оо
CD СО N3
JJ JS
фиг. t
Изобретение относится к изготовлению резиновых технических изделий и предназначено для обслуживания многоэтажных вулканизационных прессов, в частности четырехэтажных.
: Цель изобретения - расширение экс- плуатационных возможностей устройства за счет обеспечения возможности использова- ;ния его для обслуживания вулканизацион- |ных прессов при изготовлении изделий сложной конфи гурации.
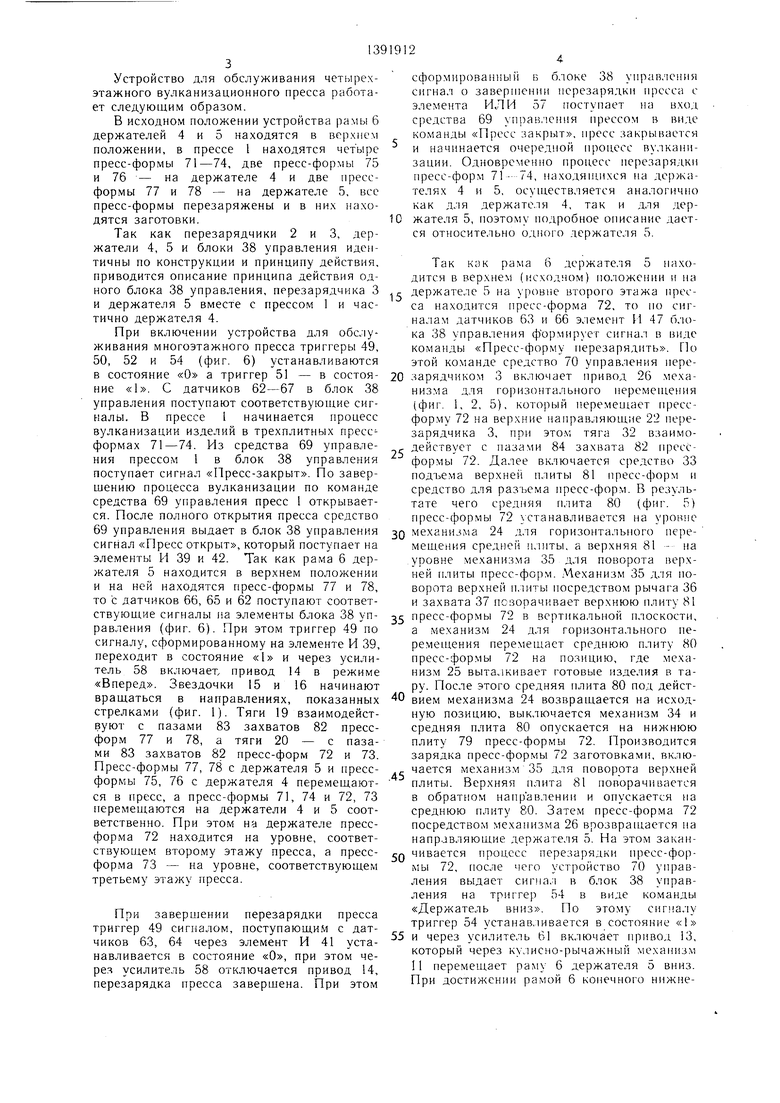
На фиг. 1 изображено предлагаемое устройство для обслуживания многоэтажного вулканизационного пресса; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - трех- плитная пресс-форма, разрез; на фиг. 6 - схема блока управления.
Устройство для обслуживания многоэтажного вулканизационного пресса содер10
тированный на механизме 33 и соосно ему, и механизм 35 для поворота верхней плиты пресс-формы, имеющий поворотный рычаг 36 с захватом 37 (фиг. 2).
