Изобретение относится к оборудованию заводов резинотехнической промышленности и предназначено для перезарядки пресс-форм вулканизационных прессов, например, установленных в технологическую линию.
Известно устройство к вулканизацион- ному прессу для выдвижения и раскрытия пресс-форм, содержащее смонтированные на плитах пресса направляющие, несущие кассетные пресс-формы, приводимые от гидроцилиндров, причем верхние крышки пресс-форм выполнены поворотными и связаны шарнирно-рычажными механизмами со станиной пресса,
Наиболее близким к изобретению является устройство для перезарядки пресс- форм вулканизационных прессов, содержащее раму с направляющими и смонтированное на ней средство для пере- зарядки, включающее механизм перемещения пресс-форм из вулканизационного пресса и обратно со средствами для взаимодействия с пресс-формами и приводом, и механизм разъема пресс-форм.
Недостаток известного устройства состоит в том, что данный перезарядчик при использовании его в технологической линии из нескольких прессов, может обеспечить только их последовательную перезарядку по очереди и не может обеспечить одновременное выдвижение пресс-форм из нескольких прессов и, таким образом не обеспечивает повышение производительности в технологической линии. Кроме того, привод механизма перемещения пресс- форм, выполненный в виде гидроцилиндра, не обеспечивает плавного и равномерного хода плит пресс-форм в направляющих, что снижает надежность устройства в работе.
