Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката
Цель изобретения - улучшение эксплу- тационных свойств профилей
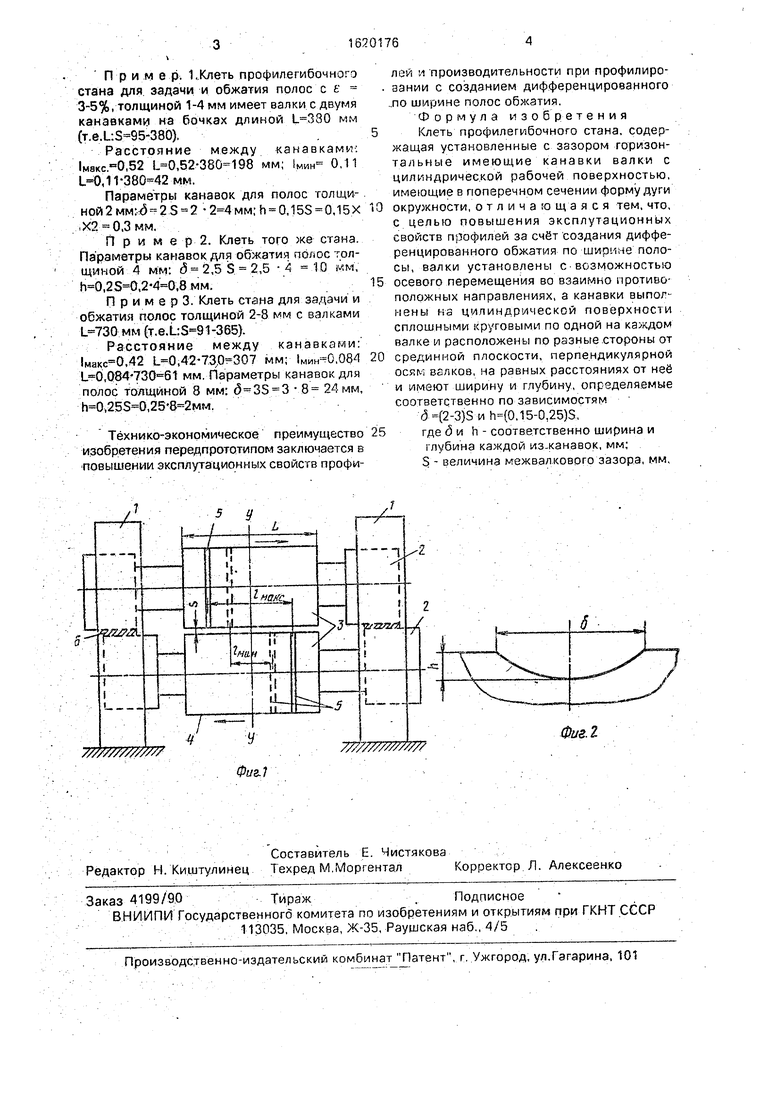
На фиг 1 схематично показана клеть профилегибочного стана; на фиг.2 - канавки на валках клети, поперечное сечение
В проемах станин 1 установлены подушки 2 увеличенной ширины, являющиеся опорами верхнего и нижнего задающих валков 3 с бочками 4 длиной L и с канавками 5 на бочках. Межвалковый зазор S установлен с помощью нажимных винтов (не показаны) и прокладок 6, расположенных между подушками. Наибольшее расстояние между канавками (при отсутствии смещения валков) 1макс,0,42 L или 0,52 L, наименьшее (при максимальных смещениях валков, показанных стрелками) 1мин 0,084 L или OJ1L, Канавки (по одной на каждом валке) расположены по разные стороны от продольной оси уу стана
Канавки имеют глубину h-(0,15-0,25) S и ширину д (2-3) S, причём 5 h- 10-15. Валки 3 установлены с возможностью осевого перемещения во взаимно противоположных направлениях
Клеть работает следующим образом.
Перед подачей профилируемой полости в клеть величину межвалкового зазора S устанавливают меньше толщины полосы, чтобы обеспечить её обжатие на 3-5%, предварительно установив I, равное расстоянию между центрами радиусов изгиба профиля по горизонтали.
Полоса получает равномерное обжатие по ширине за исключением участков, соответствующих канавкам на бочках валков. Для изменения расстояния I между канавками необходимо поднять нажимные винты и сдвинуть валки на соответствующую величину в направлении оси и в противоположные стороны.
О ND О
XI
О
Пример. 1.Клеть профилегибочнэго стана для задачи и обжатия полос с е 3-5%, толщиной 1-4 мм имеет валки с двумя канавками на бочках длиной мм (т.е.1 :3 95-380),
Расстояние между канавками 1м8кс.,52 ,52-380 198 мм, Мин 0,11 ,11-380 42 мм.
Параметры канавок для полос голщи- ной2мм: 5 23 2 h 0,15S 0,15x ,Х2 0,Змм.
П р и м е р 2. Клеть того же стана Параметры канавок для обжатия полос гоп- щиной 4 мм: и 2,5 S 2,5 4 10 ,м, ,,,8 мм.