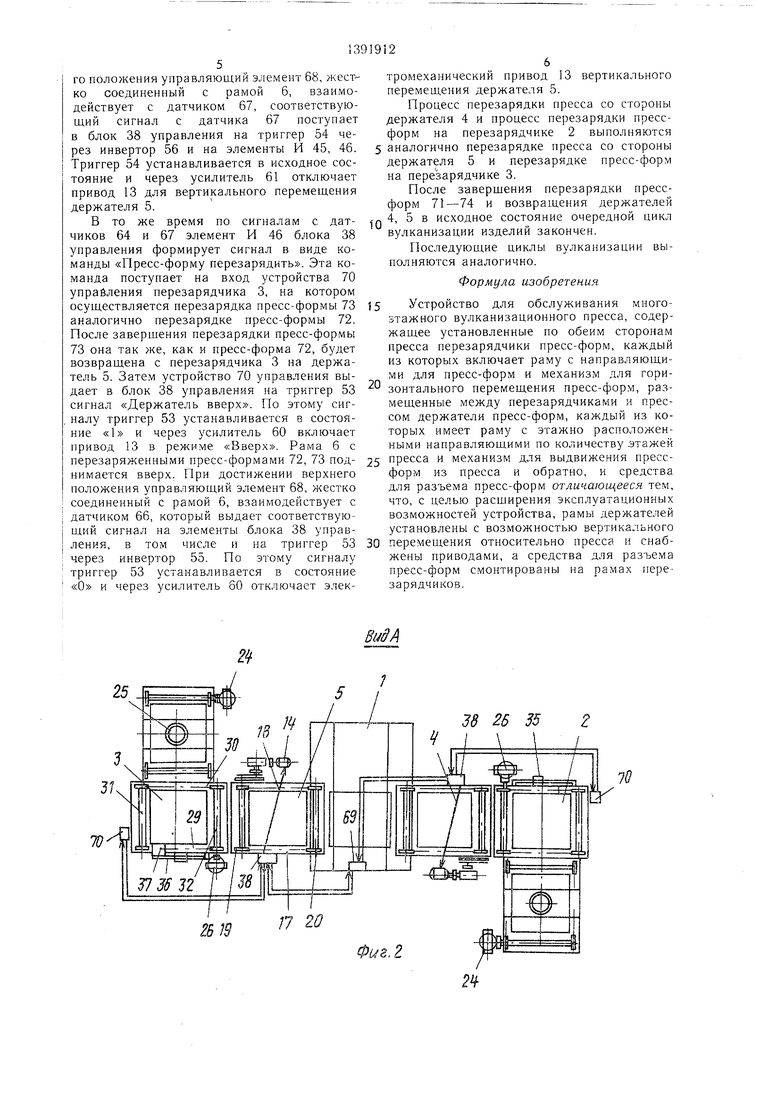
В состав устройства для обслуживания вулканизационного пресса входят также два блока 38 управления (фиг. 1, 2). Оба блока идентичны по исполнению, поэтому дается описание только одного блока.
Блок 38 управления содержит (фиг. 6) элементы И 39-48, триггеры 49-54, два инвертора 55 и 56, элемент ИЛИ 57 и усилители 58-61 мощности.
На рамах 6 держателей 4 и 5 уста- 15 новлены (фиг. 1) датчики 62, контролирующие наличие пресс-форм на направляющих 10, соответствующих первому этажу пресса 1, датчики 63, контролирующие наличие пресс-форм на направляющих 8, соответствующих второму этажу пресса 1,
жит стационарно установленные по обеим 20 датчики 64, контролирующие наличие пресс- сторонам от пресса 1 перезарядчики 2 и 3 форм на направляющих 9, соответствующих пресс-форм. Между перезарядчиками 2 и 3 и прессом 1 установлены держатели 4 и 5 пресс- форм. Перезарядчики 2 и 3 и держатели 4
I и 5 аналогичны по конструкции между со- |бой, поэтому описывается конструктивное I выполнение только одного перезарядчика 3 :и держателя 5. Держатель 5 имеет раму 6 с этажно расположенными по количеству этажей пресса верхними направляющими 7,
25
третьему этажу пресса 1, и датчики 65, контролирующие наличие пресс-форм на направляющих 7, соответствующих четвертому этажу пресса 1. На выносных кронштейнах (не аоказаны), связанных с неподвижными основаниями 12 держателей 4 и 5 установлены разнесенные по высоте датчики 66, контролирующие верхнее положение рам 6 держателей 4 и 5, и датчики 67,
8 и нижними направляющими 9, 10. Рама 6 контролирующие нижнее положение рам 6.
