(54) УСТРОЙСТВО ДЛЯ НАДРЕЗКИ ЛЕНТЫ СТЕКЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления поперечной резкой ленты стекла | 1988 |
|
SU1618736A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ШЛИФОВАНИЯ ВИНТОВЫХ КАНАВОК РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
RU2031771C1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Устройство для позиционного управления | 1983 |
|
SU1124257A1 |
| Устройство управления летучей пилой | 1979 |
|
SU998017A1 |
| Устройство для контроля параметров ленты на чесальной машине | 1988 |
|
SU1627985A1 |
| Устройство для управления намоточным станком | 1989 |
|
SU1817061A1 |
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
1
Изобретение относится к устройству для надрезки ленты стекла, движущейся на конвейере, и может быть использовано на стекольных заводах, производящих листовое стекло.
Известно устройство для надрезки ленты стекла, содержащее датчик положения ленты стекла с приводом резательной каретки, усилитель, коммутатор, логические элементы И и НЕ, реле времени, усилитель мощности и изолятор, причем датчик положения ленты стекла установлен щарнирно на изоляторе, кинематически связанном с движущейся лентой стекла, и подключен к одному из входов логического элемента И, другой вход которого через последовательно соединенные элемент НЕ и реле времени соединен с одним из выходов коммутатора, другой выход которого подключен к приводу резательной каретки, а вход коммутатора через усилитель мощности соединен с выходом логического элемента И 1.
Известно и другое устройство для надрезки ленты стекла, содержащее наклонный по ходу движения ленты направляющий рельс с кареткой, датчик перемещения ленты, блок задания размера отрезаемого листа.
блок командного управления движением каретки, электропривод каретки и конечные выключатели, установленные на направляющем рельсе 2.
Недостатком известных устройств является то, что в них номинальная скорость режущего инструмента жестко определяется конструктивными параметрами устройства и сильно зависит от скорости вытягивания ленты стекла. Другой недостаток состоит в том, что положение наносимой линии реза на ленте стекла зависит от начального положения каретки на направляющем рельсе в момент пуска двигателя и от случайных возмущений, действующих в течение времени разгона каретки до скорости, определяемой условием, что ограничивает точность нанесения линии надрезки.
Цель изобретения - повыщение точности нанесения реза ленты стекла.
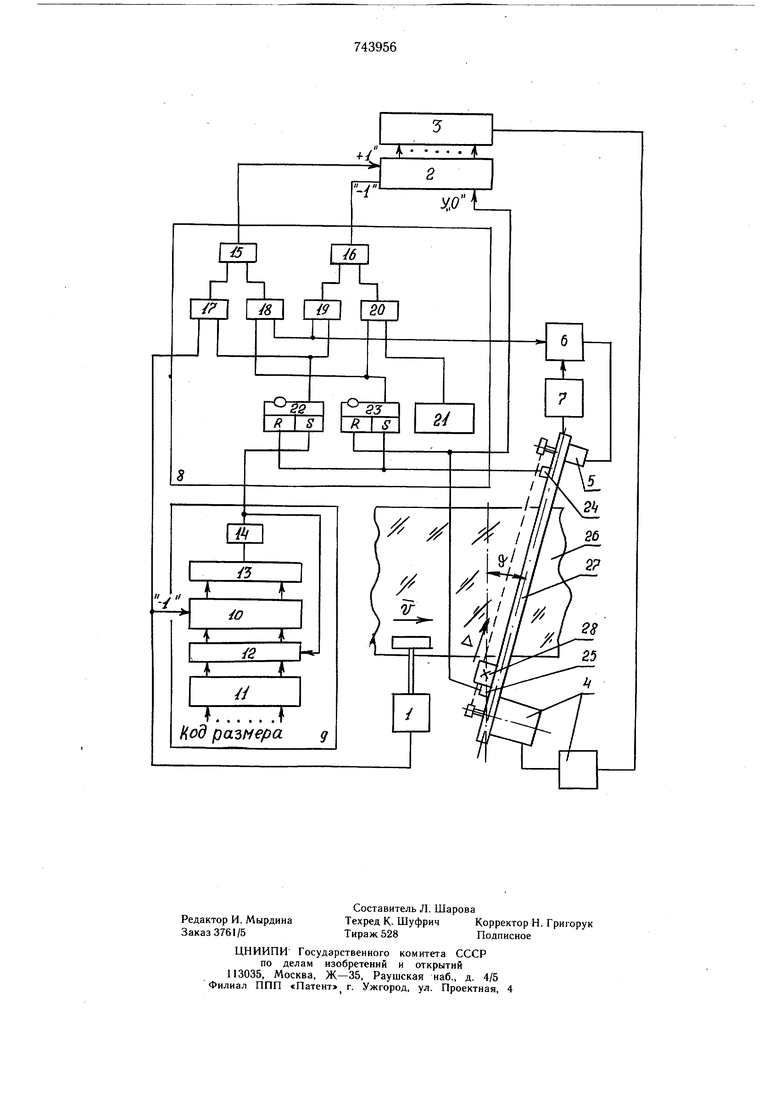
Эта цель достигается тем, что устройство для надрезки ленты стекла, содержащее 20 наклонный по ходу движения ленты направляющий рельс с кареткой, датчик перемещения ленты, блок задания размера отрезаемого листа, блок командного управления движением каретки, электропривод каретки и конечные выключатели, установленные на направляющем рельсе, снабжено реверсивным счетчиком, преобразователем, датчиком перемещения каретки, делителем частоты и датчиком углового положения направляющего рельса, причем выходы реверсивного счетчика подключены к соответствующим входам преобразователя, выход которого соединен с электроприводом каретки, один из входов реверсивного счетчика подключен к одному из выходов блока командного управления движением каретки и к одному из конечных выключателей, датчик