Цель изобретения - повышение производительности устройства при повышении надежности его в работе.
Цель достигается тем, что устройство снабжено дополнительным средством для перезарядки, установленным на раме параллельно с имеющейся симметрично относительно центра рамы, а привод механизма перемещения пресс-форм выполнен в виде пневмодвигателя, соединенного с ходовым винтом, и установленном на последней гайки с двуплечим рычагом, плечи которого со- ёдинены со средствами для взаимодействия с пресс-формами, причем каждое такое средство выполнено в виде установленного в направляющих рамы толкателя с зацепами, а привод механизма перемещения пресс-форм расположен под направляющими рамы по центральной оси устройства.
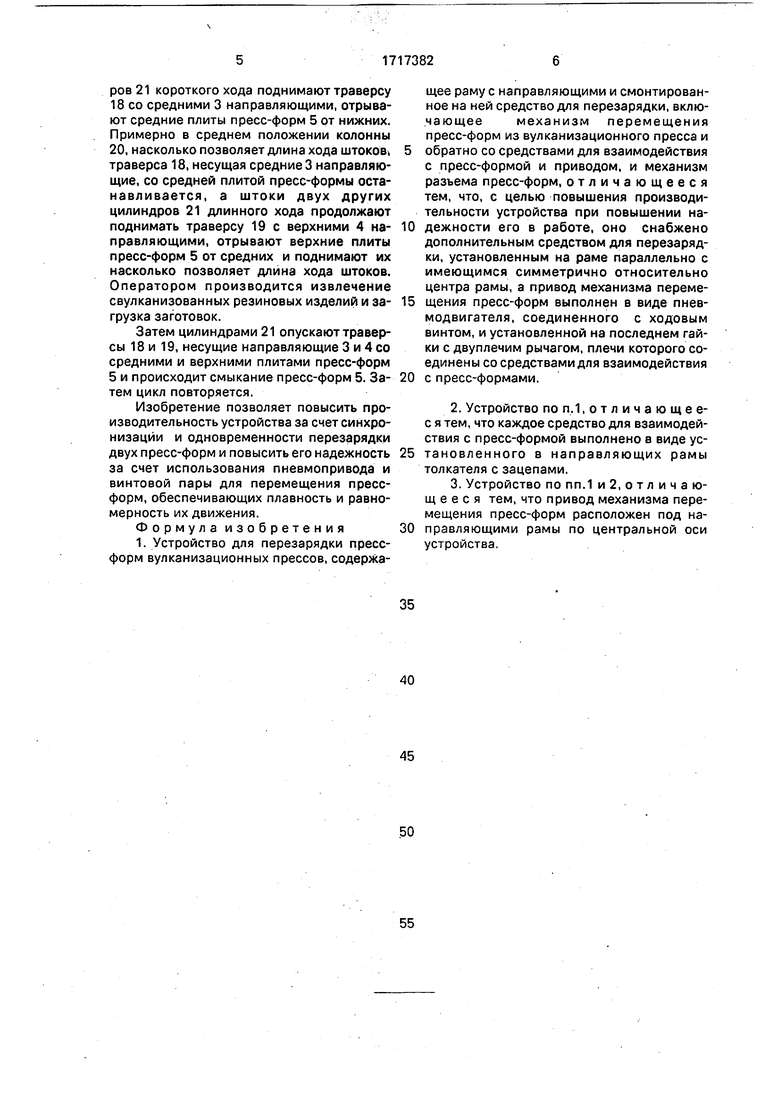
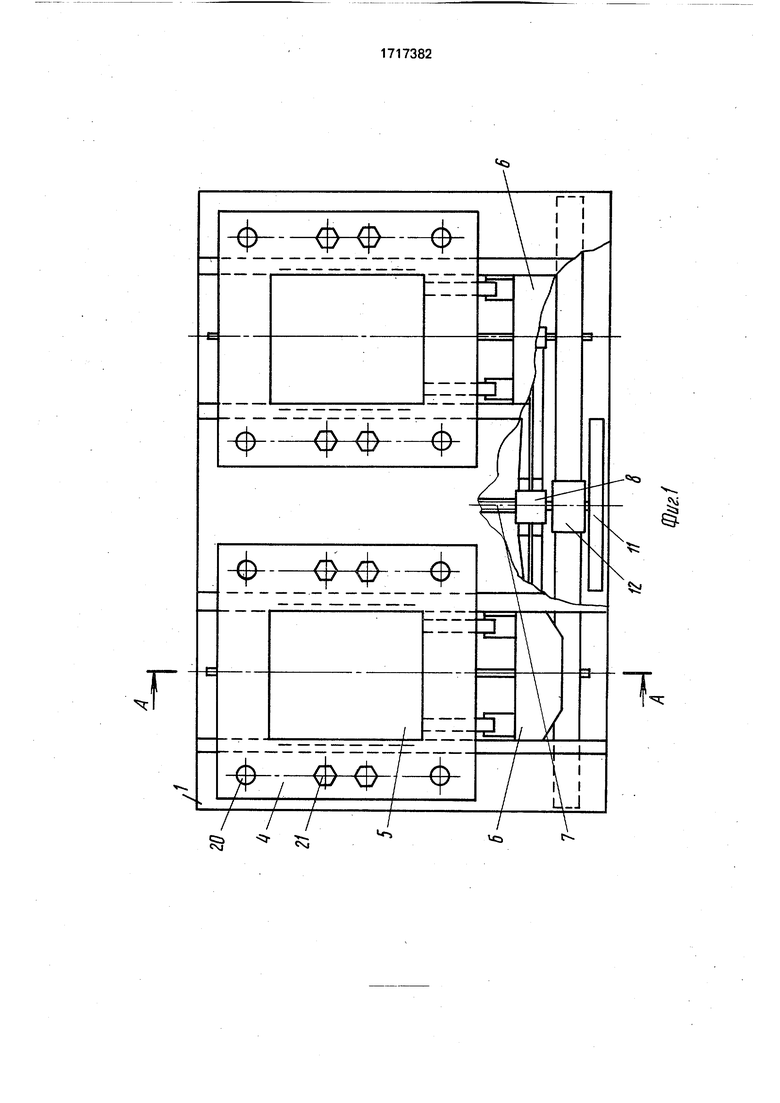
На фиг.1 изображено устройство, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - устройство, вид сбоку.
Устройство для перезарядки пресс- форм состоит из рамы 1, на верхней плите которой установлены параллельно друг к другу два механизма перемещения пресс- форм, включающие нижние 2, средние 3 и верхние 4 направляющие, в пазах которых перемещается трехплитная пресс-форма 5, соединенная с зацепами толкателей 6, установленных в нижних направляющих 2. В нижней части рамы под направляющими установлен привод, который расположен между двумя группами направляющих и выполнен в виде ходового винта 7 с гайкой 8. Винт установлен в корпусах 9 и на одном его конце закреплено зубчатое колесо 10, соединенное с шестерней 11.
