Изобретение огносигся к оборудованию для изготовления резиновых технических изделий и предназначено для перезарядки трехплитных пресс-форм вул- канизационных прессов.
Цель изобретения - расширение технологических возможностей устройства за счет расширения зоны обслуживания.
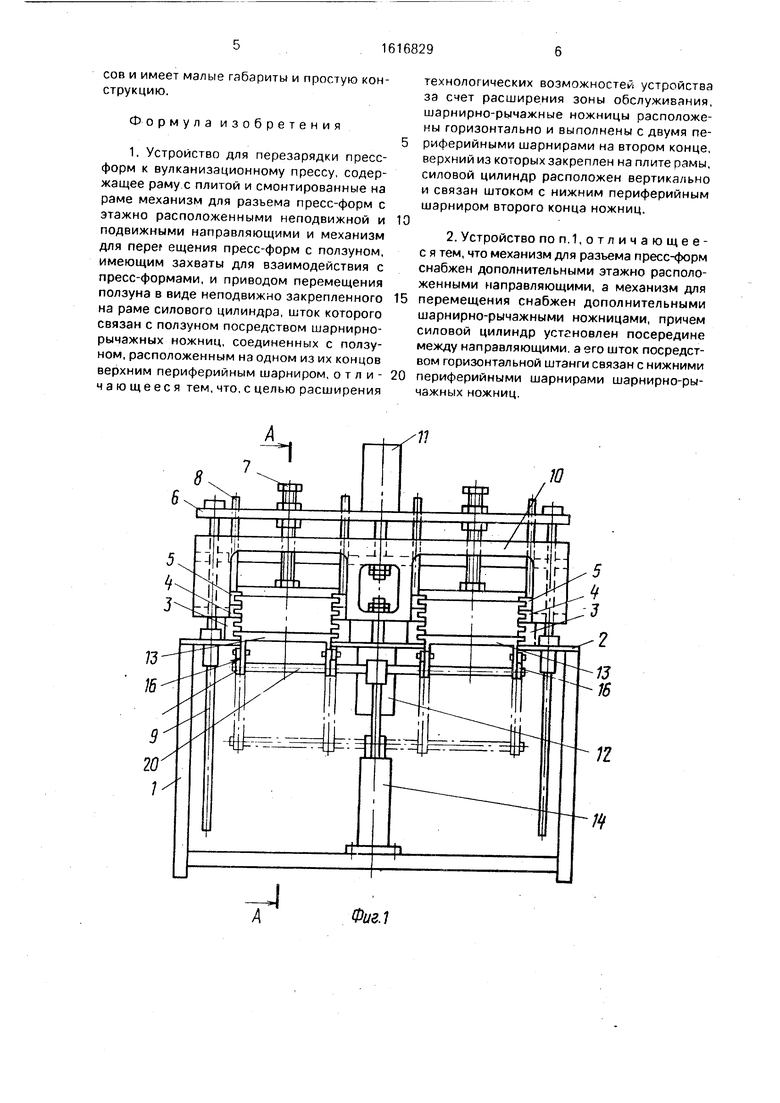
На фиг.1 схематично изображено предлагаемое устройство; на фиг.2 - разрез А-А на фиг.1.
Устройство для перезарядки пресс- форм k вулканизационному прессу содержит раму 1 с верхней плитой 2 и смонтированные на ней механизм для разъема пресс-форм и механизм для перемещения пресс-форм. Механизм для разъема пресс-форм содержит две группы этажно расположенных направляющих: закрепленные на плите 2 нижние направляющие 3, средние направляющие 4 и верхние направляющие 5 для трехплитных пресс-форм. Над направляющими 5 расположена верхняя траверса 6, связанная с ними посредством регулируемых вертикальных тяг 7, выполненных в виде винтов. Для устранения смещения направляющих 5 при регулировке их положения относительно верхней траверсы 6 они имеют вертикальные штанги 8. свободно перемещающиеся во втулках траверсы 6. С верхней траверсой 6 жестко связаны четыре вертикальные колонны 9, которые вместе с траверсой 6 могут перемещаться вертикально вверх относительно рамы 1 и траверсы 10 посредством установленного на траверсе 6 силового цилиндра 11, шток которогосвязанстраверсой 10.Траверса 10 связана с направляющими 4 и установлена с возможностью вертикального перемещения на колоннах 9 с помощью силового цилиндра 12, шток которого присоединен к траверсе 10, а корпус - к плите 2.
Механизм для перемещения пресс- форм выполнен в виде ползунов 13, установленных в пазах нижних направляющих 3, и привода перемещения ползунов. Привод перемещения ползунов выполнен в ви- . де вертикально установленного силового цилиндра 14, закрепленного на нижнем кронштейне 15 рамы 1, шток которого связан с ползунами 13 посредством шарнирно- рычажных ножниц 16 (типа Нюрнбергских). Ножницы 16 расположены горизонтально и имеют на одних концах верхние периферийные шарниры 17, связанные с ползунами 13. Ножницы 16 выполнены с двумя периферийными шарнирами 18 и 19 на вторых концах. При этом верх ние из них закреплены на плите 2, а нижние связаны с концами горизонтальной штанги 20, которая средней частью закреплена на штоке силового цилиндра 14.
