о
00
ел о
4
Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении.
Целью изобретения является .повышение надежности и качества сборки за счет придания упругому кольцу эллипсоидной формы и изгиба в плоскости, перпендикулярной малой оси эллипса.
На фиг.1 показан автомат, общий вид; на фиг.2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг, 5 - разрез Г-Г на фиг. 3; на фиг. 6-8 - основные этапы процесса сборки.
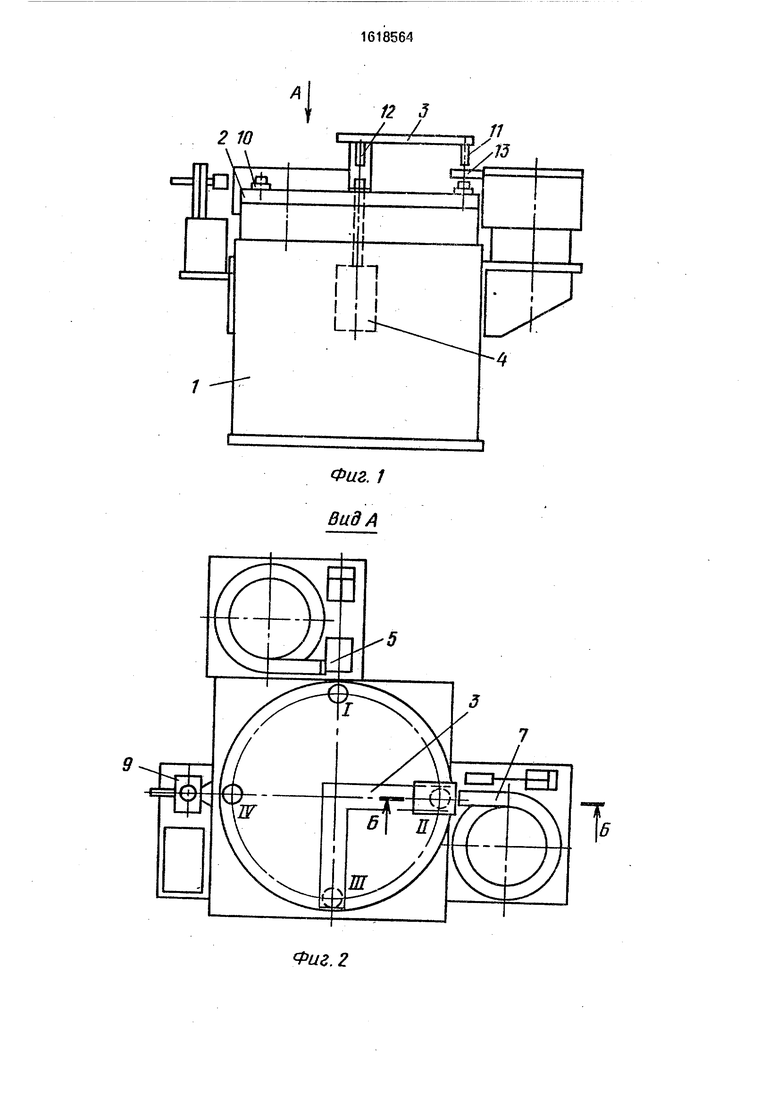
Автомат для установки упругих колец во внутренние канавки базовых деталей содержит станину 1, поворотный стол 2, траверсу 3 с приводом 4 вертикального перемещения, механизм 5 загрузки базовых деталей 6, и механизм 7 загрузки упругих колец 8 и механизм 9 выгрузки собранных изделий. На столе 2 установлены базирующие приспособления - оправки 10, а на траверсе 3 закреплены основной 11 и дополнительный 12 пуансоны. Под пуансоном 11 размещен лоток 13 механизма 7, в котором выполнен сквозной закрытый паз 14. Конец паза 14 выполнен в виде полуокружности, а ширина равна диаметру отверстия в базовых деталях 6, при этом продольная ось пуансона 11 проходит через центр упомянутой полуокружности. Пуансон 11 выполнен ступенчатым, причем радиус нижней ступени 15 равен разности между радиусом отверстия в деталях 6 и диаметр сечения упругих колец 8, а диаметром верхней ступени 16 равен диаметру отверстия в деталях 6. На ступени 16 выполнен копирный вырез 17. Дополнительный пуансон 12 имеет плоскую торцовую поверхность.
Автомат работает следующим образом. На позиции I (фиг.2) с помощью механизма 5 базовая деталь 6 устанавливается на оправку 10. На позиции П механизм 7 подает упругое кольцо 8 в паз 14 лотка 13. При этом кольцо 8 располагается над пуансоном 11 и приобретает эллипсоидную фор- ,му. Затем траверса 3 приводом 4 опускается, и пуансон 11 захватывает кольцо 8 своей верхней ступенью 16, выводит из лотка 13 и частично заводит в канавку базовой детали 6 ( фиг.6). При этом кольцо 8 деформируется и располагается в вырезе
17, а оправка 10 своей верхней торцовой поверхностью способствует заведению нижней части кольца 8 в канавку детали 6. Далее пуансон 11 поднимается, и стол подает подсобранный узел на позицию III, где пуансоном 12 кольцо 8 досылается в канавку базовой детали 6. На позиции IV собранный узел механизмом 9 сбрасывается в тару.
