Изобретение относится к строительной технике, а именно к устройствам для изготовления объемных блоков.
Известна установка для изготовления объемных блоков, содержащая сердечник, вертикальные щиты наружной опалубки, снабженные механизмами поворота, и потолочный щит.
Известна также форма изготовления строительных изделий, содержащая раму с шарнирно прикрепленными продольными и торцовыми бортами, съемный поддон, установленный на раме, и замки для соединения продольных и торцовых бортов друг с другом, сердечник, установленные на поддоне, причем торцовые борта шарнирно прикреплены к поддону и снабжены пружинными фиксаторами.
Наиболее близким по технической сущности к предлагаемому устройству является установка для изготовления объемных блок- комнат, состоящая из сердечника и четырех наружных щитов, которые могут принимать вертикальное и горизонтальное положения при помощи гидроцилиндров.
Недостатками известного устройства являются сложность укладки бетонной смеси, вызванная необходимостью точного соблюдения минусового допуска по толщине стеновых панелей; большая металлоемкость формовочного оборудования за счет наличия сердечника.
Цель изобретения - снижение металлоемкости, упрощение формования изделия.
Применение предлагаемого изобретения дает технико-экономический эффект,
XI
ы сл о
заключающийся в упрощении изготовления объемных элементов, так как формование всех элементов объемного блока (четыре стены и потолок) производится в горизонтальном положении, а сборка отформованных элементов производится на том же формовочном устройстве без использования выпрессовщиков. Из-за отсутствия сердечника и механизма вы прессовки готового изделия металлоемкость оборудования снижена на 10 т 32%.
Указанная цель достигается тем, что установка для изготовления сборно-монолитных объемных элементов, включающая раму основания, четыре формы для панелей стен, установленных каждая с возможностью поворота вокруг нижней горизонтальной оси при помощи гидроцилиндров, и замки для соединения форм, содержит пространственную раму с жестко закрепленным поддоном формы для панели потолка, а формы для панелей стен снабжены верхними откидными бортами, которые в вертикальном положении форм для панелей стен являются бортами формы панели потолка, причем откидные борта оборудованы поворотными фиксаторами, а формы для панелей стен-упорами, контактирующими с поворотными фиксаторами, при этом откидные борта двух форм для противолежащих панелей стен длиннее этих форм и соответствуют размерам формы для панели потолка, причем к наружным сторонам форм для панелей стен жестко прикреплены рычаги, шарнирно соединенные с опорной рамой и гидроцилиндрами, формы для панелей поперечных стен имеют гнезда-ловители, а для продольных стен - соответствующие конусные фиксаторы.
Предлагаемое устройство содержит пространственную раму с жестко закрепленным поддоном формы для панели потолка, а формы для панелей стен снабжены верхними откидными бортами, которые в вертикальном положении форм для панелей стен являются бортами формы панели потолка, причем откидные борта оборудованы поворотными фиксаторами, а формы для панелей стен - упорами, контактирующими с поворотными фиксаторами при этом откидные борта двух форм для противолежащих панелей стен длиннее этих форм и соответствуют размерам форм для панели потолка, причем к наружной стороне формы для панелей стен жестко прикреплены рычаги, шарнирно соединенные с опорной рамой и гидроцилиндрами, формы для панелей поперечных стен имеют гнезда-ловители, а для продольных стен - соответствующие конусные фиксаторы.