;установлена с возможностью вертикального
I перемещения относительно пресса посредст вом кулисно-рычажного механизма 11, связана с неподвижным основанием 12 и снабi жена приводом 13, кинематически связанДатчики 62-67 держателя 4 подключены к входам одного блока 38 управления, а датчики 62--67 держателя 5 подключены к входам второго блока 38 уп- ным с кулисно-рычажным механизмом 11. 5 равления. Все датчики работают в клю- Держатель 5 имеет также механизм для евом режиме. В качестве датчиков применены переключатели бесконтактные торцовые серии БТП, при этом управляющими элементами для датчиков 62-65 являются пресс-формы, а для датчиков 66 и 67 управвыдвижения пресс-форм из пресса и обрат: но, выполненный в виде привода 14,
укрепленного на раме 6, и установленных
на ней двух цепных контуров, каждый
из которых выполнен в виде сдвоенных40 ляю ихи элТмёнтом явля е7с я пл астин7б8 звездочек 15 и 16, связанных цепями 17,укрепленная на рамах 6 держателей 4 и 5 18 и тягами 19, 20.Кроме того, оба блока 38 управления Перезарядчик 3 имеет раму 21 с верх-связаны (фиг. 1, 2) со средством 69 ними 22 и нижними 23 направляющими,управления прессом 1 и средством 70 механизм для горизонтального перемещения45 управления перезарядчиков 2 и 3 пресс- пресс-форм, средство для разъема пресс-форм.
Описание работы устройства дается применительно к обслуживанию четырехэтажформ, механизм 24 для горизонтального перемещения средней плиты пресс-формы и механизм 25 для выталкивания изделий. Механизм для горизонтального перемещения пресс-форм состоит из привода 26 (фиг. 2), 50 укрепленного на раме 21 и установленного на последней цепного контура, выполненного в виде сдвоенных звездочек 27 и 28, связанных цепями 29, 30 и тягами 31, 32. Средство для разъема пресс- форм включает в себя установленные на раме 21 механизм 33 для подъема верхней плиты прес с-формы, механизм 34 для подъема средней плиты пресс-формы, смон55
ного вулканизационного пресса 1 с трех- плитными пресс-формами 71-78.
Каждая пресс-форма состоит (фиг. 5) из нижней 79, средней 80 и верхней 81 плит. Нижняя плита 79 каждой пресс-формы снабжена захватами 82. Последний выполнен с двумя пазами 83 и 84. Паз 83 захвата 82 используется при передаче пресс-форм с держателей 4, 5 в пресс 1 и обратно, а паз 84 - при передаче пресс-форм с держателей 4, 5 на перезарядчики 2, 3 пресс-форм и обратно.
тированный на механизме 33 и соосно ему, и механизм 35 для поворота верхней плиты пресс-формы, имеющий поворотный рычаг 36 с захватом 37 (фиг. 2).
В состав устройства для обслуживания вулканизационного пресса входят также два блока 38 управления (фиг. 1, 2). Оба блока идентичны по исполнению, поэтому дается описание только одного блока.
Блок 38 управления содержит (фиг. 6) элементы И 39-48, триггеры 49-54, два инвертора 55 и 56, элемент ИЛИ 57 и усилители 58-61 мощности.
На рамах 6 держателей 4 и 5 уста- новлены (фиг. 1) датчики 62, контролирующие наличие пресс-форм на направляющих 10, соответствующих первому этажу пресса 1, датчики 63, контролирующие наличие пресс-форм на направляющих 8, соответствующих второму этажу пресса 1,
датчики 64, контролирующие наличие пресс- форм на направляющих 9, соответствующих
датчики 64, контролирующие наличие пресс- форм на направляющих 9, соответствующих
третьему этажу пресса 1, и датчики 65, контролирующие наличие пресс-форм на направляющих 7, соответствующих четвертому этажу пресса 1. На выносных кронштейнах (не аоказаны), связанных с неподвижными основаниями 12 держателей 4 и 5 установлены разнесенные по высоте датчики 66, контролирующие верхнее положение рам 6 держателей 4 и 5, и датчики 67,
контролирующие нижнее положение рам 6.
