Изобретение относится к получению жаростойких алюминиевых покрытий газотермическим напылением и может быть использовано в литейном доменном производстве и др., в частности касается защитньгх обмазок, используемох при высокотемпературной обработке напыленных алюминиевых покрытий.
Цель изобретения - повьшение степени защиты и уменьшение трудоемкости процесса.
Согласно изобретению на напыленное алюминиевое покрытие перед его термообработкой напыляют защитную обмазку состава, мае.7,:
Кристаллический графит 34 - 36 Огнеупорная глина15-18
Кварцевый песок19-21
ЖелезоОстальное
Толщина напыленного слоя 0,4 - 0,7 ми.
После напыления слоя защитной обмотки деталь загружают в печь, нагретую до 400-450 С, осуществляют, термодиффузионный нагрев по принятому режиму, а затем охлаждают с печью до 400- и далее на воздухе.
Пример. Из меди марки Ml готовят цилиндрические образцы диаметром 50 мм и длиной 150 мм. Поверхность образцов обезжиривают ацетоном и обдувают корувдовой крошкой при давле-- ши сжатого воздуха 0,5 МПа.
Затем газоплазменным напылением наносят алюминий марки АП (фракция порошка 110 - 150 мкм) толпщной 1,4 - 1,5 мм на режимах:
О 4
0,07
0,4
10
Дистанция напыления, мм
Давление природного газа,
МПа
Давление кислорода, МПа
Угловая скорость, мин
Готовят пять составов смесей жаростойкой обмазки, по изобретению, а также известный состав,
В табл. 1 приведены составы при- готовленных смесей
Затем тем же способом напыляют составы обмазки с определенной толщиной слоя. В качестве горючего газа, используют ацетилен. Фракция порошков ; всех компонентов смеси 50 - 60 мкм.
Режим.напыпения
Дистанция напыпения, мм 170
Давле1ше ацетилена, МПа . 0,1
Давление кислорода, Жа 0,5
Угловая скорость, 10
Термодиффузионный нагрев образцов проводят в муфельной печи при следующем режиме:
загрузка образцов в печь, HarpeTysa до 450°С, выдержка при этой температуре в течение 0,5 ч;
подъем температуры до со скоростью 50°/Ч5 вьщержка 0,5 ч;
подъем температуры до 350 С со ско ростью
охлаждение с печью до , далее на воздухе.
Образизы разрезают на поперечные темплеты и прошлифовывают для оценки качества диффузионного слоя
Как показали исследования, при использовании обмазки состава 1 наблюдается выраженная неравномерность толщины диффузионного слоя, а талсже от- дельные участки с его полным отсутствием. Это связано с недостаточным содержанием в составе обмазки раскислт№ щих и шпакообразующих добавок. .
Толщина дифсЪузионного слоя при ис пользовании обмазки состава 5 также неравномерна. Пористость обмазки в
0
5
о
Q
g
5
этом случае выше, чем при применении состава 1. Это способствует проникновению кислорода сквозь обмазку и изменению хода металлургических реакций, р частности дополнительному окислению меди -и алюминия, что приводит к избирательной диффузии и общему уменьшению толщины диффузионного слоя.
При использовании обмазок 2-4 толщина диффузионного слоя равномерна по всему периметру образцов и составляет 1,2 - 1,3 мм.
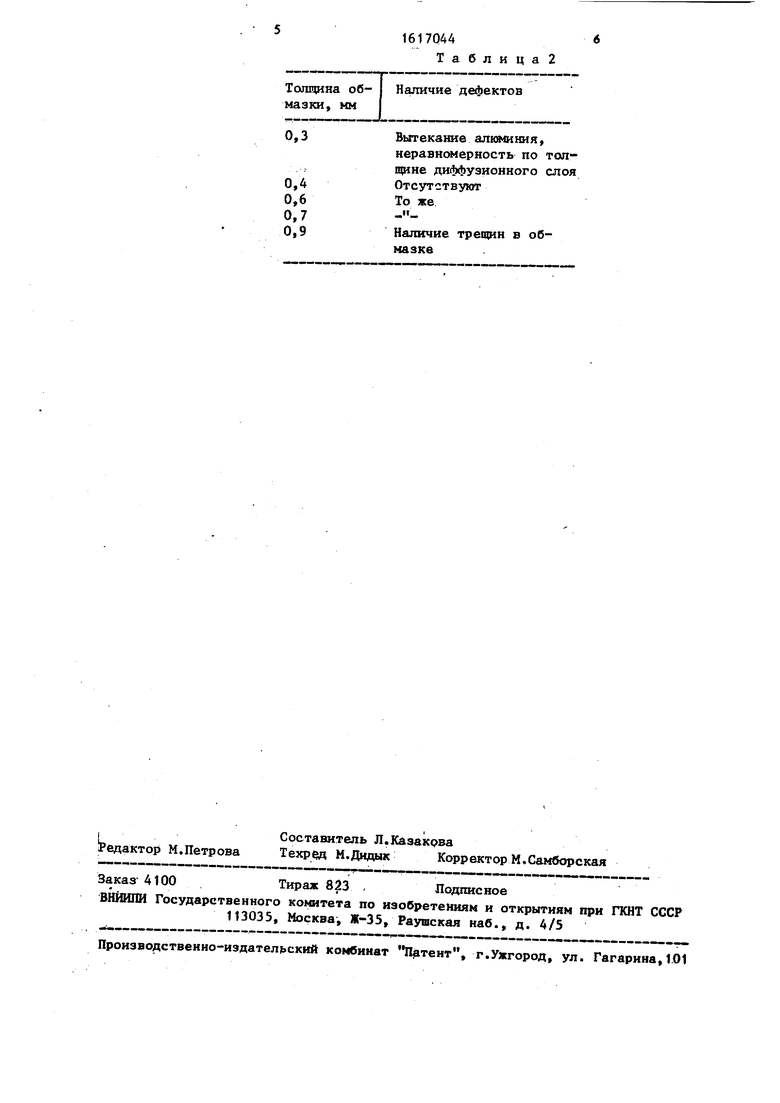
