Область техники
Изобретение относится к химико-термической обработке, а именно к процессу термодиффузионной обработки стальных изделий в порошковых смесях, и может быть использовано для повышения коррозионной стойкости деталей и узлов механизмов, работающих в различных агрессивных средах, в частности, оборудования нефтяной и газовой промышленности, эксплуатируемого в среде сероводорода.
Предшествующий уровень техники
Повышение надежности и долговечности стальных изделий, работающих в различных средах, является актуальной задачей современного машиностроения. Наиболее остро данная проблема стоит перед нефтяной и газовой промышленностью, где оборудование для добычи нефти и газа, а также конструктивные элементы нефте- и газоперерабатывающих установок, традиционно изготовляемые из углеродистых и низколегированных сталей, эксплуатируются в средах, содержащих сероводород, присутствие которого сильно активизирует коррозионные процессы. Следует отметить, что пристальное внимание широкого круга специалистов к этой проблеме связано с выходом из строя нефтегазового оборудования вследствие интенсивной коррозии металла, при воздействии на него сероводородсодержащей среды, что может приводить к взрывам, возгоранию и выбросу углеводородсодержащего сырья в атмосферу, а значит, нанесению значительного экономического и экологического ущерба.
Основными направлениями в повышении коррозионной стойкости деталей и узлов механизмов, работающих в сероводородсодержащей среде, являются следующие:
- использование коррозионно-стойких сталей и сплавов;
- защита от коррозии с помощью ингибиторов;
- протекторная защита;
- нанесение защитных покрытий (газотермическое напыление, гальваническое и химическое осаждение различных металлов, нанесение полимерных материалов);
- плакирование.
Следует отметить, что каждый из перечисленных методов повышения коррозионной стойкости с защитной, технологической, экономической и экологической точки зрения характеризуется рядом преимуществ и недостатков, и выбирается с учетом конкретных условий эксплуатации оборудования, а именно, вида, концентрации и давления коррозионной среды, воздействия механических нагрузок, температуры, наличия абразивных частиц и т.д.
Очевидно, что термодиффузионные покрытия, сформированные на стальных изделиях, по ряду критериев, таких, как защитные свойства, технологичность нанесения, экономичность и экологичность, будут иметь определенные преимущества по сравнению с покрытиями, полученными по перечисленным выше технологиям.
Одним из эффективных способов повышения коррозионной стойкости стальных изделий при воздействии на них различных агрессивных сред является нанесение защитного покрытия методом термодиффузионного цинкования в насыщающих порошковых смесях. Однако цинковые покрытия не могут надежно защитить изделия от коррозии при их эксплуатации в средах, содержащих сероводород.
Известно, что одним из элементов хорошо препятствующим протеканию сероводородной коррозии, является алюминий. Поэтому в состав порошковой смеси для термодиффузионной обработки стальных изделий, помимо цинка, активатора и инертного наполнителя, необходимо вводить фиксированное количество алюминия, а сформированные защитные покрытия должны содержать две основные фазы, а именно, цинк и алюминий, а также незначительное количество железа. При этом высокие коррозионные свойства формируемого покрытия системы Zn-Al, будут обеспечиваться при строго определенном процентном соотношении указанных элементов.
Известен состав для диффузионного цинкования стальных изделий (SU 1138430, опубл. 07.02.85), включающий окись алюминия, цинк, хлористый аммоний, алюминий и сульфосалициловую кислоту при следующем соотношении компонентов, мас. %: цинк 30-40; хлористый аммоний 1-3; алюминий 10-12; сульфосалициловая кислота 2-3; окись алюминия - остальное. Способ диффузионного насыщения включает предварительное просушивание порошкообразных компонентов смеси при температуре 150-200°С в течение 1,5-2 часов, а затем выдержку в печи загруженных в металлический контейнер стальных изделий при температуре 350-700°С в течение 2 часов.
Известен состав для диффузионного цинкования стальных изделий (SU 1571103, опубл. 15.06.90), содержащий цинк, алюминий, окись алюминия и нитрилотриметилфосфоновую кислоту при следующем соотношении компонентов, мас. %: цинк 25-40; алюминий 5-15; нитрилотриметилфосфоновая кислота 1,5-3,5; окись алюминия 41,5-68,5. Способ диффузионного насыщения включает предварительное просушивание порошкообразных компонентов смеси при температуре 150-200°С в течение 2-3 часов, а затем выдержку в печи загруженных в металлический контейнер стальных изделий при температуре 400-700°С в течение 3 часов.