ментами для датчиков 62-65 являются пресс-формы, а для датчиков 66 и 67 управляю ихи элТмёнтом явля е7с я пл астин7б8 укрепленная на рамах 6 держателей 4 и 5 Кроме того, оба блока 38 управления связаны (фиг. 1, 2) со средством 69 управления прессом 1 и средством 70 управления перезарядчиков 2 и 3 пресс- форм.
ного вулканизационного пресса 1 с трех- плитными пресс-формами 71-78.
Каждая пресс-форма состоит (фиг. 5) из нижней 79, средней 80 и верхней 81 плит. Нижняя плита 79 каждой пресс-формы снабжена захватами 82. Последний выполнен с двумя пазами 83 и 84. Паз 83 захвата 82 используется при передаче пресс-форм с держателей 4, 5 в пресс 1 и обратно, а паз 84 - при передаче пресс-форм с держателей 4, 5 на перезарядчики 2, 3 пресс-форм и обратно.
Устройство для обслуживания четырехэтажного вулканизационного пресса работает следующим образом.
В исходном положении устройства рамы 6 держателей 4 и 5 находятся в верхнем положении, в прессе 1 находятся четыре пресс-формы 71-74, две пресс-формы 75 и 76 - на держателе 4 и две пресс- формы 77 и 78 - на держателе 5, все пресс-формы перезаряжены и в них находятся заготовки.
Так как перезарядчики 2 и 3, держатели 4, 5 и блоки 38 управления идентичны по конструкции и принципу действия, приводится описание принципа действия одного блока 38 управления, перезарядчика 3 и держателя 5 вместе с прессом 1 и частично держателя 4.
При включении устройства для обслуживания многоэтажного пресса триггеры 49, 50, 52 и 54 (фиг. 6) устанавливаются в состояние «О а триггер 51 - в состоя- ние «1. С датчиков 62-67 в блок 38 управления поступают соответствующие сигналы. В прессе 1 начинается процесс вулканизации изделий в трехплитных пресс- формах 71-74. Из средства 69 управления прессом 1 в блок 38 управления поступает сигнал «Пресс-закрыт. По завершению процесса вулканизации по команде средства 69 управления пресс 1 открывается. После полного открытия пресса средство 69 управления выдает в блок 38 управления сигнал «Пресс открыт, который поступает на элементы И 39 и 42. Так как рама 6 держателя 5 находится в верхнем положении и на ней находятся пресс-формы 77 и 78, то с датчиков 66, 65 и 62 поступают соответствующие сигналы па элементы блока 38 уп- равления (фиг. 6). При этом триггер 49 по сигналу, сформированному на элементе И 39, переходит в состояние «1 и через усилитель 58 включает, привод 14 в режиме «Вперед. Звездочки 15 и 16 начинают вращаться в направлениях, показанных стрелками (фиг. 1). Тяги 19 взаимодействуют с пазами 83 захватов 82 пресс- форм 77 и 78, а тяги 20 - с пазами 83 захватов 82 пресс-форм 72 и 73. Пресс-формы 77, 78 с держателя 5 и пресс- формы 75, 76 с держателя 4 перемещают- ся в пресс, а пресс-формы 71, 74 и 72, 73 перемещаются на держатели 4 и 5 соответственно. При этом на держателе пресс- форма 72 находится на уровне, соответствующем второму этажу пресса, а пресс- форма 73 - на уровне, соответствующем третьему этажу пресса.
При завершении перезарядки пресса триггер 49 сигналом, поступающим с датчиков 63, 64 через элемент И 41 устанавливается в состояние «О, при этом через усилитель 58 отключается привод 14, перезарядка пресса завершена. При этом
сформированный Б блоке 38 управления сигнал о заверн1ении перезарядки пресса с элемента ИЛИ 57 поступает на вход средства 69 управления прессом в виде команды «Пресс закрыт, пресс закрывается и начинается очередной процесс вулканизации. Одновременно процесс перезарядки пресс-форм 71-74, находяп1ихся на держателях 4 и 5, осупхествляется аналогично как для держателя 4, так и для держателя 5, поэтому подробное описание дается относительно одного держателя 5.
