Изобретение относится к технолог-иче- скому оборудованию для производства обуви а именно к прессам для вырубки деталей.
Целью изобретения является повышение надежности и упрощение конструкции вы- рубного автомата, а также совершенствование и облегчение исполнительных механизмов.
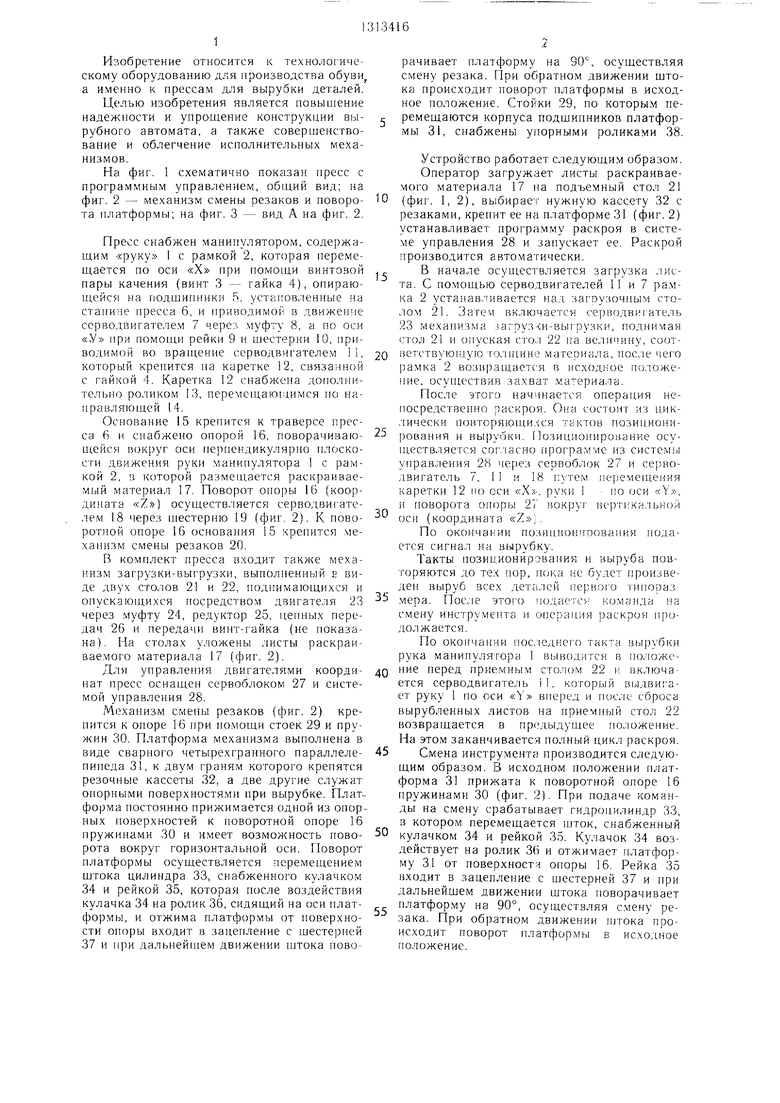
На фиг. 1 схематично показан пресс с программным управлением, общий вид; на фиг. 2 - механизм смены резаков и поворо- та платформы; на фиг. 3 - вид А на фиг. 2.
Пресс снабжен манипулятором, содержащим «руку 1 с ра.мкой 2, которая перемещается по оси «X при помощи винтовой пары качения (винт 3 - гайка 4), опирающейся на ПОДЩИГ1ПИК11 5., установленные на станине пресса 6, и приводимой в движение серводвигателем 7 через муфту 8, а по оси «У при помощи рейки 9 и щестерни 0, приводимой во вран1ение серводвигателем И, который кренится па каретке 12, связанной с гайкой 4. Каретка 12 снабжена дополнительно роликом 13, перемещающимся по направляющей 14.
Основание 15 крепится к траверсе пресса 6 и снабжено опорой 16, поворачиваю- щейся вокруг оси перпендикулярно плоскости движения руки манипулятора 1 с рамкой 2, в которой размеп1.ается раскраиваемый материал 17. Поворот оноры 16 (координата «.) осуществ-ляется серводвигателем 18 через шестерню 19 (фиг. 2). К пово- ротной опоре 16 основания 15 крепится механизм смены резаков 20.
В комплект нресса входит также механизм загрузки-выгрузки, выполненный в виде двух столов 2 и 22, под} имающихся и опускаюпш.хся посрвх ством двигателя 23 через муфту 24, редуктор 25, цепных передач 26 и передачи винт-гайка (не показана). На столах уложены листы раскраиваемого материала 17 (фиг. 2).
Для управления двигателями коорди- нат пресс оснащен сервоблоком 27 и системой управления 28.
Механизм смены резаков (фиг. 2) крепится к оноре 16 при помощи стоек 29 и пру- жии 30. Платформа механизма выполнена в виде сварного четырехгранного параллеле- пинеда 31, к двум граням которого крепятся резочные кассеты 32, а две другие служат опорными поверхностями при вырубке. Платформа постоянно прижимается одной из опорных поверхностей к поворотной опоре 16 пружинами 30 и имеет возможность ново- рота вокруг горизонтальной оси. Поворот платформы осуществляется перемещением щтока цилиндра 33, снабженного кулачком 34 и рейкой 35, которая после воздействия кулачка 34 на ролик 36, сидящий на оси платформы, и отжима платформы от поверхности опоры входит в зацепление с щестерней 37 и при дальнейпдем движении njTOKa поворачивает платформу на 90, осуществляя смену резака. При обратном движении штока происходит поворот платформы в исходное положение. Стойки 29, по которым перемещаются корпуса подщипников платфор- .мы 31, снабжены упорными роликами 38.
