Фиг.Изобретение относится к электротермии, а именно к техническим решениям по управлению плавкой индукционных тигельных
печей.
Целью изобретения является упрощение устройства контроля, повышение его надежности и срока службы.
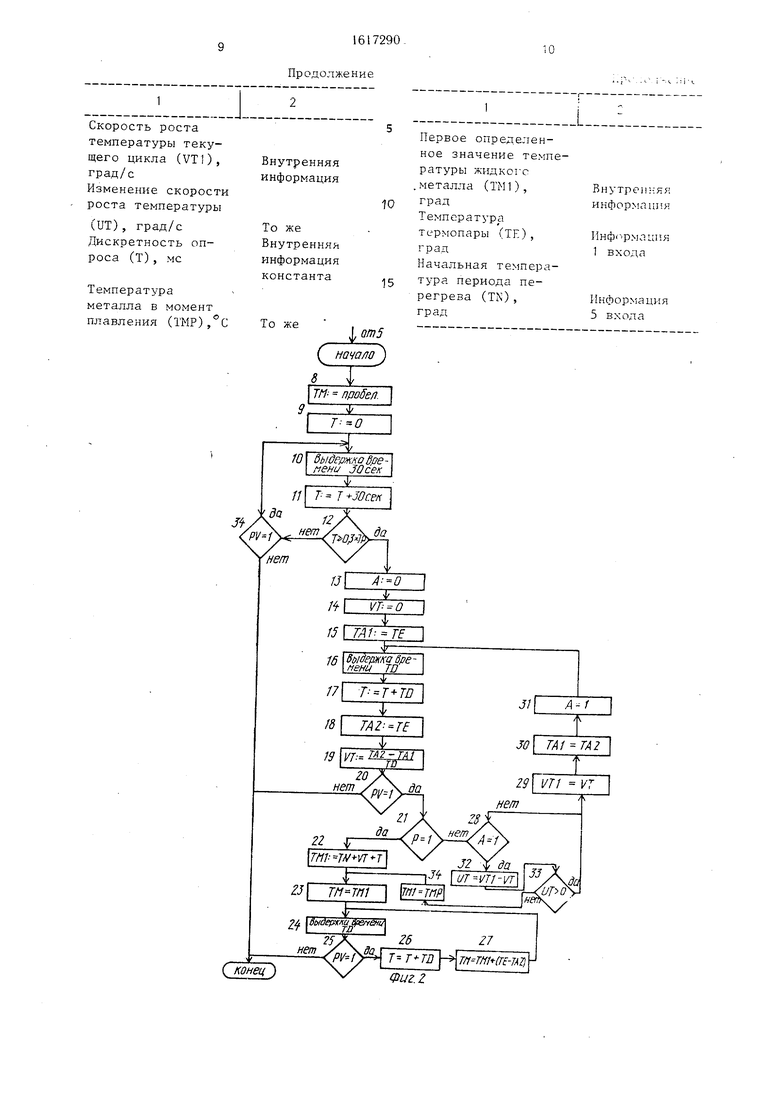
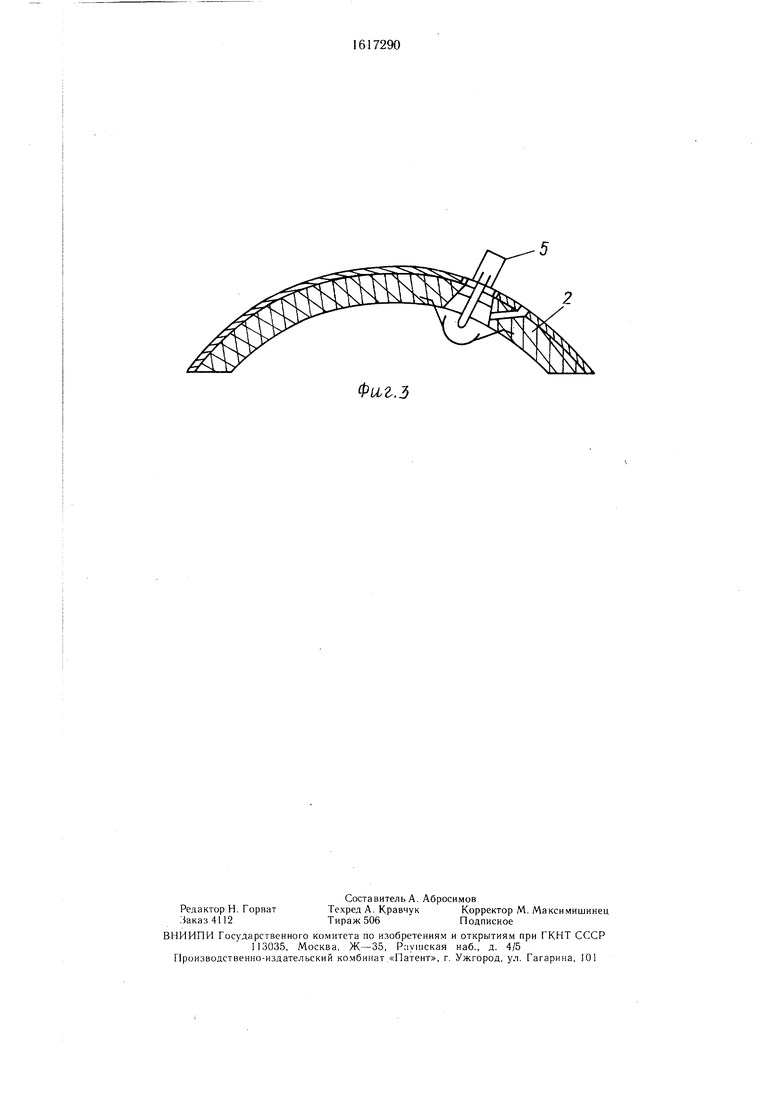
На фиг. 1 изображена структурная схема устройства; на фиг. 2 - алгоритм работы блока 6 вычислений; на фиг. 3 - узел установки термопары.
Устройство содержит печь с тиглем 1,
крышкой 2 и индуктором 3, а также систеMV 4 электрооборудования печи, термопару 5, блок 6 вычислений и блок 7 контроля
и управления.
Термопара 5 расположена над уровнем жидкого металла и вмонтирована в крьии- ку 2 печи (фиг. 2). Выход термопары 5 и выход системы 4 электрооборудования печи соединены соответственно с первым и вторым входами блока 6 вычис.лений, третий, четвертый и пятый входы которого соединены соответственно с первым, вторым и третьим выходами блока 7 контроля и управления. Выход блока 6 вычислений соединен со входом блока 7.
Высоковольтный выключатель, входящий в состав системы 4 электрооборудования печи, снабжен датчиком его положения (не показан), сигнал которого проходит на второй вход блока 6.
В состав блока 7 входят известные ручные задатчики типа РЗ.Д, РЗД-К. для задания времени выполнения периода и начальной температуры периода перегрева, переключатель на два положения типа тумб лер для установки предстоящего периода и индикатор типа Ф-208 дли представления значения температуры металла.
Блок 6 вычислений работает по алгорит му, реализованному алгоблоками 8--34 (фиг. 3 и перечень реквизитов в таблице). В качестве блока 6 может быть использован контролер «Ломиконт или «Ремиконт, средства из области вычислительной техники, обладающие блоками для ввода дискрет- ны х сигналов, аналоговых сигналов или сигналов термопар, а также для. вывода параллелыюго кода при использовании для представления информации индикаторов типа Ф-208.
Работа устройства основана на следуюuieM.