Так как рама 6 держателя 5 находится в верхнем (исходном) положении и на держателе 5 на уровне второго этажа пресса находится пресс-форма 72, то по сигналам датчиков 63 и 66 элемент И 47 блока 38 управления формирует сигнал в виде команды «Пресс-форму перезарядить. По этой команде средство 70 управления иере- зарядчиком 3 включает привод 26 механизма для горизонтального перемеп1ения (фиг. 1, 2, 5), который перемещает пресс- форму 72 на верхние направляюц 1ие 22 перезарядчика 3, при этом тяга 32 взаимодействует с пазами 84 захвата 82 пресс- формы 72. Далее включается средство 33 подъема верхней плиты 81 пресс-форм и средство лТ,ля разъема пресс-форм. В результате чего средняя плита 80 (фиг. 5) пресс-формы 72 устанавливается на уровне механизма 24 д.чя горизонтального перемещения средней плиты, а верхняя 81 - на уровне механизма 35 для поворота верхней плиты пресс-форм. Механизм 35 для поворота верхней плиты посредством рычага 36 и захвата 37 поворачивает верхнюю плиту 81 пресс-формы 72 в вертикальной плоскости, а механизм 24 для горизонтального перемещения перемещает среднюю плиту 80 пресс-формы 72 на позицию, где механизм 25 выта кивает готовые изделия в тару. После этого средняя плита 80 под действием механизма 24 возвращается на исходную позицию, выключается механизм 34 и средняя плита 80 опускается на нижнюю плиту 79 пресс-формы 72. Производится зарядка пресс-формы 72 заготовками, включается механизм 35 для поворота верхней плиты. Верхняя плита 81 поворачивается в обратном направлении и опускается на среднюю плиту 80. Затем пресс-форма 72 посредством механизма 26 врозвращается па напр.лвляющие держателя 5. На этом заканчивается процесс перезарядки пресс-формы 72, после чего устройство 70 управления выдает сигпа.1 в блок 38 управления на триггер 54 в виде команды «Держатель вниз. По этому сигналу триггер 54 уетанавливается в состояние «Ь и через усилитель 61 включает привод 13, который через кулисно-рычажный механизм 11 перемещает раму 6 держателя 5 вниз. При достижении рамой 6 конечного нижне
го положения управляющий элемент 68, жестко соединенный с рамой 6, взаимодействует с датчиком 67, соответствующий сигнал с датчика 67 поступает в блок 38 управления на триггер 54 через инвертор 56 и на элементы И 45, 46. Триггер 54 устанавливается в исходное состояние и через усилитель 61 отключает привод 13 для вертикального перемещения держателя 5.
В то же время по сигналам с датчиков 64 и 67 элемент И 46 блока 38 управления формирует сигнал в виде команды «Пресс-форму перезарядить. Эта команда поступает на вход устройства 70 упрабления перезарядчика 3, на котором осуществляется перезарядка пресс-формы 73 аналогично перезарядке пресс-формы 72. После завершения перезарядки пресс-формы 73 она так же, как и пресс-форма 72, будет возвращена с перезарядчика 3 на держатель 5. Затем устройство 70 управления выдает в блок 38 управления на триггер 53 сигнал «Держатель вверх. По этому сигналу триггер 53 устанавливается в состояние «1 и через усилитель 60 включает j привод 13 в режиме «Вверх. Рама 6 с I перезаряженными пресс-формами 72, 73 под- нимается вверх. При достижении верхнего положения управляющий элемент 68, жестко ; соединенный с рамой 6, взаимодействует с I датчиком 66, который выдает соответствую- i щий сигнал на элементы блока 38 управ- ления, в том числе и на триггер 53 : через инвертор 55. По этому сигналу : триггер 53 устанавливается в состояние «О и через усилитель 60 отключает элек
0
5 5
0
тромеханический привод 13 вертикального перемещения держателя 5.
Процесс перезарядки пресса со стороны держателя 4 и процесс перезарядки пресс- форм на перезарядчике 2 выполняются аналогично перезарядке пресса со стороны держателя 5 и перезарядке пресс-форм на перезарядчике 3.