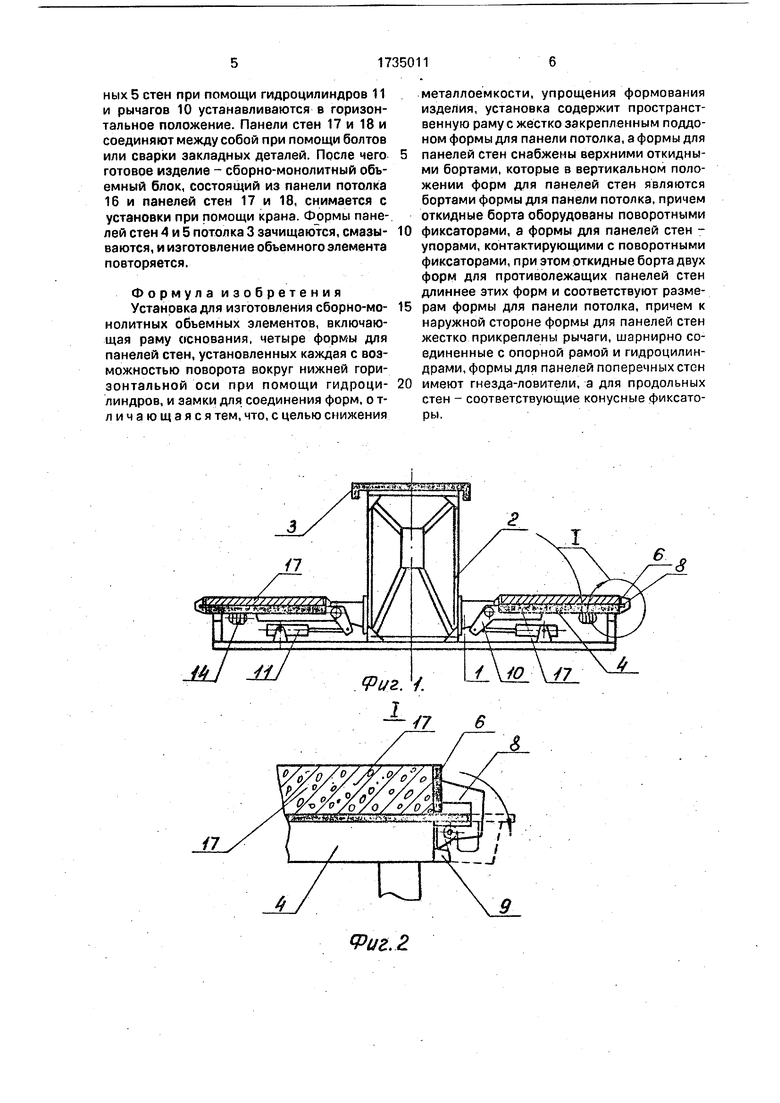
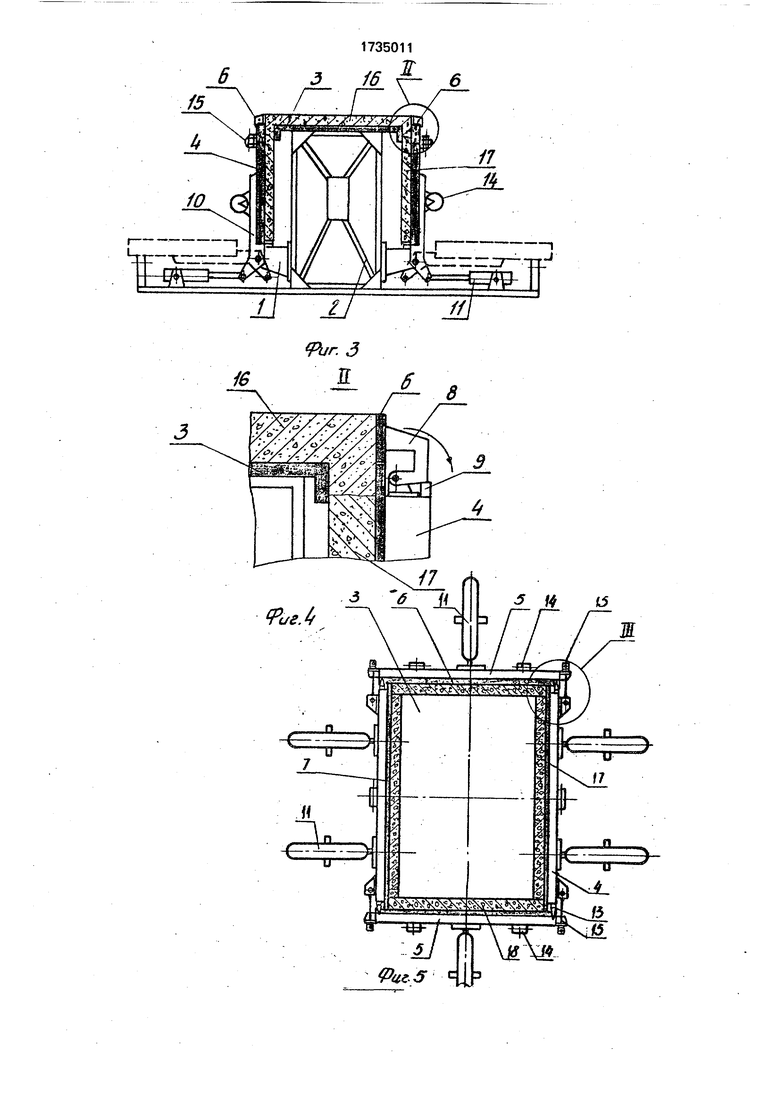
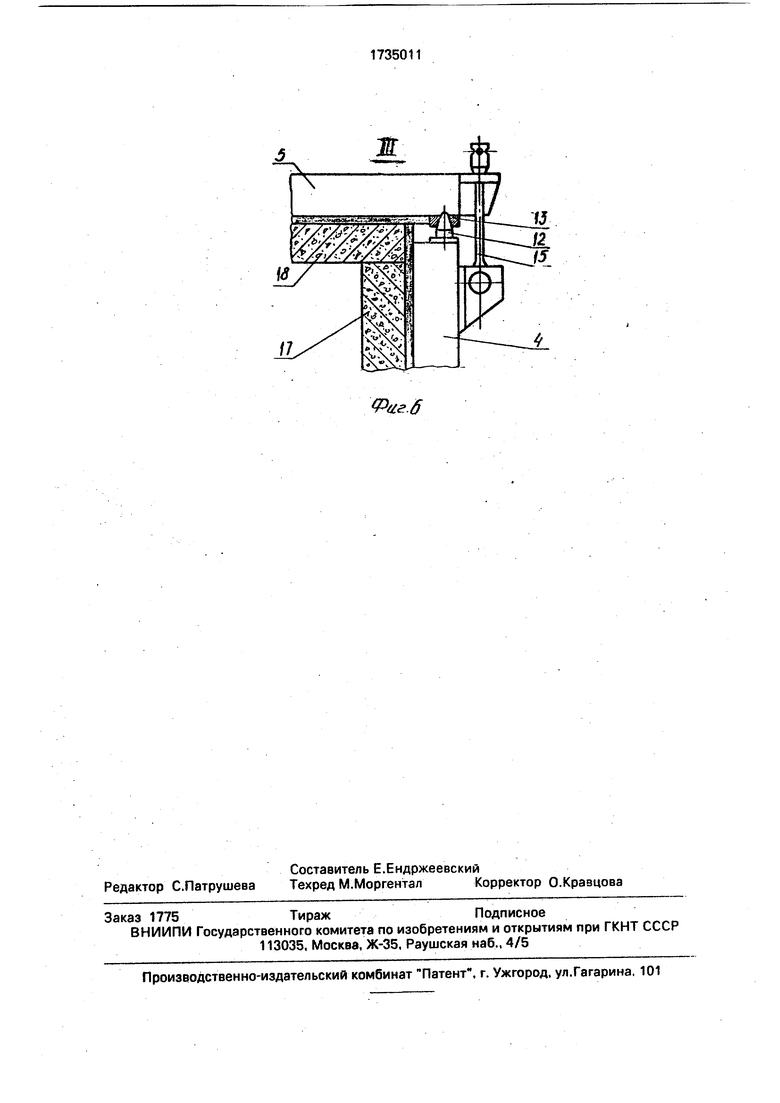
На фиг. 1 изображена установка для изготовления сборно-монолитных элементов с формами стен в горизонтальном положении; на фиг. 2 - узел I на фиг. 1; на фиг. 3 установка в собранном виде; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - установка в собранном виде, вид сверху; на фиг, б - узел III на фиг. 5.
Установка для изготовления сборно-мо0 нолитных объемных блоков состоит из рамы 1 основания, жестко соединенной с пространственной рамой 2, содержащей поддон формы панели 3 потолка и шарнирно соединенной с формами панелей продоль5 ных стен 4 и формами панелей поперечных стен 5, оборудованных соответственно откидными бортами 6 и 7, содержащих поворотные фиксаторы 8, поддоны форм панелей стен 4 и 5 содержат упоры 9 и жес0 тко соединены с рычагами 10, шарнирно соединенными с гидроцилиндрами 11 и рамой 1 основания, формы продольных панелей стен 4 снабжены гнездами-ловителями 12, которые контактируют с конусными фик5 саторами 13, закрепленными на формах торцовых панелей стен 5; формы продольных 4 и поперечных 5 стен оборудованы вибраторами 14 и замками 15 для соединения форм панелей продольных и попереч0 ных стен 4 и 5; поддон формы панели потолка 3 и откидные борта б и 7 формуют панель потолка 16, формы панелей продольных и поперечных стен 4 и 5 формуют панели стен 17 и 18.