В табл. 2 приведены результаты испыта1шй на наличие дефектов в зависимости от толщины слоя жаростойкой обмазки.
Как видно из табл. 2, оптимальная толщина слоя обмотки 0,4 - 0,7 sм, при этом в связи с тем, что в ело© обмаз1Ш отсутствуют дефекты повышаются ее защитные свойства, а отсутстг вне необходимости в сушке нанесенного слоя обмазки значительно упрощает процесс и сокраща ет трудозатраты в 20 - 30% случаев. При использовании известного способа а 30 - 35% случаев наблюдаются лркальное вспучивание обмазки и стеканае алюминия.
Формула изобретения
Состав для напыления запщтной обмазки при высокотемпературной обработке напыленных алюминиевых покрытий, включающий кристаллический графит j огнеупорн глину, кварцевый песок, отличающийся тем, что, с целью повышеюш степени защиты и уменыаения трудоемкости процесса, он дополнительно содерямт железо при следующем соотношении компонентов, мас.%:
Кристаллический графит 34 - 36 Огнеупорная глина15-18
Кварцевый песок19-21
ЖелезоОстальное
Т а б л и ц а 1

| название | год | авторы | номер документа |
|---|---|---|---|
| ОБМАЗКА ДЛЯ МЕСТНОЙ ЗАЩИТЫ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 1996 |
|
RU2116376C1 |
| Состав для борирования стальных деталей | 1983 |
|
SU1171562A1 |
| Состав порошковой смеси для термодиффузионной обработки стальных изделий, способ термодиффузионной обработки стальных изделий | 2018 |
|
RU2685841C1 |
| Состав для борирования стальных деталей | 1981 |
|
SU1035091A1 |
| Состав для бороцирконирования стальных деталей | 1984 |
|
SU1161589A1 |
| Состав для бороалитирования стальных изделий | 1983 |
|
SU1073333A1 |
| Состав для вольфрамосилицирования стальных изделий | 1982 |
|
SU1076493A1 |
| Защитное покрытие для чугунных тиглей | 1989 |
|
SU1678499A1 |
| Состав для хромотитанирования стальных изделий | 1982 |
|
SU1073330A1 |
| Связующее обмазки для химико-термической обработки изделий | 1981 |
|
SU952999A1 |
Изобретение относится к получению жаростойких алюминиевых покрытий газотермическим напылением и может быть использовано в литейном, доменном производстве и др. Целью изобретения является повышение степени защиты и уменьшение трудоемкости процесса. По изобретению способ получения жаростойких покрытий включает газотермическое напыление алюминиевого покрытия, слоя защитной обмазки и термодиффузионный отжиг. В качестве защитной обмазки, предотвращающей окисление и стекание алюминиевого покрытия, предложен например, состав, включающий железо с добавкой 34-36 мас.% кристаллического графита, 15-18 мас.% огнеупорной глины, 19-21 мас.% кварцевого песка. 2 табл.
Кристаллический графит3034353640Огнеупорная глина 12 15 17 1820 Кварцевьй песок 15 . 19 20 2124 , Металлическая связка (порошок железный марки П)КОМ1) Ост. Ост. бет. Ост. Ост.
48-50 18-20 20-30
Толщина обмазки, мм
0.3
0,4 0,6 0,7 0.9
1617044
Таблица2
Наличие дефектов
Вытекание алюминия, неравнсмерность по тол- щне диффузионного слоя Отсутствуют
То же «
Наличие трещин в обмазке