перемещения каретки подключен к выходу делителя частоты, один из входов которого соединен с датчиком углового положения направляющего рельса, а другой вход делителя частоты подключен к другому входу реверсивного счетчика, датчик перемещения ленты через блок командного управления движением каретки соединен с соответствующим входом реверсивного счетчика и через блок задания размера отрезаемого листа - с другим входом блока командного управления движением каретки, а другой конечный выключатель подключен к соответствующему выходу блока командного управления движением каретки. Устройство представлено на чертеже. Оно состоит из датчика 1 перемещения ленты стекла, реверсивного счетчика 2, цифроаналогового преобразователя 3, электропривода 4 каретки, датчика 5 перемещения каретки, делителя 6 частоты, датчика 7 углового положения направляющего рельса, блока 8 командного управления движением и блока 9 задания размера отрезаемого листа. Блок 9 задания размера состоит из двоичного счетчика 10, триггерного регистра 11, выпрямителя 12, логического элемента 13 И и формирователя 14. Блок командного управления движением состоит из логических элементов 15, 16 ИЛИ, элементов 17, 18, 19, 20 И, генератора 21 импульсов, триггеров 22, 23 и конечных выключателей 24, 25. Кроме того, оно содержит ленту 26 стекла, рельс 27 и каретку 28 с движущимся инструментом. Устройство рабоотает следующим образом. Импульсы от датчика перемещения ленты поступают на вход «-1 счетчика 10. Когда в счетчике 10 устаршвливается нулевой код на выходе элемента 13, входы кото-л рого подключены к нулевым выходам триггеров счетчика 10, появляется импульс, передним фронтом которого запускается формирователь 14. Последний вырабатывает стартовый импульс запуска устройства надрезки ленты стекла. Этим же импульсом в счетчик 10 через выпрямитель 12 из регистра 11 заносится код размера следующего отрезаемого листа. Счетчик 10 работает далее описанным способом до момента получения следующего стартового импульса и т.д. Стартовый импульс устанавливает триггер 22 в «1. Триггер 22 открывает выпрямитель 12. В образованной систе.ме автоматического управления реверсивный счетчик 2 выполняет функции элемента сравнения текущих положений ленты стекла и каретки. В счетчике 2 в каждый момент времени присутствует цифровой код, который с точностью до постоянного множителя равен отклонению положения наносимой линии надрезки от идеально необходимого. Этот код преобразуется с помощью преобразователя 3 в напряжение, которое управляет электроприводом 4, причем система управления стремится уменьщить этот сигнал. В результате каретка с режущим инструментом перемещается по направляющему рельсу синхронно с перемещением ленты стекла, что приводит к высокой точности положения линии надрезки. При достижении кареткой противоположного конца направляющего рельса срабатывает конечный выключатель 24, который устанавливает триггер 22 в «О, а триггер 23 - в «1, что приводит к переключению входов счетчика 2, а именно: вход «+1, соединяется с датчиком перемещения каретки, а вход «-1 - с генератором 21 импульсов. После этих переключений в с.