Привод механизма перемещения пресс-форм выполнен в виде пневмодвигателя 12, закрепленного на опоре 13. Шестерня 11 посажена на вал пневмодвигателя 12. Симметрично относительно гайки 8 расположены двухплечие рычаги 14 и 15, которые имеют горизонтальные и вертикальные плечи. Горизонтальные и вертикальные плечи рычагов 14 и 15 соединены на ползуне 16, который опирается на направляющие планки 17. Горизонтальный конец рычагов 14 и 15 соединен с гайкой, а вертикальный конец - с нижней частью толкателя 6. Механизм раскрытия пресс-форм состоит из траверсы 18, несущей средние направляющие 3, траверсы 19, несущей верхние направляющие 4, Траверсы установлены подвижно на четырех вертикальных направляющих колоннах 20. К раме 1 крепятся четыре силовых цилиндра (пневмо- и гидро-) 21, штоки двух, имеющих короткий ход, соединены с траверсой 18, а штоки двух других, имеющих удлиненный ход, соединены с траверсой 19.
Устройство работает следующим образом.
При включении пневмодвигателя 12 начинает вращаться винт 7, по которому перемещается гайка 8 и через двухплечие рычаги 14 и 15 передается движение толкателям 6, которые, передвигаясь в пазах нижних направляющих 2 через зацепы, толкают пресс-форму 5 с уложенными в ней заготовками в пресс, где происходит вулканизация резиновых изделий. По окончании вулканизации плиты пресса размыкаются и извлекаются из пресс-формы 5 по пазам направляющих. Затем силовыми цилиндрами 21 с помощью их штоков поднимаются по колоннам 20 траверсы 18 и 19, несущих средние 3 и верхние 4 направляющие с плитами пресс-форм 5. Штоки двух цилиндров 21 короткого хода поднимают траверсу 18 со средними 3 направляющими, отрывают средние плиты пресс-форм 5 от нижних. Примерно в среднем положении колонны 20, насколько позволяет длина хода штоков, траверса 18, несущая средние 3 направляющие, со средней плитой пресс-формы останавливается, а штоки двух других цилиндров 21 длинного хода продолжают поднимать траверсу 19 с верхними 4 на- правляющими, отрывают верхние плиты пресс-форм 5 от средних и поднимают их насколько позволяет длина хода штоков. Оператором производится извлечение свулканизованных резиновых изделий и за- грузка заготовок.
Затем цилиндрами 21 опускают траверсы 18 и 19, несущие направляющие 3 и 4 со средними и верхними плитами пресс-форм 5 и происходит смыкание пресс-форм 5. За- тем цикл повторяется.
Изобретение позволяет повысить производительность устройства за счет синхронизации и одновременности перезарядки двух пресс-форм и повысить его надежность за счет использования пневмопривода и винтовой пары для перемещения пресс- форм, обеспечивающих плавность и равномерность их движения.
Формулаизобретения
1. Устройство для перезарядки пресс- форм вулканизационных прессов, содержащее раму с направляющими и смонтированное на ней средство для перезарядки, включающее механизм перемещения пресс-форм из вулканизационного пресса и обратно со средствами для взаимодействия с пресс-формой и приводом, и механизм разъема пресс-форм, отличающееся тем, что, с целью повышения производительности устройства при повышении надежности его в работе, оно снабжено дополнительным средством для перезарядки, установленным на раме параллельно с имеющимся симметрично относительно центра рамы, а привод механизма перемещения пресс-форм выполнен в виде пнев- модвигателя, соединенного с ходовым винтом, и установленной на последнем гайки с двуплечим рычагом, плечи которого соединены со средствами для взаимодействия с пресс-формами.
2.Устройство по п,1, о т л и ч а ю щ е е- с я тем, что каждое средство для взаимодействия с пресс-формой выполнено в виде ус- тановленного в направляющих рамы толкателя с зацепами.
3.Устройство по пп.1 и2,отличаю- щ е е с я тем, что привод механизма перемещения пресс-форм расположен под направляющими рамы по центральной оси устройства.
4s
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1989 |
|
SU1616829A1 |
| Устройство для перезарядки трехплитных пресс-форм к вулканизационному прессу | 1988 |
|
SU1551556A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| Устройство для перезарядки пресс-форм | 1988 |
|
SU1523367A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для перезарядки двухплитных пресс-форм | 1986 |
|
SU1353615A1 |

Г
///
/ / /
50
SS
.
Ss
Т
VJ
/ -
/
VQ
Cxj
I