Недостатком указанных составов является относительно низкое содержание в них алюминия, а также отсутствие в используемых активаторах компонентов, интенсифицирующих процесс насыщения алюминием поверхностного слоя обрабатываемых изделий. Данный факт и определяет насыщение поверхностного слоя изделий исключительно цинком, а наличие алюминия в составе порошковой смеси только несколько ускоряет данный процесс. Поэтому формируемые покрытия при использовании указанных смесей характеризуются удовлетворительной коррозионной стойкостью в атмосферных условиях, пресной и морской воде, однако имеют низкую стойкость при воздействии на них сероводородсодержащей среды.
Наиболее близким к заявленному составу является состав для диффузионного цинкования изделий из алюминия, его сплавов и углеродистой стали. (SU 855067, 15.08.1981), содержащий компоненты в следующем соотношении, мас. %: цинк 20-30; алюминий 20-30; окись алюминия 45-48; хлористый аммоний 1-3; сера 1-2. Цинкование алюминиевых изделий осуществляют в печи при температуре 550°С в течение 4 часов.
Несмотря на достаточно высокое содержание в порошковой смеси алюминия не удается обеспечить требуемое им насыщение поверхностного слоя изделий даже при высокой температуре обработки, что можно объяснить отсутствием в активаторе химически активных компонентов, способствующих протеканию данного процесса. Использование в составе активатора только хлористого аммония и серы, не обеспечивает необходимой активности порошковой смеси для осуществления процесса насыщения алюминием поверхности стальных изделий при термодиффузионной обработке. А наличие алюминия обусловлено только интенсификацией процесса насыщения поверхности цинком. Поэтому, указанные изделия, в связи с достаточно низкой коррозионной стойкостью в сероводородсодержащих средах, не рекомендуется использовать в нефтяной и газовой добывающей и перерабатывающей промышленностях.
Задачей предлагаемого изобретения является разработка состава порошковой смеси для термодиффузионной обработки стальных изделий и способа термодиффузионной обработки стальных изделий с целью интенсификации процесса насыщения поверхности цинком и алюминием, оптимизации содержания цинка и алюминия в покрытии, формирования бездефектных защитных покрытий, увеличения толщины диффузионного слоя и повышения коррозионной стойкости стальных изделий, работающих в средах, содержащих сероводород, за счет высокой химической активности летучих элементов, образующихся в процессе обработки при разложении компонентов, входящих в активатор и препятствующих образованию окисной пленки на порошке цинка и алюминия, а также формируемом покрытии и ускоряющих процессы переноса атомов цинка и алюминия на обрабатываемую поверхность изделий, диффузии цинка и алюминия в железную матрицу и диффузии железа в цинк и алюминий.
Учитывая актуальность проблемы, в области повышения коррозионной стойкости стальных изделий, работающих в агрессивных средах (например, в сероводородсодержащей среде при добыче и переработке нефти и газа), разработан состав порошковой смеси для термодиффузионной обработки стальных изделий и способ термодиффузионной обработки стальных изделий.
Следует отметить, что предлагаемый состав порошковой смеси и способ термодиффузионной обработки может быть использован для стальных изделий, работающих в различных агрессивных средах, например, в морской воде.
Раскрытие изобретения
Технический результат, достигаемый изобретением, заключается в том, что применение предложенного состава порошковой смеси для термодиффузионной обработки стальных изделий и способа термодиффузионной обработки стальных изделий позволяет интенсифицировать процесс формирования двухфазных защитных покрытий системы Zn-Al, оптимизировать содержание цинка и алюминия в покрытии, состоящем из 55-65 мас. % цинка и 20-25 мас. % алюминия с содержанием железа не более 8 мас. %, получать равномерные по толщине (83-87 мкм), бездефектные (без трещин, отслоений и пор), коррозионно-стойкие покрытия (коррозионная стойкость на базе 30 суток испытания в среде сероводорода - коррозионные повреждения отсутствуют).