После завершения перезарядки пресс- форм 71-74 и возвращения держателей 4, 5 в исходное состояние очередной цикл вулканизации изделий закончен.
Последующие циклы вулканизации выполняются аналогично.
Формула изобретения
Устройство для обслуживания многоэтажного вулканизационного пресса, содержащее установленные по обеим сторонам пресса перезарядчики пресс-форм, каждый из которых включает раму с направляющими для пресс-форм и механизм для горизонтального перемещения пресс-форм, размещенные между перезарядчиками и прессом держатели пресс-форм, каждый из которых имеет раму с этажно расположенными направляющими по количеству этажей пресса и механизм для выдвижения пресс- форм из пресса и обратно, и средства для разъема пресс-форм отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, рамы держателей установлены с возможностью вертикального перемещения относительно пресса и снабжены приводами, а средства для разъема пресс-форм смонтированы на рамах перезарядчиков.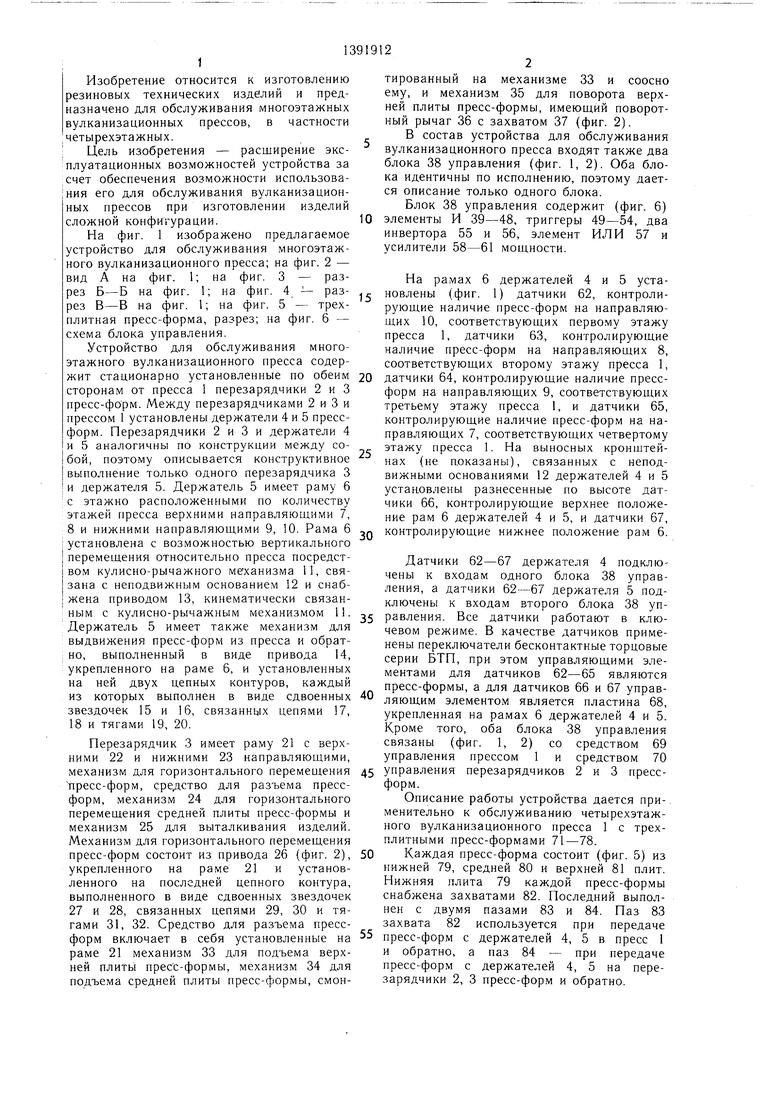
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1983 |
|
SU1136946A1 |
| Многоэтажный вулканизационный пресс для изготовления изделий в многоплитных прессформах | 1975 |
|
SU612612A3 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1970 |
|
SU422206A1 |
