Изобретение относится к химико- термической обработке твердосплавного инструмента в порошковых средах и может быть использовано в машиностроительной промьшотенности.
Целью изобретения является повышение эксплуатационной стойкости твердосплавного инструмента, работакяцего в условиях ударных нагрузок, и улучшение чистоты обрабатьшаемой поверхности.
Состав для комплексной обработки содержит оксид ванадия, оксид титана, оксид алюминия, фтористый алюминий, в качестве оксида карбидообразующего элемента VIA-группы - оксид молибдена, хлористый аммоний, порошок алюминия при следующем соотношении компонентов, мас.%:
Оксд. ванадия7-11
Оксид титана24-32
Оксид молибдена7-11
Порошок алюминия 17,5 - 18,5 Оксид алюминия33-34
Фтористый алюминий 0,5 - 1,5 Хлористый аммоний1 - 2
Оксид алнминия (ТУ 6-09- 2046-64) является инертной добавкой насыщающей смеси и служит для предотвращения ее спекания, а также для повышения качества поверхности твердосплавного инструмента.
Алюминий А1 (марки ПА, ГОСТ 6058- 73) является восстановителем оксидов насьш ающих элементов (титана, ванадия и молибдена) до чистых металлов.
Хлористый аммоний (ГОСТ 3775-72) является активатором процес9:
О in
:с
са и служит для создания газовой фазы на основе хлоридов насыщающих элементов .
Фтористый алюминий AlF (ТУ 6-09- 1122-76) является активатором процесса и служит для создания газовой фа-, зы на основе хлоридов насыщенных элементов, а также предотвращает спекание порошковой смеси и увеличивает ее активность.
Оксид титана ТЮг (МРТУ 6-09-1211- 64), оксид ванадия (МРТУ 6-09- 6594-70), оксид молибдена МоОj (МРТУ 6-09-328-63) после восстановления их алюминием являются поставщиками атомов титана, ванадия и молибдена,
Замена в составе хромтитанванади- рующей смеси оксида хрома на оксид молибдена способствует формированию на твердом сплаве диффз зионнь х слоев с повьшенным содержанием карбида титана, отличающегося более высокой износостойкостью. С другой стороны, полученные в предлагаемом составе диффузионные слои содержат кроме карбида титана карбиды ванадия и молибдена легированные карбидообразующими элементами, которые более пластичны, чем карбид титана, но более износостойки, чем карбиды хрома. Поэтому разработанные карбидные покрытия на твердом сплаве отличаются высокими работоспособностью и пластичностью, что крайне важно для инструмента, работающего в условиях ударных нагрузокд в частности для фрезерного инструмента Различие в износостойкости диффузионных карбидных слоев при замене оксида хрома на оксид молибдена обусловлено разным соотношением карбида титана, карбидов ванадия и молибдена легированных карбидообразующими элементами .
Повьшенное содержание в слое карбида титана при небольшом содержании других карбидов (ванадия и молибдена значительно увеличивает твердость сл (Нд 31000 МПа), которая позволяет призводить фрезерование труднообрабаты ваемого материала (с повышенной твердостью) и улучшить качество его поверхности после обработки.
Процесс диффузионной обработки в предлагаемом составе проводят при 800-1000 С в течение 4-8 ч в контейнерах с плавким затвором без использования вакуума и защитных атмосфер Снижение температуры процесса до
10
15
20
25
. , и) оя о- .
17053л
стало возможным за счет дополнительного введения фтористого алюминия и замены оксида хрома на оксид молибдена в насьпчающей смеси. Последнее позволяет сохранить исходную прочность после диффузионной обработки и существенно упрощает технологический процесс,
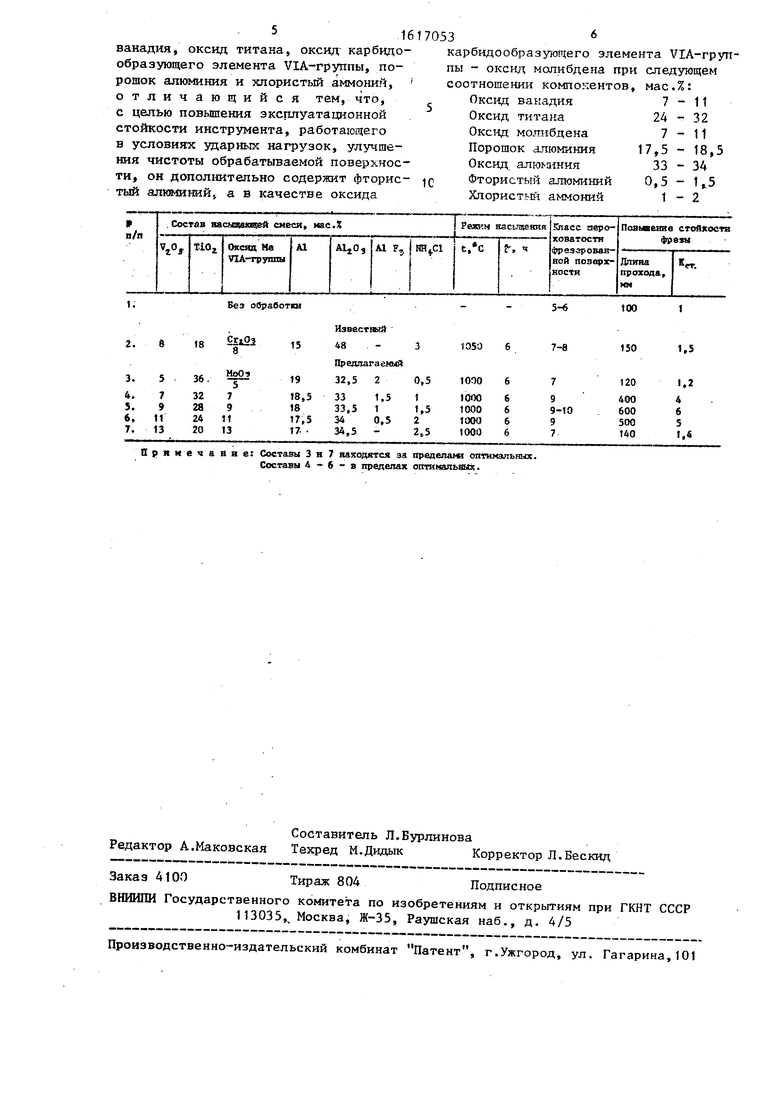
Пример 1. Диффузионное комплексное насыщение твердосплавного инструмента типа фрезы из ВКбМ в предлагаемой и известной порошковых средах осуществляли в контейнерах с плавким затвором при температуре в течение 6ч.