Тигельная печь представляет из себя сосуд со стенками из огнеупорных материалов с футерованной крышкой. Ее конструкция искл ючает практически ощутимые подсосы в печь внешнего воздуха, что объясняется повышенным давлением в печи за счет выделения из расплавленного металла газа. Стены тигля и. крышка обладают достаточно высокими теплоизоляционными свойствами, что определяет высокий тепловой
КПД печи. Все это пе позволяет говорить о соответствии (равенстве) температуры атмосферы печи температуры металла. Но характер ее изменения отражает характер процесса плавления и перегрева металла. Эта связь достаточно инерционна, так как атмосфера печи имеет активный конвективный обмен с шихтой и ванной металла как за смет перемешивания вакны и выделения из х идкого металла газов, так и за счет дос- таточно развитой поверхности твердой шихты.
После загрузки шихты в печь, ее закрытия и включения температур атмосферы печи интенсивно повышается, так как идет 5 быстрый процесс нагрева холодной шихты, с которой контактирует атмосфера печи. В начале за счет большой разности температур жидкого металла «болта и твердой шихты загрузки металл шихты нагревается быстро, однако по мере повышения его температу- ° ры скорость процесса роста температуры падает.
При приближении температуры шихты, еще не погруженной в ванну, к температуре плавления, скорость ее нагрева продолжает 25 снижаться. За счет расплавления нижних слоев шихта постепенно оседает в жидкую ванну. Но даже когда вся шихта погрузи- .iacb в ванну, но еще не расплавилась, температура ванны металла, с которой начинает контактировать атмг)сфера печи, растет 30 нез1 ачи1ельно (или стабилизируется), так как значительная асть поступающей в металл энергии идет на допланление шихты. Таким образом, до расплавления шихты в печи наблюдается постоянное уменьшение скорости роста тем 1ературы атмосферы 35 печи.
Как только вся шихта расплавлена, поступающая энергия полностью идет на повышение температуры ва1шы, что в свою очередь приводит к увеличению скорости рос- 40 та температуры атмосферы печи. За счет перемешивания ванны и восходящих газовых потоков мзменение температуры атмосферы происходит без практически заметной задержки вслед за температурой ванны металла. Установить непосредственную связь 45 между температурой металла и температурой атмосферы не представляется возможным из-за изменяющихся от плавки к плавке УСЛОВИЙ: плотности закрытия крыщки, тол- 1цины футеровки и ее теплоизолирующих свойств, количества шлака па поверхности 50 металла и т. д., однако момент расплавле- шихты однозначно связан с увеличением скорости роста температуры атмосферы после постоянного уменьшения скорости на этапе расплавления, так как для каждого конкретного периода плавки, за которым ве- дется контроль, эти условия достаточно постоянны. Если периоды расплавления шихты проводятся при постоянном режиме (вес
5
загрузки, мощность печи, состав загрузки), что соответствует принятой в практике работе в чугуноплавительном производстве, температура ванны металла, при которой происходит полное расплавление шихты и начинается увеличение скорости роста температуры, постоянна.
Таким образом, на периодах расплавления можно определить момент расплавления шихты и, следовательно, достижения ванной определенной температуры.
Эта температура может быть определена экспериментально по замеру температуры металла в указанный момент времени (при проведении экспериментальной плав 6I7290
-лгоблоки 13 и 14 присваивают вспомогательному реквизиту (индикатору) А и VT значение, равное нулю. Алгоблок 15 присваивает реквизиту ТА значение температуры, 5 измеряемой термопарой 5 (реквизит ТЕ) сигнал которой поступает на первый вхоа блока 6.
Алгоблок 16 осуществляет выдержку вре-. мени, равнчю заранее введенной в блок 6 вычислений величине, которая выбирается в пределах -10 с в зависимости от производительности печи (реквизит TD).
Чем выше производительность, тем больше скорость роста температуры металла и тем меньше надо брать TD для получения
10
„; ,, „г - ......iij,c.vi .меньше надо Орать 1U дтя ПОТУЧРИНЯ
ки). Указанный прием позволяет определить дискретности онреаеления температуоьГв ,пе состояние металла в печи, избежать излип - пр.«1 17 --емин температуры в npt
состояние металла в печи, избежать излишнего нагрева металла, перерасходов электроэнергии и повышенного износа футеровки. Все сказанное имеет непосредственное отношение к работе предлагаемого устройделах 1 - 3
. Алгоблок 17 производит отсчет времени периода с дискретностью TD.
