Известно устройство для установки упругих колец в канавки на наружной цилиндрической поверхности деталей, содержащее нижнюю коническую оправку, рабочий стол и пневмопривод со штоками.
Так как устройство имеет только одну нижнюю коническую оправку, то монтаж двух колец на одну деталь может производиться только на двух рабочих позициях с переустановкой детали, что снижает производительность.
Предложенное устройство отличается от известного тем, что оно снабжено втрой конусной оправкой, установленной в верхней части устройства, верхний конец которой выполнен для надевания на него кольца в виде заходного конуса, взаимодействующего с внутренней полостью разрезного штока пневмопривода осевого перемещения кольца, а на цилиндрической части оправки выполнены пазы, соприкасающиеся с подпружиненными секторами, служащими для установки Оправки в крайнее верхнее положение, причем для удержания нижней оправки в нижнем положении на ее цилиндрической части также изготовлены пазы, контактирующие с качающимися подпружиненными рычагами.
Такое выполнение устройства повышает производительность и позволяет автоматизировать процесс установки двух упругих колец.
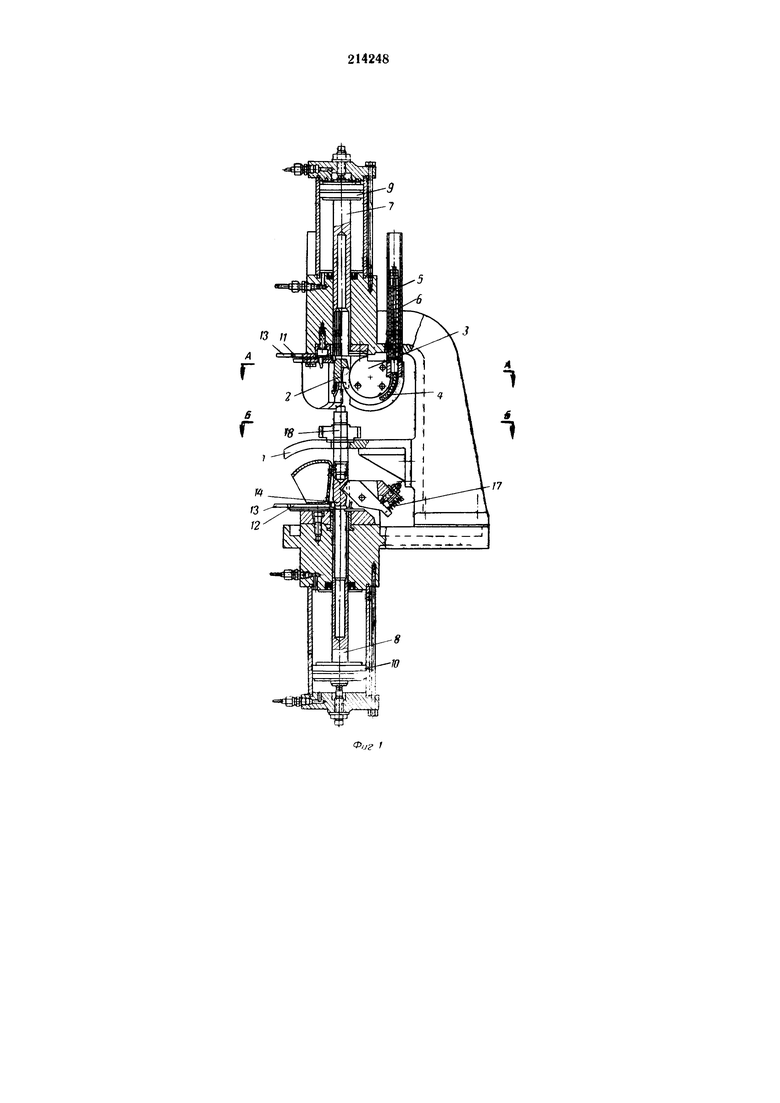
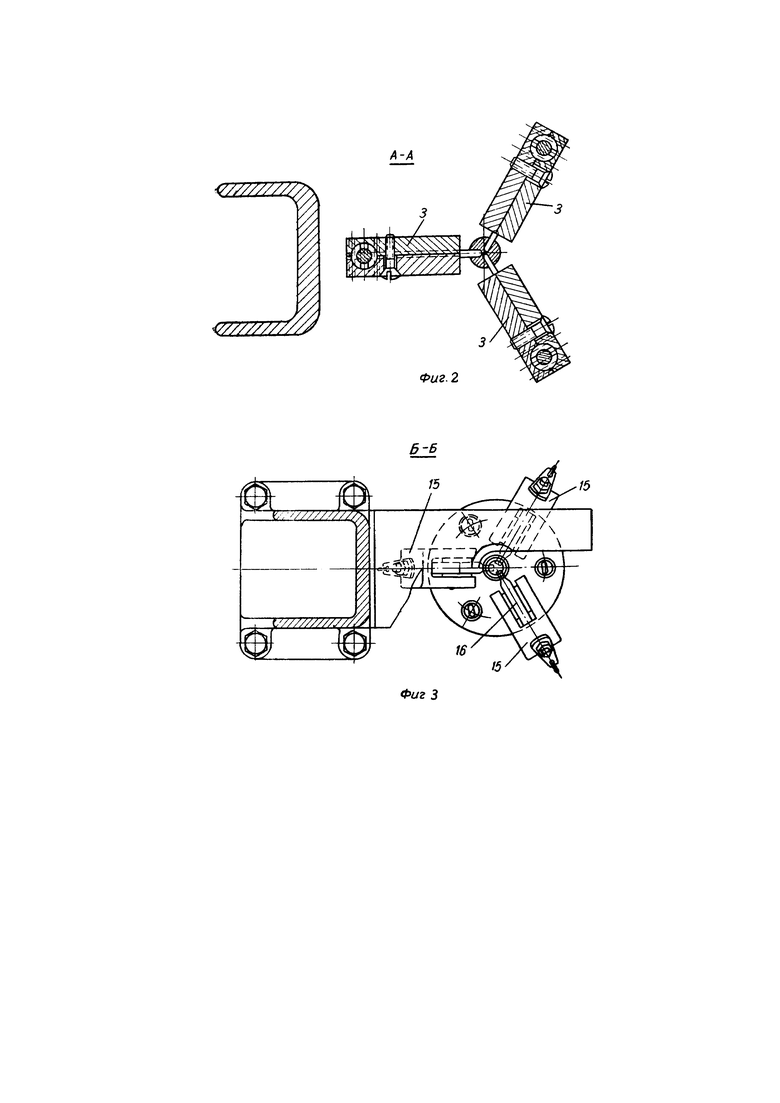
На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез по А-А на фиг. 1; а на фиг. 3 - разрез по Б-Б на фиг. 1.
Устройство содержит стол 1, на котором устанавливаются собираемые детали, верхнюю конусную оправку 2 с механизмом поддержки 3. В последнем установлены три сектора, ролики 4, шток 5 и пружина 6.
Разрезные полые штоки 7 и 8 перемещаются в вертикальном направлении при помощи пневмоцилиндров 9 и 10, приемников 11 и 12, к которым кольцо подается из вибробункера (на фиг. не показаны) по лотку 13. Нижняя конусная оправка 14 имеет механизм поддержки 15, в котором установлены три рычага 16 и пружины 17.
В исходном положении основная собираемая деталь 18 устанавливается на нижнюю конусную оправку 14, которая поддерживается тремя рычагами 16, а упругое кольцо находится под этой конусной оправкой.
Верхняя конусная оправка 2 с упругим кольцом покоится на трех секторах механизма поддержки. При срабатывании верхнего пневмоцилиндра 9 разрезной полый шток 7, опускаясь, нажимает своим торцом на упругое кольцо и оправку 2, досылая его вниз до упора в торец основной собираемой детали 18. При этом секторы, перемещаясь по радиусу, пропускают кольцо и затем снова под действием пружины 6 входят в пазы конусной оправки 2. К этому моменту кольцо проходит через конусную оправку 2, надевается на основную деталь 18 и входит в свою проточку.