Устройство работает следующим образом.
Оператор загружает листы раскраиваемого материала 17 на подъемный стол 21 (фиг. 1, 2), выбирает нужную кассету 32 с резаками, крепит ее на платформе 31 (фиг. 2) устанавливает программу раскроя в системе управления 28 и запускает ее. Раскрой производится автоматически.
В начале осун1,ествляется загрузка листа. С помощью серводвигателей 11 и 7 рамка 2 устанав.ливается над загрузочным столом 21. Затем включается серводвигатель 23 мехапизма загрузки-выгрузки, поднимая стол 21 и оггу ская стол 22 I a величину, соот- иетству1ОН1ую то.-пцине материала, ioc;ie чего .мка 2 возвращается в исход1-:ое положение, осуществив захват мат-ериала.
После этого начинается операция непосредственно раскроя. Она состоит из циклически повторяющихся тактов позип.иони- рования и вырубки. Позиционирование осуществляется согласно програ.мме из cncTCMiii управления 28 через сервоблок 27 п серводвигатель 7, 11 и 18 перемещения каретки 12 но оси , руки 1 но оси «Y, и поворота onopiii 27 вокруг- верт1-:кальной оси (координата .
По окончании позициониоовании подается сигнал на вырубку.
Такты позиционирования и выруба повторяются до тех пор, пока iie будет произведен выруб всех деталей первого типоразмера. Пос;1е этого подается: команда на смену инструмеш з и операция раскроя продолжается.
По окончании последнег о такта вырубки рука манинулятора 1 вывод1ггся в положение перед приемным столом 22 н включается серводвигатель 11. который выдвигает руку 1 по оси «Y вперед и после сброса вырубленных листов на приемный стол 22 возвращается в пр аь дущее положение. На этом заканчивается полный цикл раскроя.
Смена инструмента производится следующим образом. В исходном положении платформа 31 прижата к поворотной оноре 16 пружинами 30 (фиг. 2). При подаче кома.н- ды на смену срабатывает гидроцилиндр 33, в котором перемещается щток, снабженный кулачком 34 и рейкой 35. Кулачок 34 воздействует на ролик 36 и отжимает .платформу 31 от поверхности опоры 16. Рейка 35 Бходит в зацепление с щестерней 37 и при дальнейшем движении щтока поворачивает платформу на 90°, осуществляя смену резака. При обратном движении штока происходит поворот платформы в исходное положение.
Переналадка пресса на раскрой других типоразмеров деталей производится путем замены резаков на платформе 31 и смены программы в системе управления 28.
Формула изобретения
Вырубочная головка к прессу для вырубки деталей, содержащая платформу, несущую с резаками, с механизмом поворота платформы относительно вертикальной оси последней и механизм смены резаков, от- личаюш,аяся тем, что, с целью повышения надежности и упрощения конструкции, плат
форма выполнена н ниде iijipa.i.io.ienmii - да, на двух гранях которого :- икре11ле1- ); рсассеты с резакалп:, а дис дру1 :и:е яв;1яю1гя
опорными поверхностями для вырубки. ПГЧ
этом механизм смены резаков имеет пновм..:- цилиндр, кулачок для нозвратно-иост нат1 . i ного перемещения платформы в вертика.п.- ной плоскост и, ролик и щестершо. реГ|к -. закрепленную на штоке пневмоцилиндра li уетановленную для взаимодействия соответственно с роликом и шестерней для поворота платформы, при этом ролик и шестерня расположены на горизонта.чыюй оси платформы.
/5
2В
Т
5
V,
Р . ТТТТТТ
n//.Q
- - - 

Изобретение относится к обувной промышленности, а именно к прессам для вырубки деталей, и представляет вырубочную головку к прессу с программным управлением, позволяюш,ую повысить надежность и упростить конструкцию последней за счет того, что платформа с резаками выполнена в виде параллелепипеда, на двух гранях которого закреплены кассеты с резаками, а две другие являются опорными поверхностями для вырубки; механизм смены резаков имеет пневмоцилиндр 33, кулачок 34 для возвратно-поступательного перемещения платформы в вертикальной плоскости, ролик 36, шестерню 37 и рейку 35, закрепленную на штоке пневмоцилиндра и установленную с возможностью взаимодействия соответственно с роликом 36 и шестерней 37 для поворота платформы, при этом ролик 36 и шестерня 37 расположены на горизонтальной оси платформы. 3 ил. (О (Л со со 4; G5 фиг. 2
32
Редактор К. Волощук Заказ 1993/3
Составитель Д. Л.ч.ачез
Техред И. ВересКорректор ;. Рошко
Тираж 39911ол111-:оное
ВНИИПИ Государственного комитета СССР по дела. изоб|1оте:. н открыт)
1 13035, Москва, Ж-35, Раушская iiao.. д. 45 Производственно-полиграфическое предприятие, i-. , жг()р)л. .-. I роекп-::). 4
срие.З
| Автоматический пистолет с подвижным назад при выстреле стволом и скользящей затворной задержкой | 1926 |
|
SU7071A1 |