Указанный технический результат достигается применением состава порошковой смеси для термодиффузионной обработки стальных изделий, включающим цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель, при следующем соотношении компонентов, в мас. %:
при этом в качестве активатора используют смесь следующих компонентов в мас. %:
а в качестве инертного наполнителя используют оксид кремния или кварцевый песок или их смесь в любом соотношении.
В качестве порошка цинка используют порошок марки ПЦР-1, выпускаемый в промышленном масштабе. Содержание металлического цинка составляет не менее 98 мас. % по ГОСТ 12601-76. Цинковый порошок марки ПЦР-1 широко применяется для термодиффузионного цинкования железоуглеродистых сталей и сплавов, чугуна и меди в составе порошковых смесей, включающих при необходимости различные активаторы и инертные наполнители.
В качестве порошка алюминия применяют порошок марки ПА-1 с содержанием активного алюминия не менее 99 мас. % по ГОСТ 6058-73. Алюминиевый порошок марки ПА-1, как и цинковый порошок марки ПЦР-1, но в значительно меньшей мере, применяется для термодиффузионного цинкования низкоуглеродистых сталей и сплавов. Это обусловлено наличием на его поверхности прочной окисной пленки, которая при традиционно применяемых компонентах активатора в порошковых смесях препятствует диффузии алюминия в железную матрицу и диффузии железа в алюминий. При этом алюминиевый порошок при термодиффузионном цинковании используется только как компонент, несколько ускоряющий процесс насыщения поверхности изделия цинком.
Необходимость содержания в смеси 35-37 мас. % порошка цинка и 35-37 мас. % порошка алюминия можно объяснить следующим. Исследования показали, что именно при указанном соотношении в смеси порошков цинка и алюминия, а также использование предложенного активатора и режима термодиффузионной обработки, в поверхностном слое изделий формируются покрытия с двухфазной структурой системы Zn-Al с незначительным содержанием железа, что необходимо для повышения коррозионной стойкости изделий при их эксплуатации в агрессивной среде, содержащей сероводород. При содержании в покрытии железа более 8 мас. %, коррозионные процессы активизируются.
Также установлено, что при большем содержании порошка цинка и алюминия, а также активатора и инертного наполнителя в составе смеси в формируемом покрытии наблюдается увеличение содержания цинка и алюминия, а также толщины диффузионного слоя. Однако, при этом увеличивается и шероховатость поверхности, что сопровождается снижением коррозионной стойкости. Меньшее содержание активатора и инертного наполнителя не обеспечивает высокую активность летучих элементов, образующихся при термодиффузионной обработке в процессе разложения компонентов, входящих в активатор. При этом недостаточное количество инертного наполнителя не обеспечивает хорошее перемешивание порошковой смеси и высокую ее кроющую способность при термодиффузионной обработке, что также отрицательно влияет на конечный результат формирования покрытия.
В качестве инертного наполнителя используют огнеупорный прочный и сыпучий материал, например, оксид кремния или кварцевый песок в виде отдельных компонентов или в любом их процентном соотношении. Использование данных материалов позволяет повысить температуру плавления порошковой смеси, увеличить кроющую способность и обеспечить очистку поверхности изделия от налипшей порошковой смеси в процессе термодиффузионной обработки. Указанные факторы, положительно влияют на качество покрытия.
Выбор компонентов активатора и их процентное содержание обусловлено высокой химической активностью летучих компонентов, образующихся при термодиффузионной обработке в процессе разложения компонентов, входящих в активатор. Именно летучие элементы оказывают решающее положительное влияние на интенсификацию процесса формирования в поверхностном слое изделий двухфазной структуры системы Zn-Al (перенос атомов цинка и алюминия на обрабатываемую поверхность изделия, диффузию цинка и алюминия в железную матрицу и диффузию железа в цинк и алюминий), что сопровождается повышением содержания цинка и алюминия в покрытии, увеличением его толщины, а значит, и повышением его коррозионной стойкости.
Компоненты активатора для интенсификации процесса насыщения поверхности стальных изделий цинком:
Силикокальций является активным дегазатором и десульфуризатором, тем самым препятствует насыщению металла водородом, исключая возникновение водородной хрупкости материала при термодиффузионной обработке, а также нейтрализует отрицательное влияние серы, входящей в марочный состав сталей.