Одновременно срабатывает нижний цилиндр 10, при этом разрезной полый шток 8 досылает кольцо через конусную оправку 14 до второй проточки основной детали.
При этом рычаги 16, поворачиваясь на осях, раздвигаются и пропускают кольцо, а затем под действием пружины снова входят в пазы оправки 14. После нажатия копиром на конечный выключатель срабатывает электропневмокран, переключая направление воздуха. Разрезные штоки 7 и 8 возвращаются в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки упругих колец в наружные канавки базовых деталей | 1974 |
|
SU492373A1 |
| Устройство для установки упругих разрезных колец в кольцевые канавки на наружной поверхности цилиндрических деталей | 1986 |
|
SU1324816A1 |
| Устройство для запрессовки щетины в обойму при изготовлении кисти | 1978 |
|
SU867371A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| АВТОМАТ ДЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ ВО ВНУТРЕННИЕ КАНАВКИ БАЗОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2043899C1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для монтажа комплекта эластичных колец в наружные канавки цилиндрических деталей | 1977 |
|
SU740473A1 |
| Машина для образования кольцевых заготовок из матерчатых и т.п. колец | 1958 |
|
SU121933A1 |
Устройство для установки упругих колец в канавки на наружной цилиндрической поверхности деталей, содержащее нижнюю коническую оправку, рабочий стол и пневмопривод со штоками, отличающееся тем, что, с целью повышения производительности и автоматизации процесса установки двух упругих колец, оно снабжено второй конусной оправкой, установленной в верхней части устройства, верхний конец которой выполнен для надевания на него кольца в виде заходного конуса, взаимодействующего с внутренней полостью разрезного штока пневмопривода осевого перемещения кольца, а на цилиндрической части оправки выполнены пазы, соприкасающиеся с подпружиненными секторами, служащими для установки оправки в крайнее верхнее положение, причем для удержания нижней оправки в нижнем положении на ее цилиндрической части также изготовлены пазы, контактирующие с качающимися подпружиненными рычагами.