Алгоблок 18 присваивает реквизиту ТА
ства, алгоритм функцион ир ов а7;я ко;ор7; о 20 парГГ измеряемое ермсь опирается на особенности работы тигельныхАлгоблок 19 определяет скорость роста
реквизита ТЕ за время TD.
Алгоблок 20 проверяет, включена ли печь, при отключении которой блок 6 вычислений
печей.
Устройство работает следующим образом.
Ш,..„.,ь„к „осле „р„веде„„, ру™ь,х ,, Sso ™ а„ч :ва пр„ ,кл1Г„1 „--Т,
рации (загрузка шихты, скачивание шля- ,,.... „„ .. L . .. °
операций (загрузка шихты, скачивание шлака и т. д.) закрывает крышку печи, устанавливает на блоке 7 переключатель в положение предстоящего периода плавки - «Плавление или «Перегрев, сигнал о чем поступает на первый выход данного блока, а также время проведения предстоящего периода - второй выход блока 7, и в случае периода перегрева начальную температуру металла перед перегревом - третий выход блока 7.
алгоритм переходит к блоку 21, определяющему установленный период плавки (реквизит Р). Если Р равен единице, то значит установлен период перегрева и алгоритм переходит к блоку 22. В противном случае ус- 30 тановлен период плавления и алгоритм переходит к блоку 28.
Алгоблок 22 определяет первое численное значение температуры металла (реквизит ТМ1), равное сумме начальной температуры металла перед перегревом (рекАлгоблок 22 определяет первое численное значение температуры металла (реквизит ТМ1), равное сумме начальной температуры металла перед перегревом (рекЗатем ,„а.„ль„,„к ,к„к,иае. „е,ь „ „а 35 ™:„ TN , I . ;еГ„ ГаТТоГ Е,Г
рои вход блока б вычислений ППГ-ТУПЯРТ ..„„„„ .. ....: ппип Md илоке / конвторой вход блока б вычислений поступает сигнал о включенном состоянии высоковольтного выключателя, входящего в состав системы 4. По этому сигналу начинает работу в coojeeTCTBHH с алгоритмом блок 6 вы
троля г: управления, и произведения скорости роста температуры (реквизит VT), измеряемой термопарой 5, на время периода прО педшее с его начала (реквизит Т).
Алгоблок 23 присваивает значение TMI
:г-:;е j -. - .ггГр:-г«:.™
ние температуры жидкого металла в печи (Реквизит ТМ),. выводимое на выход блока 6 вычислений. При значении реквизита ТМ-проблел индикаторы блока 7 (не показаны) погашены. Алгоблок 8 устанавливает значение реквизита ТМ, соответствующее отсутствию показаний показывающего прибора.
Алгоблок 9 - соответственно значение времени периода, равное нулю (Реквизит Т)
Алгоблоки 10-12 и 34 с периодом 30 с наращивают значение реквизита Т, проверяют, не превысило ли значение Т величины 0,3 от оценки времени выполнения периода (реквизит ТР) и остается ли печь включенной (реквизит PV).
на показывающее устройство блока 7 (не показано).
Алгоблок 24 осуществляет выдержку времени, равную TD.
g Алгоблок 25 проверяет, включена ли печь. При отключенной печи блок 6 вычислений работу заканчивает.
Блок 26 производит отсчет времени периода.
50 Блок 27 присваивает реквизиту ТМ значение, равное сумме ТМ1 и разнице между текупдим значением температуры, измеряе - мой термопарой (ТЕ), и ее значением в момент, когда была определена температура ТМ1. Алгоритм возвращается к блоку 24,
±; nr z™ ;ii-±- : -
канчивает. При превышении (равенстве) реквизита ,3 ТР алгоритм переходит к блоку 13.
ределечие значения ТМ до отключения печи. Если установлен период плавления, алгоритм от блока 21 переходит к блоку 28.