Фторид натрия, повышая термодиффузионную активность процесса, ускоряет перенос атомов цинка на обрабатываемую поверхность изделия, диффузию цинка в железную матрицу и диффузию железа в цинк, тем самым увеличивая толщину покрытия.
Оксид железа, являясь катализатором, при взаимодействии с металлическим кремнием резко активизирует процесс протекания экзотермической реакции, тем самым повышая эффективность насыщения поверхности изделия цинком.
Хлорид аммония способствует созданию защитной атмосферы в печи, ускорению реакции цинкования за счет активного перемешивания реагирующих материалов, повышению плотности цинкового покрытия.
Компоненты активатора для интенсификации процесса насыщения поверхности стальных изделий алюминием обусловлены применением в составе активатора хлорида лития, хлорида калия и хлорида цинка, что повышает термодиффузионную активность алюминиевого порошка, способствует растворению на его поверхности окислов, а также препятствует их образованию при высоких температурах обработки, что и определяет ускорение процесса диффузии алюминия в поверхностные слои изделия, а также повышает плотность и коррозионную стойкость сформированных покрытий.
Заявленный технический результат достигается так же способом термодиффузионной обработки стальных изделий, включающим ступенчатый нагрев изделий с порошковой смесью вышеуказанного состава: сначала при температуре 400-450°С в течение 25-30 мин, а затем при температуре 500-550°С в течение 30-35 мин.
При этом происходит формирование в поверхностном слое изделий двухфазной структуры системы Zn-Al, состоящей из 55-65 мас. % цинка и 20-25 мас. % алюминия, при содержании в ней железа не более 8 мас. %.
Необходимость проведения при термодиффузионной обработке ступенчатого нагрева с целью насыщения поверхности стальных изделий цинком и алюминием обусловлено рядом факторов и подтверждено многочисленными исследованиями.
При температуре 400-450°С в течение 25-30 мин происходит насыщение поверхности стальных изделий цинком в пределах 25-30%. Насыщение поверхности изделий алюминием при этом незначительное и составляет 5-7%. При температуре 500-550°С в течение 30-35 мин насыщение поверхности стальных изделий цинком достигает 55-65%, а алюминием 20-25%. Следует отметить, что именно указанные режимы ступенчатого нагрева при термодиффузионной обработке в совокупности с заявленным составом порошковой смеси, позволяет формировать в поверхностном слое стальных изделий двухфазные структуры системы Zn-Al, состоящие из 55-65% цинка и 20-25% алюминия с содержанием железа не более 8%, что и обеспечивает высокую их коррозионную стойкость в агрессивной среде, включающей сероводород.
Использование оптимально сбалансированного состава порошковой смеси и способа термодиффузионной обработки стальных изделий позволяет интенсифицировать процесс формирования двухфазных защитных покрытий системы Zn-Al и получать равномерные по толщине (83-87 мкм), бездефектные (без трещин, отслоений и пор) и коррозионно-стойкие покрытия (коррозионная стойкость на базе 30 суток испытания в среде сероводорода - коррозионные повреждения отсутствуют).
Все вышеуказанное позволяет утверждать, что заявленный состав порошковой смеси для термодиффузионной обработки стальных изделий и способ термодиффузионной обработки стальных изделий характеризуются не только новыми существенными признаками, а именно, оптимально сбалансированным составом порошковой смеси и способом термодиффузионной обработки, но и обеспечивает достижение требуемого технического результата - интенсификации процесса формирования защитных покрытий, увеличение толщины диффузионного слоя, оптимизации содержания цинка и алюминия в покрытии, повышения коррозионной стойкости стальных изделий, работающих в средах, содержащих сероводород.
Исследования по оценке качества диффузионных покрытий проводились на кольцевых образцах, вырезанных из трубы, изготовленной из широко применяемой в нефтяной и газовой промышленности стали 09Г2С.
Толщину диффузионного слоя определяли металлографическим методом на поперечных микрошлифах с использованием металлографического микроскопа ММР-4.
Определение содержания цинка, алюминия и железа на поверхности покрытия проводили на спектрометре ДФС-500.