Испытания проводили на готовом инструменте - концевых твердосплавных фрезах из сплава ВК6М диаметром 4 мм при торцовом фрезеровании штам- повой стали ,ТИ22 (HRC 60) . Использовали фрезерный станок типа ОФ-55. Режим фрезерования: скорость резания 500 об/мин, глубина резания 0,1 мм, ширина резания 2 мм, подача - ручная.
Указанный инструмент испытьтал ударные нагрузки, поскольку использовали торцовое фрезерование, а также работал в условиях резания трудно- обрабатьшаемого материала - в качестве обрабатываемого материала применили сталь 71И22 с повьшенной твердостью (HRC 60).
Результаты испытаний твердосплавного режущего инструмента приведены в таблице.
Коэффициент повьшения стойкости твердосплавных фрез определяли по формуле30
35
40
45
55
К f Т,
где Т. - продолжительность работы
фрезы с покрытием до ее затупления (длина прохода, мм); Т - продолжительность работы
фрезы без покрытия до ее затупления (длина прохода, мм). Таким образом, использование предлагаемого состава позволяет по сравнению с известным повысить износостойкость твердосплавных фрез из ВК6М в 2,7-4 раза, качество фрезерованной поверхности на 2-3 балла, а также снизить температуру процесса на 50 С. Формула изобретения
Состав для комплексного насыщения режущего твердосплавного инструмента, включающий оксид алюминия, оксид
516
ванадия, оксид титана, оксид карбидо- образующего элемента VIA-группы, порошок алюминия и хлористый аммоний, отличающийся тем, что, с целью повьшения эксплуатационной стойкости инструмента, работающего в условиях ударных нагрузок, улучшения чистоты обрабатываемой поверхности, он дополнительно содержит фтористый алюмиюгй а в качестве оксида
17053
карбидообразующего элемепы - оксид молибдена при соотношении компонентов,
Окс1ед ванадия
Оксид титана
Оксид молибдена
Порошок алюминия
Оксид aлю яiния Q Фтористый алюминий
Хлористый аммоний
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для комплексного насыщения стальных изделий | 1987 |
|
SU1477780A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1991 |
|
RU2009025C1 |
| Состав для комплексного насыщения стальных изделий | 1991 |
|
SU1803470A1 |
| КОМПОЗИЦИОННЫЕ ИЗДЕЛИЯ | 2008 |
|
RU2467085C2 |
| СОСТАВ ДЛЯ КОМПЛЕКСНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2044107C1 |
| Способ получения композиционного износостойкого покрытия на твердосплавном инструменте | 2023 |
|
RU2803180C1 |
| СОСТАВ ДЛЯ ХРОМОВАНАДИРОВАНИЯ ИНСТРУМЕНТА ИЗ УГЛЕРОДИСТЫХ СТАЛЕЙ | 2016 |
|
RU2626369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| ИЗДЕЛИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ | 2002 |
|
RU2221073C1 |
| Состав для диффузионного насыщения | 1979 |
|
SU872597A1 |
Изобретение относится к химико-термической обработке режущего твердосплавного инструмента в порошковых средах и позволяет повысить его эксплуатационную стойкость в условиях ударных нагрузок и резания труднообрабатываемого материала, улучшить чистоту обрабатываемой поверхности. Для этого состав содержит оксид алюминия, оксид ванадия, оксид титана, оксид молибдена, порошок алюминия, фтористый алюминий и хлористый аммоний при следующем соотношении компонентов, мас.%: оксид ванадия 7-11
оксид титана 24-32
оксид молибдена 7-11
алюминий (порошок) 17,5-18,5
оксид алюминия 33-34
фтористый алюминий 0,5-1,5
хлористый аммоний 1-2. Обработка в предлагаемом составе позволяет получить на режущем инструменте из твердосплавного сплава износостойкий слой с высоким качеством поверхности. 1 табл.
Без обработки
ркмечавне: Составы 3 я 7 находятся за пределам оптимальных. Составы 4 - 6 - в пределах оптимальамзс.
5Н5
too
| Состав для комплексного насыщения изделий | 1982 |
|
SU1046328A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