Формула изобретения
1. Автомат для установки упругих колец во внутренние канавки базовых деталей,
содержащий размещенные на станине поворотный стол с базирующими приспособлениями, траверсу с механизмом установки упругих колец, имеющую возможность вертикального перемещения, а также механизмы загрузки базовых деталей и упругих колец и выгрузки собранного изделия, о т - личающийся тем, что, с целью повышения надежности и качества, механизм загрузки упругих колец снабжен лотком с
закрытым сквозным пазом, конец которого выполнен в виде полуокружности, а ширина равна диаметру отверстий в базовых деталях, причем центр указанной полуокружности имеет возможность периодического
совмещения с осью базирующих приспособлений, кроме того, базирующие приспособления выполнены в виде цилиндрических оправок, высота которых равна расстоянию от торцовой поверхности базовых деталей до
нижнего края канавок в них, а механизм установки упругих колец выполнен в виде основного и дополнительного пуансонов, причем основной пуансон выполнен ступенчатым, радиус нижней ступени которого ра0 вен разности между радиусом отверстия в базовых деталях и диаметром сечения упругих колец, а радиус верхней ступени равен радиусу отверстия в базовых деталях, кроме того, на верхней ступени основного пуансо5 на выполнен копирный вырез, расположенный оппозитно относительно конца паза, а продольная ось основного пуансона лежит на одной прямой с центром упомянутой полуокружности.
0 2. Автомат по п.1,отличающийся тем, что дополнительный пуансон выполнен в виде цилиндрического стержня с плоским торцом.
I
cv NO
&
ca
ъ.
I
CO
о
CO
fj en
-fc.
r-r
Щиг.5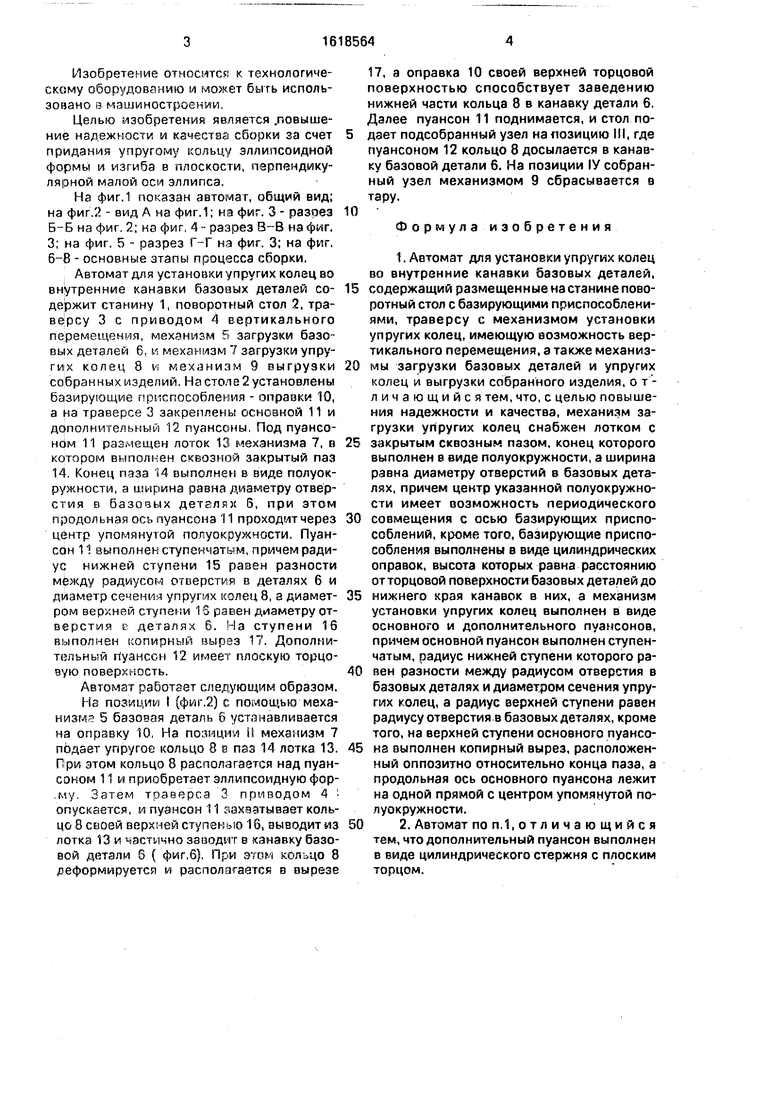
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ САЛЬНИКОВ | 2020 |
|
RU2731350C1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1987 |
|
SU1495040A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1986 |
|
SU1463421A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ | 1967 |
|
SU214248A1 |
| Устройство для установки эла-СТичНыХ КОлЕц | 1979 |
|
SU806347A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к машиностроению и повышает надежность и качество сборки за счет придания упругому кольцу эллипсоидной формы и изгиба в плоскости, перпендикулярной малой оси эллипса. В начале базовая деталь 6 механизмом загрузки устанавливается на оправку 10 и подается под пуансон 11. Упругое кольцо 8 подается в паз лотка 13. При этом оно приобретает эллипсоидную форму и размещается также под пуансоном 11. Затем пуансон 11 опускается, захватывает своей верхней ступенью 16 кольцо 8 и частично заводит его в канавку детали 6. Оправка 10, располагаясь своей торцовой поверхностью напротив нижнего края канавки в детали 6, способствует разведению кольца 8. Далее дополнительным пуансоном, торцовая поверхность которого выполнена плоской, кольцо 8 досылается в канавку детали 6. 1 з.п. ф-лы. 8 ил. 6-6 (Л С
ФигМ
®иг.8
Фиг.7
Шиг.8
| Торцовая фреза | 1980 |
|
SU904922A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
