Для уничтожения внутренних раковин шредлагается прокатывать болванку в гвальцах, калиброванных,подобно двутавровому профилю так, чтобы средняя часть подвергалась наибольшему врздействию прокатки, а затем отделялась,от крайних частей, не содержащих в себе усадочных раковин.
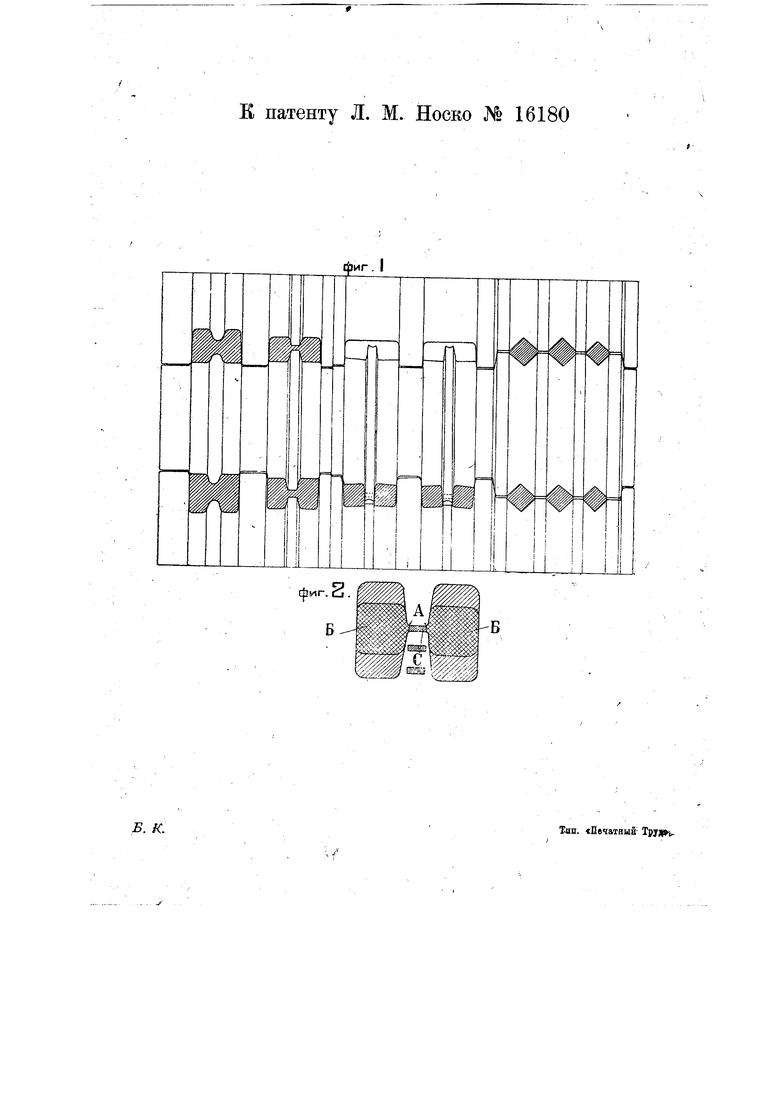
На чертеже фиг. 1 изображает схему последовательных изменений профилей прокатных вальцов; фиг. 2-схему взаимного расположения прокатываемых Частей болванки.
Для достижения поставленной-цели
-болванка сначала подвергается прокатке
в вальцах, калиброванных подобно двутавровому профилю, при чем средняя
часть А подвергается наибольшему обжатию и затем вырезается в одном-из ручьев для окончательного получения двух отдельных квадратных заготовок Ь, тогда как часть С идет в отход.
Предмет патента.
Способ получения прокатанных заготовок без сегрегационных частей, характеризующийся тем, что болванка прокатывается сначала в вальцах, калиброванных подобно двутавровому профилю, после чего средняя, тонкая часть прокатанной полосы вырезается в одном из ручьев, для получения двух отдельных квадратных заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| Способ получения тавровых профилей | 1982 |
|
SU1072930A1 |
| Способ прокатки тонкополосового материала | 1928 |
|
SU42496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОПОДВОДЯЩЕГО РЕЛЬСА | 2002 |
|
RU2217248C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК БАЛОК (ВАРИАНТЫ) | 1993 |
|
RU2125922C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
(