5 Установка для изготовления сборно-монолитных объемных элементов работает следующим образом,
Формы панелей продольных стен 4 и формы панелей поперечных стен 5 устанав0 ливаются в горизонтальное положение и в них укладываются арматурные сетки и каркасы, после чего укладывается бетонная смесь и уплотняется при помощи вибраторов 14. Производится термообработка лю5 бым из известных способов.
Формы панелей продольных 4 и поперечных 5 стен с отформованными панелями стен 17 и 18 при помощи гидроцилиндров 11 через рычаги 10 поворачиваются в верти0 кальное положение. Откидные борта б форм продольных стен 4 и откидные борта 7 форм поперечных стен 5 поднимаются в вертикальное положение, при этом поворотные фиксаторы 8 упрутся в упоры 9 и откидные
5 борта 6 и 7 с поддоном панели потолка 3 образуют форму панели потолка 16, в которую устанавливаются арматурные сетки и каркасы, укладывается и уплотняется бетонная смесь, после схватывания бетонной смеси формы для продольных 4 и поперечных 5 стен при помощи гидроцилиндров 11 и рычагов 10 устанавливаются в горизонтальное положение. Панели стен 17 и 18 и соединяют между собой при помощи болтов или сварки закладных деталей. После чего готовое изделие - сборно-монолитный объемный блок, состоящий из панели потолка 16 и панелей стен 17 и 18, снимается с установки при помощи крана. Формы панелей стен А и 5 потолка 3 зачищаются, смазываются, и изготовление объемного элемента повторяется.
Формула изобретения Установка для изготовления сборно-монолитных объемных элементов, включающая раму основания, четыре формы для панелей стен, установленных каждая с возможностью поворота вокруг нижней горизонтальной оси при помощи гидроцилиндров, и замки для соединения форм, о т- личающаяся тем, что, с целью снижения
металлоемкости, упрощения формования изделия, установка содержит пространственную раму с жестко закрепленным поддоном формы для панели потолка, а формы для
панелей стен снабжены верхними откидными бортами, которые в вертикальном положении форм для панелей стен являются бортами формы для панели потолка, причем откидные борта оборудованы поворотными
фиксаторами, а формы для панелей стен - упорами, контактирующими с поворотными фиксаторами, при этом откидные борта двух форм для противолежащих панелей стен длиннее этих форм и соответствуют размерам формы для панели потолка, причем к наружной стороне формы для панелей стен жестко прикреплены рычаги, шарнирно соединенные с опорной рамой и гидроцилиндрами, формы для панелей поперечных стен
имеют гнезда-ловители, а для продольных стен - соответствующие конусные фиксаторы.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Установка для изготовления объемных элементов | 1988 |
|
SU1611744A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
Использование: в строительной технике, а именно в устройствах для изготовления объемных элементов. Сущность изобретения: установка содержит пространственную раму с жестко закрепленным поддоном формы панели потолка. Формы панелей стен имеют верхние откидные борта, которые в вертикальном положении форм панелей стен являются бортами формы панели потолка. Откидные борта оборудованы поворотными фиксаторами, а формы панелей стен упорами. Откидные борта двух форм противолежащих панелей стен длиннее этих форм и соответствуют размерам панели потолка, в нижних зонах формы панелей стен содержат жестко закрепленные рычаги, шарнирно соединенные с опорной рамой и гидроцилиндрами. Формы панелей продольных стен оборудованы гнездами-ловителями, в поперечных - конусными фиксаторами. 6 ил. сл
М/ ±L/
8
JL
Ф#г.2
1 злсЬ
Фхг.б
| Бетон и железобетон, 1986, № 11, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления объемных блоков | 1979 |
|
SU783018A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