Устройство работает следующим образом.
При срабатывании силового цилиндра
14 шток опускается и тянет за собой штангу 20, которая перемещает нижние периферийные шарниры 18 шарнирно-рычажных ножниц 16 обеих групп направляющих. По0 скольку верхние периферийные шарниры 19 закреплены неподвижно, то рычаги ножниц складываются и тянут через шарниры 17 в сторону от прессов 21 ползуны 13,которые своими захватами извлекают из прессов 21
5 трехплитные пресс-формы 22 со свулкани- зованными изделиями и заводят на направляющие 3-5.
Для подъема верхних плит пресс-форм выдвигается шток верхнего силового цилин0 дра 11, который поднимает верхнюю траверсу 6, а вместе с ней через вертикальные тяги 7 верхние направляющие 5 с верхними плитами пресс-форм, отрывая их от средних плит пресс-форм, которые удерживаются
5 средними направляющими 4. Затем выдвигается шток нижнего силового цилиндра 12, который перемещает траверсы 10 с направляющими 4 вверх по вертикальным колоннам 9 и отрывает средние плиты пресс-форм
0 от неподвижных нижних плит пресс-форм. Верхние 5 и средние 4 направляющие пере- мещаются вертикально вверх до полного выхода штоков силовых цилиндров. Между плитами пресс-формы образуются зазоры,
5 которые позволяют извлекать свулканизо- ванныё изделия поштучно вручную или одновременно с помощью выталкивателя, уложенного на плиты при управляемом движении плит вниз-вверх. После извлечения
0 готовых изделий производится чистка плит пресс-формы и укладываются заготовки изделий. Затем силовыми цилиндрами 11 и 12 опускаются траверсы 6 и 10с направляющими 5 и 4 до смыкания плит пресс-формы.
5При движении штока силового цилиндра 14 вверх, перемещаются вверх и нижние периферийные шарниры 18 шарнирно-рычажных ножниц 16, последние, раздвигаясь через шарниры 17, толкают ползуны 13 по
0 направлению к прессам и перемещают пресс-формы в прессы. После перемещения пресс-форм в прессы 21 происходит смыкание плит npeqcoB и вулканизация изделий в пресс-формах. После вулканизации изделий
5 плиты прессов размыкаются и пресс-формы выдвигаются из пресса на направляющие 3-5 и цикл работы повторяется.
Таким образом, предлагаемое устройство позволяет одновременно производить перезарядку пресс-форм нескольких прессов и имеет малые габариты и простую конструкцию.
Формула изобретения
1. Устройство для перезарядки пресс- форм к вулканизационному прессу, содержащее раму.с плитой и смонтированные на раме механизм для разъема пресс-форм с этажно расположенными неподвижной и подвижными направляющими и механизм для neper ещения пресс-форм с ползуном, имеющим захваты для взаимодействия с пресс-формами, и приводом перемещения ползуна в виде неподвижно закрепленного на раме силового цилиндра, шток которого связан с ползуном посредством шарнирно- рычажных ножниц, соединенных с ползуном, расположенным на одном из их концов верхним периферийным шарниром, о т л и - чающееся тем, что, с целью расширения
технологических возможностей устройства за счет расширения зоны обслуживания, шарнирно-рычажные ножницы расположены горизонтально и выполнены с двумя периферийными шарнирами на втором конце, верхний из которых закреплен на плите рамы, силовой цилиндр расположен вертикально и связан штоком с нижним периферийным шарниром второго конца ножниц.
2. Устройство поп.1,отличающее- с я тем, что механизм для разьема пресс-форм снабжен дополнительными этажно расположенными направляющими, а механизм для перемещения снабжен дополнительными шарнирно-рычажными ножницами, причем силовой цилиндр установлен посередине между направляющими, а его шток посредством горизонтальной штанги связан с нижними периферийными шарнирами шарнирно-ры- чажных ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм | 1988 |
|
SU1523367A1 |
| Устройство для перезарядки трехплитных пресс-форм к вулканизационному прессу | 1988 |
|
SU1551556A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Установка для формования и вулканизации резинотехнических изделий | 1985 |
|
SU1310230A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| Устройство для перезарядки пресс-форм | 1988 |
|
SU1669734A2 |
Изобретение относится к оборудованию для изготовления резиновых технических изделий и предназначено для перезарядки трехплитных пресс-форм вулканизационных прессов. Цель изобретения - расширение технологических возможностей устройства за счет расширения зоны обслуживания. Для этого шарнирно-рычажные ножницы 16 расположены горизонтально и выполнены с двумя периферийными шарнирами на втором конце. Верхние шарниры 19 закреплены на плите 2. Силовой цилиндр 14 расположен вертикально между двумя группами направляющих и его шток посредством горизонтальной штанги связан с нижними периферийными шарнирами 18. Устройство позволяет одновременно обслуживать два пресса. 1 з.п. ф-лы, 2 ил.
/7
Ю
Щ
Фиг.1
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для перезарядки пресс-форм | 1988 |
|
SU1523367A1 |
| Солесос | 1922 |
|
SU29A1 |