6I7290
-лгоблоки 13 и 14 присваивают вспомогательному реквизиту (индикатору) А и VT значение, равное нулю. Алгоблок 15 присваивает реквизиту ТА значение температуры, 5 измеряемой термопарой 5 (реквизит ТЕ) сигнал которой поступает на первый вхоа блока 6.
Алгоблок 16 осуществляет выдержку вре-. мени, равнчю заранее введенной в блок 6 вычислений величине, которая выбирается в пределах -10 с в зависимости от производительности печи (реквизит TD).
Чем выше производительность, тем больше скорость роста температуры металла и тем меньше надо брать TD для получения
10
,c.vi .меньше надо Орать 1U дтя ПОТУЧРИНЯ
дискретности онреаеления температуоьГв ,пе пр.«1 17 --емин температуры в npt
,, Sso ™ а„ч :ва пр„ ,кл1Г„1 „--Т,
,,.... „„ .. L . .. °
алгоритм переходит к блоку 21, определяющему установленный период плавки (реквизит Р). Если Р равен единице, то значит установлен период перегрева и алгоритм переходит к блоку 22. В противном случае ус- 30 тановлен период плавления и алгоритм переходит к блоку 28.
Алгоблок 22 определяет первое численное значение температуры металла (реквизит ТМ1), равное сумме начальной температуры металла перед перегревом (рек 35 ™:„ TN , I . ;еГ„ ГаТТоГ Е,Г
..„„„„ .. ....: ппип Md илоке / контроля г: управления, и произведения скорости роста температуры (реквизит VT), измеряемой термопарой 5, на время периода прО педшее с его начала (реквизит Т).
Алгоблок 23 присваивает значение TMI
.ггГр:-г«:.™
.ггГр:-г«:.™
на показывающее устройство блока 7 (не показано).
Алгоблок 24 осуществляет выдержку времени, равную TD.
Алгоблок 25 проверяет, включена ли печь. При отключенной печи блок 6 вычислений работу заканчивает.
Блок 26 производит отсчет времени периода.
Блок 27 присваивает реквизиту ТМ значение, равное сумме ТМ1 и разнице между текупдим значением температуры, измеряе - мой термопарой (ТЕ), и ее значением в момент, когда была определена температура ТМ1. Алгоритм возвращается к блоку 24,
ределечие значения ТМ до отключения печи. Если установлен период плавления, алгоритм от блока 21 переходит к блоку 28.
Блок 28, ес.пи индикатор (за период Ьпределено только одно значение VT), пере- дает управление блоку 29. Блок 29 при- Ьваивает реквизиту VT1 значение VT. Блок 30 Присваивает реквизиту ТА1 значение ТА2. Блок 31 присваивает индикатору А значение «1 и передает управление блоку 16.
Алгоритм, пройдя блоки 16-21, определяет новые значения VT, ТА2 и после бло- 5 28 управление передается блоку 32
Блок 32 определяет изменение скорости оста температуры (реквизит UT) за врея TD и-передает управление блоку 33.
Алгоритм, пройдя блоки 29-31, 16-21, 8, 32, определяет новое значение UT.
Блок 33 определяет значение реквизиа иТ больше нуля (скорость роста температуры падает), меньше нуля (скорость роста температуры растет) или равно нулю. Если иТ больше нуля, то управление передается блоку 29 и цикл повторяется. Когда на некотором цикле UT оказывается равно нулю или меньше нуля, фиксируется мо- мент расплавления металла шихты и уарав- ление передается блоку 34. Блок 34 присваивает реквизиту ТМ1 зна- чение реквизита ТМР, которое вводится в блок 6 вычислений заранее как постоянная и равно температуре жидкого металла в печи, определенной экспериментально для момента расплавления металла шихты. Затем управление передается блоку 23.
Блоки 24-27 осуществляют циклическое, с периодом Т определение значения ТМ до отключения печи.
В качестве термопары 5 может быть применена любая термопара для измерения температуры газов в диапазоне до 1500°С. В условиях печи термопара должна быть за- шищена от прямого теплового излучения с зеркала ванны жидкого металла, что может исказить измерение температуры атмосферы печи.