| Устройство для перезарядки пресс-форм к прессу | 1989 |
|
SU1698079A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Манипулятор к прессу | 1986 |
|
SU1339011A1 |
| Устройство для перезарядки пресс-форм вулканизационных прессов | 1987 |
|
SU1717382A1 |
Изобретение относится к изготовлению резиновых технических изделий и предназначено для обслуживания многоэтажных вулканизационных прессов, в частности четырехэтажных. Цель изобретения - расширение эксплуатационных возможностей устройства. Для этого рамы держателей установлены с возможностью вертикального перемеи 1.ения относительно пресса и снабжены приводами. Средства для разъема пресс-форм смонтированы на рамах перезарядчиков. При работе пресса пресс- формы из пресса извлекаются на один из держателей и далее перегружаются на перезарядчики, где происходит разъем пресс- форм, извлечение из них готовых изделий и загрузка заготовок. 6 ил. S Iw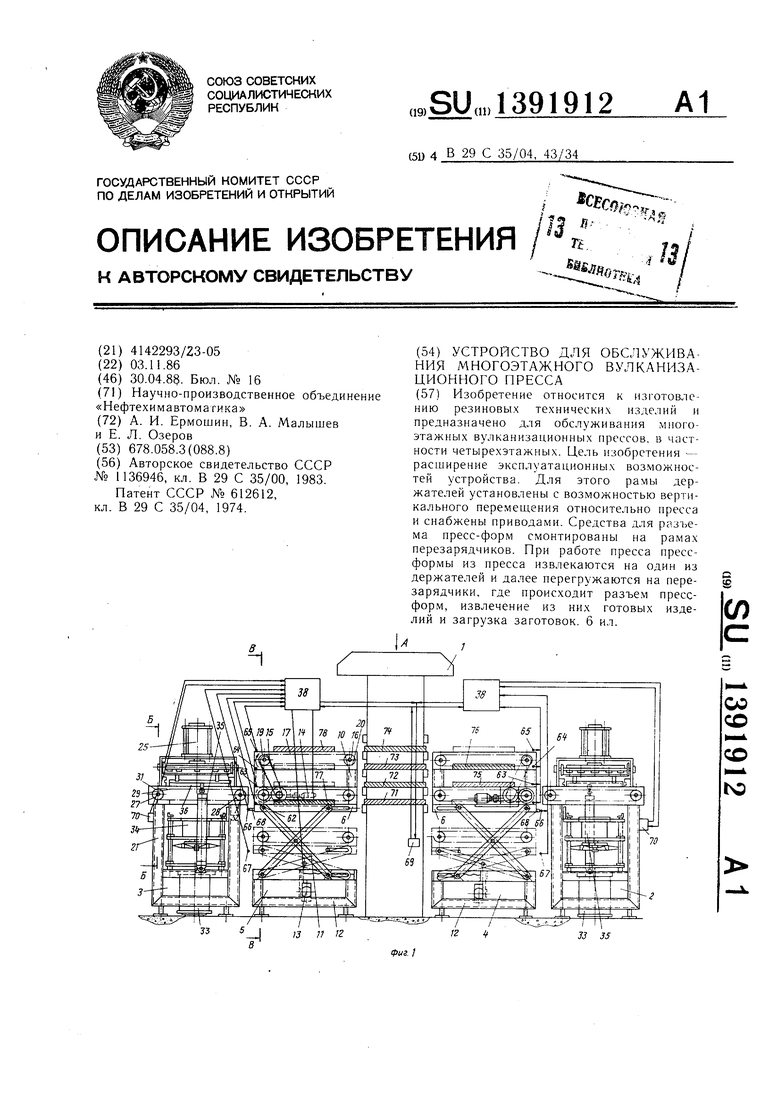
2
25
J/
2619
38 26 55 г
I
-у ;-„;-:/,-:
5-5
51
во
. XX X / v v /
1 г 9 i SKi j кнч /
/
7 Фиг. 5
aSd
J 4
-J /
Фиг.
82
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1983 |
|
SU1136946A1 |
| Солесос | 1922 |
|
SU29A1 |
| Многоэтажный вулканизационный пресс для изготовления изделий в многоплитных прессформах | 1975 |
|
SU612612A3 |
| Солесос | 1922 |
|
SU29A1 |