Ресурсные испытания на коррозионную стойкость проводили на циркулирующем стенде в среде, насыщенной коррозионными агентами СО2 и H2S на базе 30 суток.
Показатели коррозии и коррозионной стойкости определяли по ГОСТ 9.908-85. Определение показателей сплошной коррозии проводили прямыми измерениями по разности между размерами образца до и после испытаний. Максимальную глубину проникновения питтинговой коррозии определяли измерением механическим индикатором расстояния между плоскостью устья и дном питтинга.
Осуществление изобретения
Термодиффузионная обработка проводилась в печах фирмы «Дистек». Предварительно обезжиренные кольцевые образцы, вырезанные из трубы, изготовленной из стали 09Г2С и необходимое количество порошковой смеси для термодиффузионной обработки в заявленном соотношении ингредиентов (в мас. %) и процентном соотношении активатора (в мас. %) помещали в контейнер (реторту) с возможностью вращения. Контейнер герметизировали, помещали в печь, и проводили термодиффузионную обработку со ступенчатым нагревом при температуре 400-450°С в течение 25-35 мин и далее при температуре 500-550°С в течение 30-35 мин. После окончания процесса термодиффузионной обработки и охлаждения контейнера образцы вынимали и очищали их поверхность от остатков порошковой смеси.
Пример 1 (по изобретению)
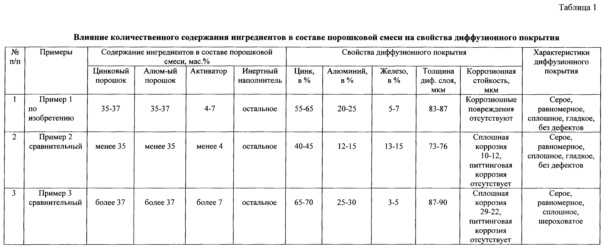
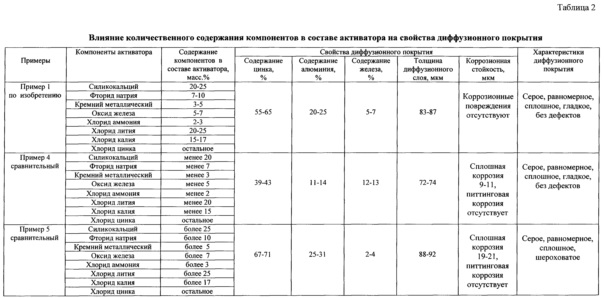
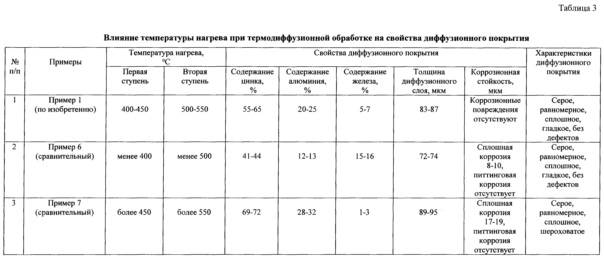
Для обработки брали кольцевые образцы, вырезанные из трубы, изготовленной из стали 09Г2С. В качестве порошковой смеси для термодиффузионной обработки брали цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель при следующем их соотношении, мас. %: цинковый порошок - 35-37; алюминиевый порошок - 35-37; активатор - 4-7; инертный наполнитель - остальное. В качестве активатора брали смесь, состоящую из следующих компонентов, в мас. %: силикокальций - 20-25; фторид натрия - 7-10; кремний металлический - 3-5; оксид железа - 5-7; хлорид аммония - 2-3; хлорид лития - 20-25; хлорид калия - 15-17; хлорид цинка - остальное. В качестве инертного наполнителя брали кварцевый песок. Порошковую смесь загружали в контейнер с обрабатываемыми образцами. Контейнер герметизировали, помещали в печь и проводили термодиффузионную обработку со ступенчатым нагревом: при температуре 400-450°С в течение 25-30 мин. и далее при температуре 550°С в течение 30-35 мин. После окончания процесса термодиффузионной обработки и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного покрытия приведены в таблице 1.
