение виброударнсго механизма и процесс получает характер виброраскроя. Когда подвижная траверса 1 достигает технологическог контакта (на чертежах пе показано) электромагнитный золотник 6 отключается и подвижная траверса 1 возвращается в исходное состояние.
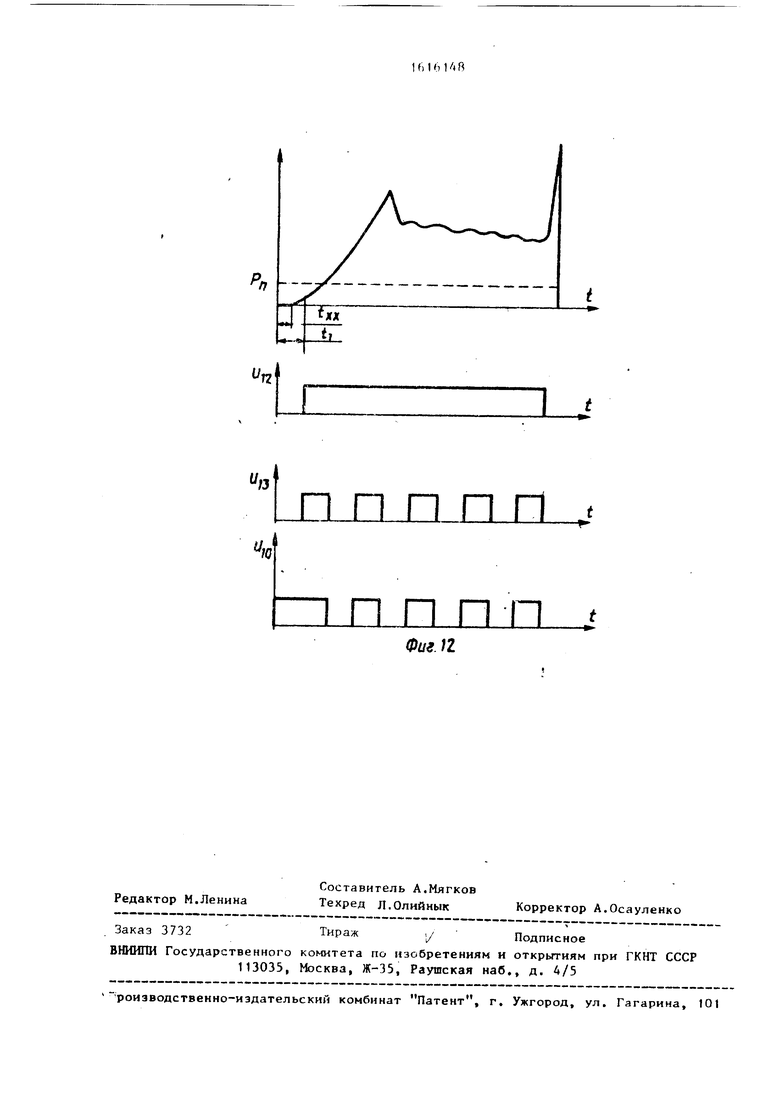
На фиг. 12 показана диаграмма технологического гфоцесса виброраскроя, где график Р (t) показывает характер изменения нагрузки, снимаемый с датчика 11 давления. На, графике отмечены tyy - время опускания подвижной траверсы 1 до касания резака 2 и t ,| - момент, когда создана минимальная нагрузка, то есть начало процесса раскроя материалов. с этого момента t включается пороговый элемент 12 (график U,2.Ct)), который запУСка ет генератор 14 заданного числа импульсов. Длительность и количество импульсов (график U) подбирают экспериментально. Работа электромагнитного золотника 6 изображена на графике и ,. Первый импульс по длительности состоит из длительности импульса холостого хода и длительности импульса тактового генератора что позволяет не снижать производительность пресса относительно пресс с одноразовым ходом траверсы 1. Порговый элемент 12, настроенный на ми50
55
51о
нимальное ллплеиио Р в 1-цдросип«:м(:, в момент взаимод ми:тпня р -злкп 2 с материалом, включается п остается включенным до окончания процесса раскроя, так как давление в гидро- иилиндре 5 в любой промежуток времени выше давления, Рр, при котором i срабатывает пороговый элемент 12 (график Р (t), фяг. 13).
Изобретение позволяет, кроме iio-i- вышения качества вырубки, повысить срок службы резака.
Формула изобретения
Вырубочный пресс, содержапщй траверсу, опорную плиту,резак, блок включения, блок управления и электромагнитный золотник с гидроцилинд- рон привода траверсы, отличающийся тем, что, с целью повышения качества вырубки деталей за счет снижения деформаций режущих кро10
Д 86
мок ppT.iKci, (iM сиаГ жеи латчиком длп- jieifiiR п раГючоП 1(1,мос1И гилрсцилиид- р,ч, а блок упрагиичшя содержит poroFJbrii элпм ит, генератор зядг .нного исла импульсоп, инвертор, логические элементы И и ИЛИ, причем блок включения соединен с пррпыми иходлми логических элементов И, датчик давления в рабочей полости гидроцилипд- ра через порогопый эл. иент подключен к входу включения г енератора заданного числа импульсов и яходу инвертора, связанного выходом с вторым входом первого логического элемента И, при этом выход генератора заданног о числа импульсо подключен к второму входу второго логического элемента Я, выхог, которогп соединен с первым 20 входом логического элемента ИЛИ, связанного вторым входом с выходом первого лОпгческого эдемениа И, а выходом - с электромагнитным золотником..
(5
Фиг.
5
«У
ъ
л. - -
и
13
П П П П П t
-I п п п п .
Фиг. п
| Патент США № 3171313, кл | |||
| Пуговица | 0 |
|
SU83A1 |