Узел установки термопар приведен на фит-. 2. Термопара крепится на крышке печи. Чувствительный элемент термопары 5 утоплен в конической выемке футеровки 36 крышки, которая со стороны атмосферы печи за- ш,ишена от излучения экраном 37, который крепится к футеровке «ножками. В выемке футеровки имеется канал 38, соединяющий ее с внешней атмосферой. Этот канал обеспечивает проток газа и обтекание им чувствительного элемента термопары.
Таким образом, изобретение позволяет осушествлять контроль за температурой жидкого металла по температуре атмосферы печи на периоде расплавления и перегрева для точного выхода на значения температур расплавления и слива.
Формула изобретения
Устройство контроля температуры жидкого металла в тигельной индукционной печи, содержащее термопару и систему электрооборудования печи с датчиком положения высоковольтного выключателя, отличающееся тем, что, с целью его упрощения, повышения надежности и срока службы, оно дополнительно содержит блок вычислений и
блок контроля и управления, причем чувствительный элемент термопары расположен в крышке печи выше возможного уровня заполнения печи металлом, а пять входов блока вычислений соединены с термопарой, датчиком положения высоковольтного выключателя системы электрооборудования печи и соответственно с первым, вторым и третьим выходами блока контроля и управления, а выход блока вычислений соединен с входом блока контроля и управления.
Перечень реквизитов
Температура жидкого металла (ТМ), С Время периода (Т),с
0
5
5
Оценка времени выполнения периода (ТР), с Индикатор (л), 0;1
Значение температуры термопары в начале длительности дискретности опроса (ТА1),С Значение температуры термопары в конце длительности дискретности опроса (ТА2) , °С Скорость роста температуры предыдущего цикла (VT)3 град/с
Положение высоковольтного выключателя (PV) , 0,1- Положение переключателя периода плавки (Р), 0,1
Выходная информация
Внутренняя информацияИнформация 4 входа
Внутренняя информация
То же
Внутренняя
информация
T-Q же
Информация
2входа
Информация
3входа
Продолжение
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля температуры расплава в индукционной тигельной печи | 1991 |
|
SU1781525A1 |
| Способ управления процессом плавления металла в индукционной чугуноплавильной тигельной печи | 1988 |
|
SU1640175A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ДУГОВЫХ ПЕЧЕЙ | 2019 |
|
RU2731711C1 |
| Способ контроля температуры расплава в индукционной тигельной печи | 1991 |
|
SU1772563A1 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| Устройство для контроля за режимом плавки в мартеновской печи | 1989 |
|
SU1677067A1 |
| Способ контроля содержания углерода в сталеплавильной ванне по расплавлению шихты | 1986 |
|
SU1461768A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА РАСПЛАВЛЕНИЯ ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОПРЕДЕЛЕНИЯ | 2019 |
|
RU2734457C1 |
| Способ управления переплавом в вакуумной дуговой печи | 1990 |
|
SU1786691A1 |
Изобретение относится к области электротермии, точнее к техническим решениям по управлению плавкой индукционной тигельной печи. Целью изобретения является упрощение устройства контроля, повышение его надежности и срока службы. Для достижения поставленной цели согласно изобретению измеряют с помощью термопары 5 температуру атмосферы печи, вычисляют с помощью блока 6 вычислений температуру жидкого металла на периодах расплавления и перегрева, контролируют скорость роста температуры металла с помощью блока 6 и обеспечивают выход на требуемые температуры металла в конце каждого из названных периодов. 3 ил., 1 табл.
Внутренняя информация
То же
Внутренняя информация константа
То же
lofnS
Первое определенное значение температуры жидкого .металла (ТМ1), град
Температура термопары (ТЕ), град
Начальная температура периода перегрева (TN) , град
Внутренняя инфоржтпия
Инфг.рмпция
1 входа
Информация 5 входа
Фиг.г
Фаг.ъ
| Устройство для измерения температуры жидкого металла | 1971 |
|
SU393961A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