Пример 2 (сравнительный)
Образцы для обработки брали по примеру 1. В качестве порошковой смеси для термодиффузионной обработки брали цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель при следующем их соотношении, мас. %: цинковый порошок менее 35; алюминиевый порошок менее 35; активатор менее 4; инертный наполнитель - остальное. Соотношение компонентов активатора по примеру 1. инертный наполнитель по примеру 1. Процесс термодиффузионной обработки проводили по примеру 1. Характеристики полученного покрытия приведены в таблице 1.
Пример 3 (сравнительный)
Образцы для обработки брали по примеру 1. В качестве порошковой смеси для термодиффузионной обработки брали цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель при следующем их соотношении, в мас. %: цинковый порошок более 37; алюминиевый порошок более 37; активатор более 7; инертный наполнитель - остальное. Соотношение компонентов активатора по примеру 1. инертный наполнитель по примеру 1. Процесс термодиффузионной обработки проводили по примеру 1. Характеристики полученного покрытия приведены в таблице 1.
Пример 4 (сравнительный)
Образцы для обработки брали по примеру 1. Порошковую смесь брали по примеру 1. В качестве активатора брали смесь, состоящую из следующих компонентов, мас. %: силикокальций менее 20; фторид натрия менее 7; кремний металлический менее 3; оксид железа менее 5; хлорид аммония менее 2; хлорид лития менее 20; хлорид калия менее15; хлорид цинка - остальное. Инертный наполнитель по примеру 1. Процесс термодиффузионной обработки проводили по примеру 1. Характеристики полученного покрытия приведены в таблице 2.
Пример 5 (сравнительный)
Образцы для обработки брали по примеру 1. Порошковую смесь брали по примеру 1. В качестве активатора брали смесь, состоящую из следующих компонентов, мас. %: силикокальций более 25; фторид натрия более 10; кремний металлический более 5; оксид железа более 7; хлорид аммония более 3; хлорид лития более 25; хлорид калия более 17; хлорид цинка - остальное. Инертный наполнитель по примеру 1. Процесс термодиффузионной обработки проводили по примеру 1. Характеристики полученного покрытия приведены в таблице 2.
Пример 6 (сравнительный)
Образцы для обработки брали по примеру 1. Порошковую смесь брали по примеру 1. Активатор и инертный наполнитель брали по примеру 1. Процесс термодиффузионной обработки проводили при температурах: первый цикл менее 400°С в течение 25-30 мин, второй цикл менее 500°С в течение 30-35 мин. После окончания процесса термодиффузионной обработки и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного покрытия приведены в таблице 3.
Пример 7 (сравнительный)
Образцы для обработки брали по примеру 1. Порошковую смесь брали по примеру 1. Активатор и инертный наполнитель брали по примеру 1. Процесс термодиффузионной обработки проводили при температурах: первый цикл более 450°С в течение 25-30 мин, второй цикл более 550°С в течение 30-35 мин. После окончания процесса термодиффузионной обработки и охлаждения контейнера образцы вынимали и очищали от остатков порошковой смеси. Характеристики полученного покрытия приведены в таблице 3.
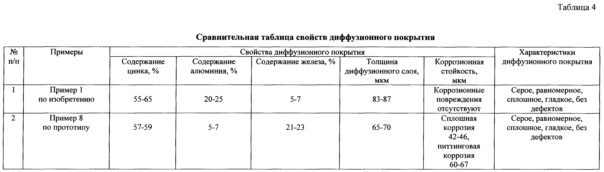
Пример 8 (по прототипу)
Образцы для обработки брали по примеру 1. Состав порошковой смеси, соотношение в ней ингредиентов (мас. %), состав активатора, соотношение в нем компонентов (мас. %), инертный наполнитель и режимы термодиффузионной обработки по прототипу SU 855067. Характеристики полученного покрытия приведены в таблице 4.
Таким образом, как видно из таблиц 1-4 (пример 1), заявленный состав порошковой смеси для термодиффузионной обработки стальных изделий и способ термодиффузионной обработки стальных изделий позволяет интенсифицировать процесс формирования двухфазных защитных покрытий системы Zn-Al, состоящих из 55-65% цинка и 20-25% алюминия, а содержание железе не более 8% и получать равномерные по толщине (83-87 мкм), бездефектные (без трещин, отслоений и пор), коррозионно-стойкие покрытия (коррозионная стойкость на базе 30 суток испытания в среде сероводорода - коррозионные повреждения отсутствуют).