хеме каретка изменяет направление своего движения и ,со скоростью, определяемой частотой импульсов генератора 21, возвращается в исходное состояние. Остановка каретки осуществляется по команде конечного выключателя 25, который устанавливает триггер 23 и счетчик 2 в исходное состояние. Предполагается, что напряжение питания на двигатель привода каретки подается лищь тогда, когда включен один из триггеров 22, 23, причем триггер 22 управляет также опусканием режущего инструмента. Важно отметить, что расстояние, которое каретка по инерции проходит после выключения двигателя, фиксируется в счетчике 2, и таким образом начальное положение каретки автоматически учитывается в следующем цикле работы устройства. Регулирование скорости резания в устройстве достигается применением датчика 7 углового положения и управляемого делителя 6 частоты. В установивщемся режиме движения каретки в силу равенства частот сигналов, поступающих на входы счетчика 2, должно выполняться соотнощение где Дд UK 1 в2нты расстояния, соответствующие поступлению одного импульса соответственно с датчиков перемещения ленты стекла и каретки; А - коэффициент передачи управляемого делителя частоты. Из этого следует, что A (2) Угол установки направляющего рельса определяется из условия V VSinQno заданной скорости ленты и желаемой скорости резания, устанавливаемой из технологических соображений. Датчик 7 углового положения направляю щего рельса должен выполнять функциональное преобразование (2). Однако на практике достаточно, если угол наклона рельса может принимать значения из заданного ряда фиксированных значений. Датчик углового положения направляющего рельса состоит из набора конечных выключателей, установленных на станине устройства таким образом, что при выборе некоторого фиксированного значения угла замыкается соответствующий конечный выключатель. Формула изобретения Устройство для надрезки ленты стекла, содержащее наклонный по ходу движения ленты направляющий рельс с кареткой, датчик перемещения ленты, блок задания размера отрезаемого листа, блок командного управления движением каретки, электропривод каретки и .конечные выключатели, установленные на направляющем рельсе, отличающееся тем, что, с целью повыщения точности нанесения реза, оно снабжено ревер6сивным счетчиком, преобразователем, датчиком перемещения каретки, делителем частоты и датчиком углового положения направляющего рельса, «причем выходы реверсивного счетчика подключены к соответствующи.м в.хода.м преобразователя, выход которого соединен с электроприводом каретки, один из входов реверсивного счетчика подключен к одному из выходов блока командного управления движением каретки и к одному из конечных выключателей, датчик перемещения каретки подключен к выходу делителя частоты, один из входов которого соединен с датчиком углового положения направляющего рельса, а другой вход делителя частоты подключен к другому входу реверсивного счетчика, датчик перемещения ленты через блок командного управления движением каретки соединен с соответствующим входом реверсивного счетчика и через блок задания размера отрезаемого листа - с другим входом блока командного управления движением каретки, а другой конечный выключатель подключен к соответствующему выходу блока командного управления движением каретки. Источники информации, принятые во вни иание при экспертизе 1.Авторское свидетельство СССР № 582219, кл. С 03 В 33/02, 1976. 2.Патент Японии №49-45691, серия 2(3), 154(429), 1974 (прототип). т:I Hod раъмера g /. I I.
