Изобретение относится к сборному же- л|езобетону, а именно к устройствам, обеспечивающим устойчивость арматурного каркаса при его предварительном сжатии.
; Целью изобретения является снижение трудоемкости сборки и фиксации каркаса.
i На фиг. 1 показана форма-опалубка, вид сЬерху; на фиг. 2 - разрез А-А на фиг. 1.
I Форма-опалубка содержит поддон 1 с продольными бортами 2 и фиксаторы арма- тфного каркаса 3, которые выполнены в веде уголковых упоров 4 и размещены равномерно по всей длине формы на поддоне 1, а в верхней части бортов 2, которые выполнены откидными, - на шарнирах 5. Рас- сгояние С(см) между упорами 4 определяют из условия
р(31 -g)-a 0,228
где О - величина напряжения предвари- тзльного сжатия продольных стержней каркаса, МПа;
I а - расстояние между продольными с тержнями каркаса, см.
I Форма-опалубка работает следующим Образом.
I Арматурный каркас 3 устанавливают на уголковые упоры 4 поддона 1 при откинутых бортах 2, затем последние поворачивают вокруг шарниров 5 и устанавливают в вер- тЫкальное положение, при этом верхние
поры 4 прижимаются к продольным стержА-А
Фив. 2.
ням 6. Упоры 4 могут располагаться враз- бежку, что обеспечивает дополнительную устойчивость каркаса от выпучивания и искривления отдельных стержней 6 при предварительном сжатии каркаса 3. Пустоты, которые образуются в изделии уголковыми упорами 4, могут быть заделаны после раскрытия бортов 2 и съема изделия с поддона.
Предложенное устройство обеспечивает упрощение сборки и фиксации каркаса, снижение трудоемкости и металлоемкости при сохранении прочности изделия в целом.
Формула изобретения
Форма-опалубка для-изготовления железобетонных изделий с предварительно сжатой арматурой, содержащая поддон с продольными бортами и фиксаторы арматурного каркаса, отличающаяся тем, что, с целью снижения трудоемкости сборки и фиксации каркаса, фиксаторы выполнены в виде уголковых упоров и размещены равномерно по всей длине формы на поддоне и в верхней части продольных бортов, которые выполнены откидными, при этом расстояние между упорами определяют из условия
Р(31 -g) -а
0,228
где о - величина напряжения предварительного сжатия стерхсней каркаса, МПа;
а - расстояние между продольными стержнями арматурного каркаса.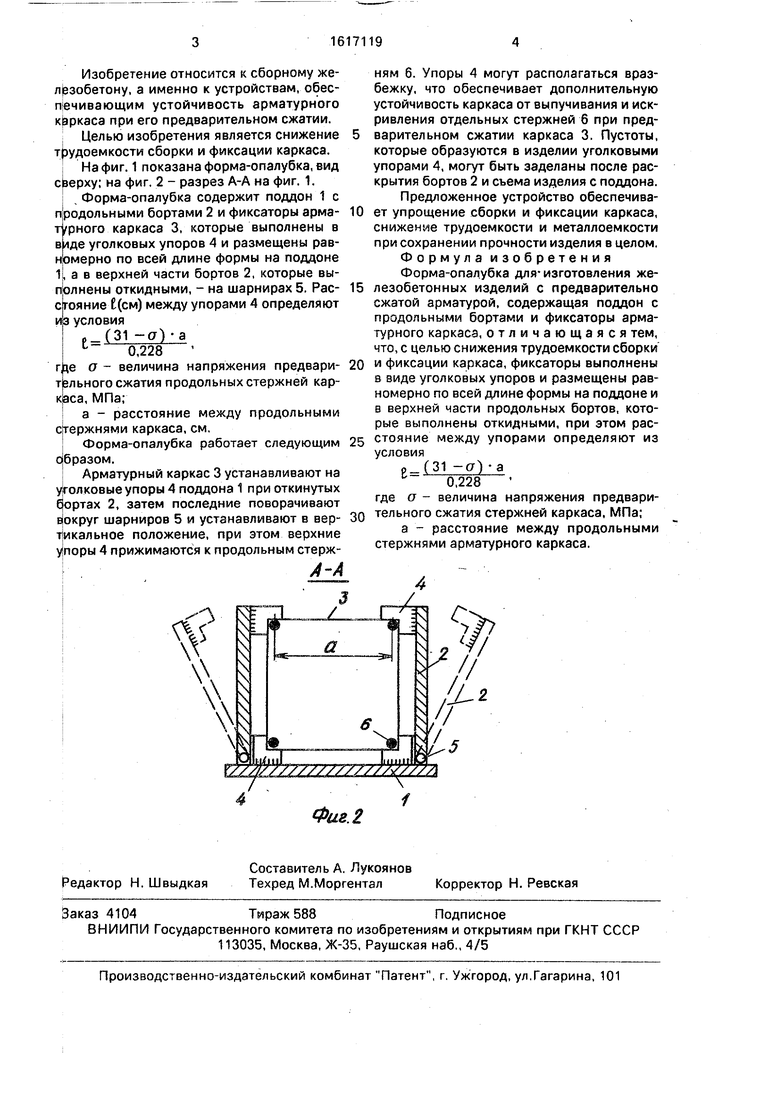
Изобретение относится к сборному железобетону и может быть использовано при изготовлении железобетонных изделий с предварительно сжатой арматурой. Цель изобретения - снижение трудоемкости сборки и фиксации каркаса. Форма-опалубка содержит поддон 1 с откидными бортами 2 и фиксаторы арматурного каркаса 3, выполненные в виде уголковых упоров 4, установленных на поддоне и в верхней части бортов. Выемки упоров образуют в поперечном сечении квадрат, размеры которого соответствуют поперечному сечению арматурного каркаса. Расстояние L (см) между упорами 4 в продольном направлении определяют из условия L=(31-Σ).A/0,228, где σ - величина напряжения предварительного сжатия продольных стержней 6 каркаса, Мпа
A - расстояние между продольными стержнями, см. Устройство обеспечивает упрощение сборки и фиксации каркаса, снижение трудоемкости и металлоемкости при сохранении прочности изделия в целом. 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1984 |
|
SU1231181A1 |
| кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