Однако, как показали многочисленные опыты и видно из таблицы 1 (примеры 2, 3), таблицы 2 (примеры 4 и 5), таблицы 3 (примеры 6 и 7) отклонения от заявленного процентного соотношения ингредиентов в порошковой смеси, процентного соотношения компонентов в активаторе, а также температурного режима диффузионной обработки не позволяют обеспечить требуемый технический результат.
Как видно из данных, приведенных в таблице 4 (пример 8), способ-прототип не позволяет решить задачу изобретения и добиться требуемого технического результата по характеристикам диффузионного покрытия аналогичным заявляемому изобретению.
Таким образом, использование заявляемого изобретения позволяет интенсифицировать процесс формирования защитного покрытия системы Zn-Al, оптимизировать в нем содержание цинка и алюминия, увеличить толщину диффузионного слоя и повысить коррозионную стойкость стальных изделий, работающих в агрессивной среде, содержащей сероводород.
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковая смесь для термодиффузионного цинкования стальных изделий | 2018 |
|
RU2680118C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| Способ термодиффузионного цинкования изделий из высокопрочных алюминиевых сплавов | 2017 |
|
RU2644092C1 |
| Состав порошковой смеси для термодиффузионного цинкования стальных изделий | 2016 |
|
RU2617467C1 |
| Порошковая смесь для термодиффузионного цинкования изделий из титановых сплавов, способ термодиффузионного цинкования изделий из титановых сплавов | 2017 |
|
RU2651087C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2559391C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2559386C1 |
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2557045C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2574153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
Изобретение относится к процессу термодиффузионной обработки изделий в порошковых смесях. Может использоваться для повышения коррозионной стойкости деталей и узлов механизмов, работающих в агрессивных средах, в частности, оборудования нефтяной и газовой промышленности, эксплуатируемого в среде, содержащей сероводород. Состав порошковой смеси содержит цинковый и алюминиевый порошки, активатор - смесь силикокальция, фторида натрия, кремния металлического, оксида железа, хлорида аммония, хлорида лития, хлорида калия, хлорида цинка, инертный наполнитель - оксид кремния, кварцевый песок или их смесь. Способ термодиффузионной обработки изделий указанной насыщающей порошковой смесью осуществляют путем ступенчатого нагрева сначала при температуре 400-450°С в течение 25-30 мин, затем при температуре 500-550°С в течение 30-35 мин. Обеспечивается повышение коррозионной стойкости деталей и узлов механизмов, работающих в среде, содержащей сероводород. 2 н.п. ф-лы, 4 табл., 7 пр.
1. Состав порошковой смеси для термодиффузионной обработки стальных изделий, содержащий цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель, отличающийся тем, что цинковый порошок, алюминиевый порошок, активатор и инертный наполнитель содержатся при следующем соотношении, мас. %:
при этом в качестве активатора использована смесь, состоящая из следующих компонентов, мас. %:
а в качестве инертного наполнителя использован оксид кремния, кварцевый песок или их смесь.
2. Способ термодиффузионной обработки стальных изделий насыщающей порошковой смесью, характеризующийся тем, что обработку изделий осуществляют путем ступенчатого нагрева сначала при температуре 400-450°С в течение 25-30 мин, затем при температуре 500-550°С в течение 30-35 мин, а в качестве порошковой смеси используют состав по п. 1.
| Состав порошковой смеси для термодиффузионного цинкования стальных изделий | 2016 |
|
RU2617467C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2559386C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2574153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2000 |
|
RU2180018C1 |
| Порошковая смесь для термодиффузионного цинкования изделий из титановых сплавов, способ термодиффузионного цинкования изделий из титановых сплавов | 2017 |
|
RU2651087C1 |
| Состав для диффузионного цинкования деталей из алюминиевых сплавов | 1979 |
|
SU855067A1 |
| WO 1998041346 A1, 24.09.1998 | |||
| US 20070116886 A1, 24.05.2007 | |||
| US 6171359 B1, 09.01.2001. | |||