П р и м е р 3. Клеть стана для задачи и обжатия полос толщиной 2-8 мм с валками мм (т, e.L: Sfc91-3 65).
Расстояние между канавками: 1макс 0,42 L-0,42-73,0-307 мм; ,084 ,084-730 61 мм. Параметры канавок для полос толщиной 8 мм: ( 3 8 24мм, ,,.
Технико-экономическое преимущество изобретения передпрототипом заключается в повышении эксплутационных свойств профилеи и производительности при профилировании с созданием дифференцированного по ширине полос обжатия.
Формула изобретения Клеть профилегибочного стана, содержащая установленные с зазором горизонтальные имеющие канавки валки с цилиндрической рабочей поверхностью, имеющие в поперечном сечении форму дуги окружности, отличающаяся тем, что, с целью повышения эксплутационных свойств ппофилей за счёт создания дифференцированного обжатия по ширине полосы, валки установлены с возможностью осевого перемещения во взаимно противо положных направлениях, а канавки выполнены из цилиндрической поверхности сплошными круговыми по одной на каждом валке и расположены по разные стороны от срединной плоскости, перпендикулярной OCSN вглков, на равных расстояниях от неё и имеют ширину и гпубину, определяемые соответственно по зависимостям 5(2-3)ЗиН(0,15-0,25)5, где 6 и h - соответственно ширина и лубина каждой из.канавок, мм; S - величина межвалкового зазора, мм.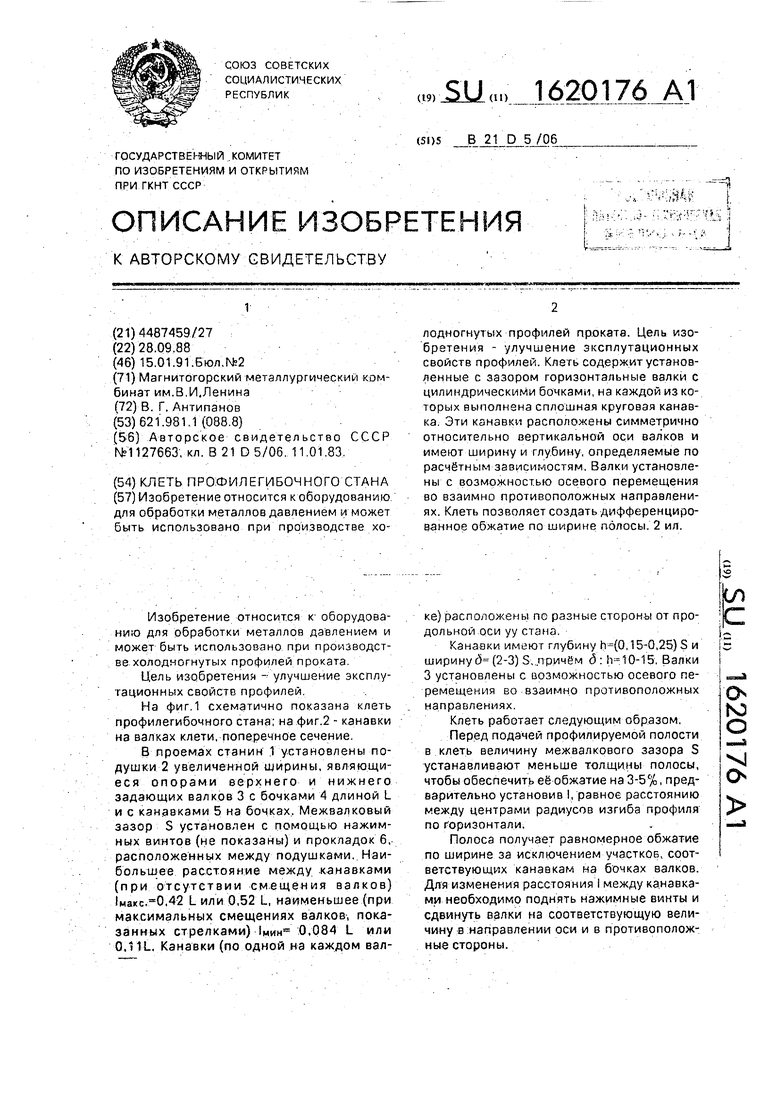
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2335365C2 |
| Профилегибочный агрегат | 1990 |
|
SU1727943A1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187398C2 |
| Клеть профилегибочного стана | 1982 |
|
SU1015961A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
Изобретение относится к оборудованию для обработки металлов давлением л может быть использовано при производстве холодногнутых профилей проката. Цель изобретения - улучшение зксплутационных свойств профилей. Клегь содержит установленные с зазором горизонтальные валки с цилиндрическими бочками, на каждой из которых выполнена сплошная круговая канавка Эти канавки расположены симметрично относительно вертикальной оси валков и имеют ширину и глубину, определяемые по расчётным зависимостям. Валки установлены с возможностью осевого перемещения во взаимно противоположных направлениях. Клеть позволяет создать дифференцированное обжатие по ширине полосы. 2 ил.
| Верхние ролики машины для многопереходного профилирования ободьев колес | 1983 |
|
SU1127663A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
