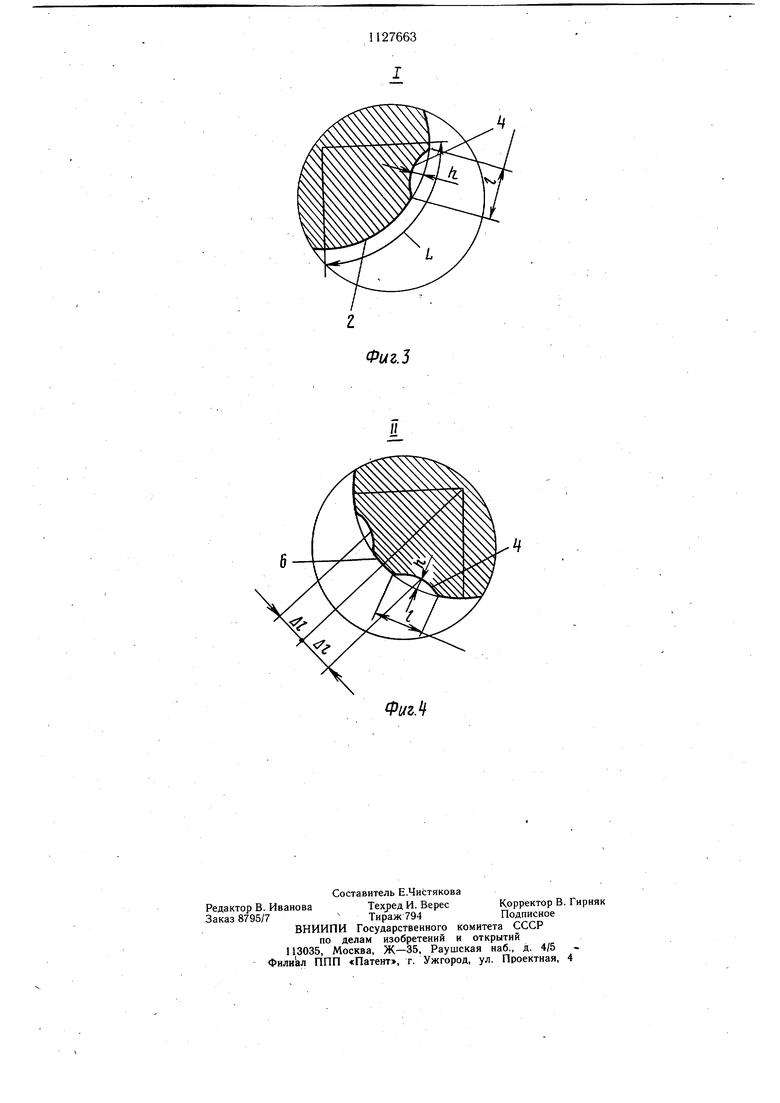
Изобретение относится к обработке металлов давлением, например к устройствам для изготовления автомобильных и тракторных колес. Наиболее близким к изобретению является устройство роликов для профилирования ободьев колес, включающее среднюю часть цилиндрической формы с закруглениями торцов по дуге окружности 1. Недостатком известного устройства является значительная вытяжка металла в местах радиусных переходов, что приводит к утонению обода и, как правило, вынужденному увеличению толщины исходной заготовки. Целью изобретения является повышение качества обода путем уменьшения утонения металла в местах изгиба. Цель достигается тем, что в верхних роликах машины для многопереходного профилирования ободьев колес, имеющих рабочую часть в виде цилиндрической поверхности и закруглений, соединяющих цилиндрическую поверхность с торцами, закругления роликов предпоследнего и последнего переходов выполнены со знакопеременной кривизной, при этом закругления предпоследнего перехода имеют одну впадину, начинающуюся в месте перехода торцовой части в закругление, глубиной, не превышающей 0,1-0,2 радиуса закругления, длиной, равной -|- - - длины дуги закругления, а закругления роликов последнего перехода выполнены с двумя впадинами, расположенными на равном расстоянии от центра закругления, при этом длина выступа. расположенного между, ними, равна Йлинё, впадины на предпоследнем переход -. На фиг. 1 показаны ролики для-профи- ., лирования ободьев колес предпоследнего перехода; на фиг. 2 - то же, для последнего перехода; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел П.на фиг.-2. , : Ролики представляют собой ЦИлиндры L с закругленными торцами 2 по дуге окружности. Ролики предпоследнего перехода 3 имеют впадины 4 в местах, серединь перегя-. бов на готовом профиле с максимальной глубиной h, равной 0,1-0,2 радиуса закругления, и длиной Ео , травной -|- - -|; Дли-/ ны дуги закругления. Ролики последнего перехода 5 имеют по две аналогичныевпа- дины 4, смещение которых А Е равно длине впадин на предыдущем переходе, и выступ 6. Обечайка (не показана) подается на профилировочные ролики 3, имеющие впади- ны 4. При профилировании обечайки на промежуточных роликах 3 в местах наличия впадин 4 образуется некоторый накат, отпечаток (увеличение толщины). После этого обечайка передаётся на ролики 5 последней операции, имеющие две впадины 4 со смещением. При профилированиипроисходит плавное перераспределение образовавшихся «излишков металла по всему радиус1ному закруглению, что уменьшает утонение металлу и, следовательно, ведет к улучщению качества колес, уменьшению расхода металла для их изготовления за счет йрименения заготовки меньшей толщины.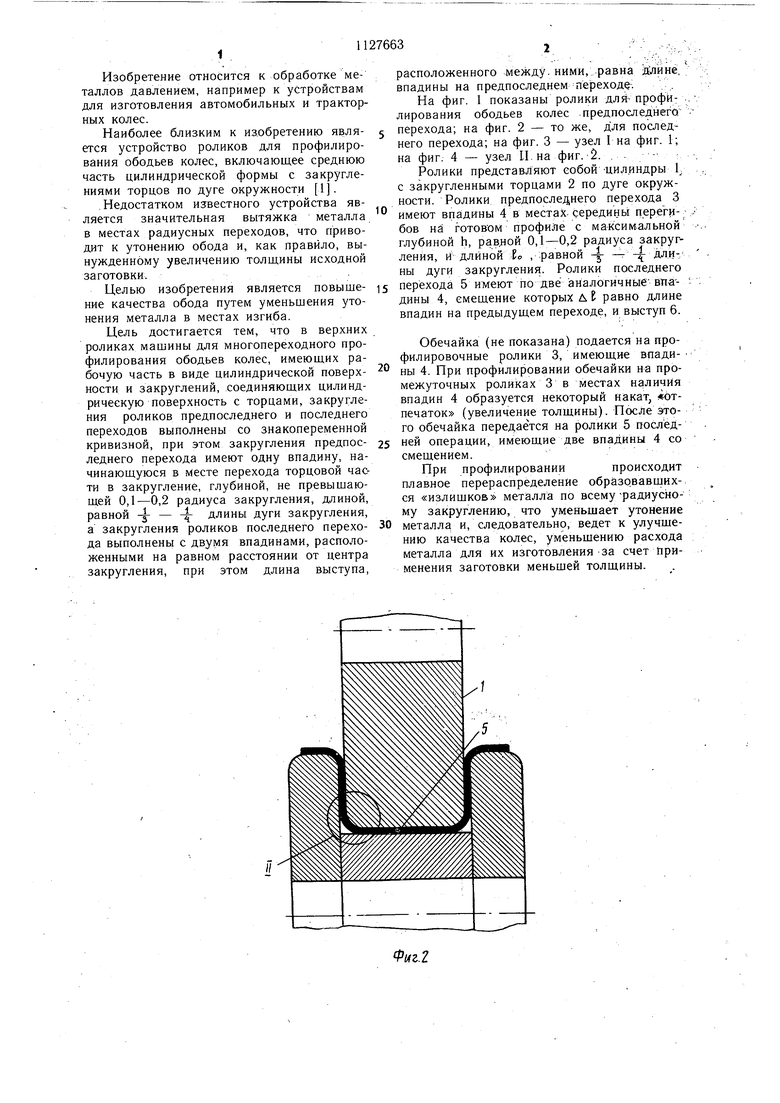
| название | год | авторы | номер документа |
|---|---|---|---|
| Верхние ролики для многопереходного профилирования ободьев колес | 1987 |
|
SU1433603A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1983 |
|
SU1125081A1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |
| Способ изготовления ободьев колес | 1988 |
|
SU1532164A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1611525A1 |
| Способ изготовления ободьев для колес | 1986 |
|
SU1666254A1 |
| Способ профилирования ободьев для колес | 1988 |
|
SU1588471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
ВЕРХНИЕ РОЛИКИ МАШИНЫ ДЛЯ МНОГОПЕРЕХОДНОГО ПРОФИЛИРОВАНИЯ ОБОДЬЕВ КОЛЕС, имеющие рабочую часть в виде цилиндрической поверхности и закруглений, соединяющих цилиндрическую поверхность с торцами, отличающиеся тем, что, с целью повыщения качества обода путем уменьшения утонения металла в местах изгиба, закругления роликов предпоследнего и последнего переходов выполнены со знакопеременной кривизной, при этом закругления предпоследнего перехода имеют одну впадину, начинающуюся в месте перехода торцовой части в закругление, глубиной, не превышаю.щей 0,1-0,2 радиуса закругления, длиной, равной - - - .длины дуги закругления, а закругления роликов последнего перехода выполнены с двумя впадинами, расположенными на равном расстоянии от центра закругления, при этом длина выступа, расположенного между ними, равна длине впадины на предпоследнем переходе.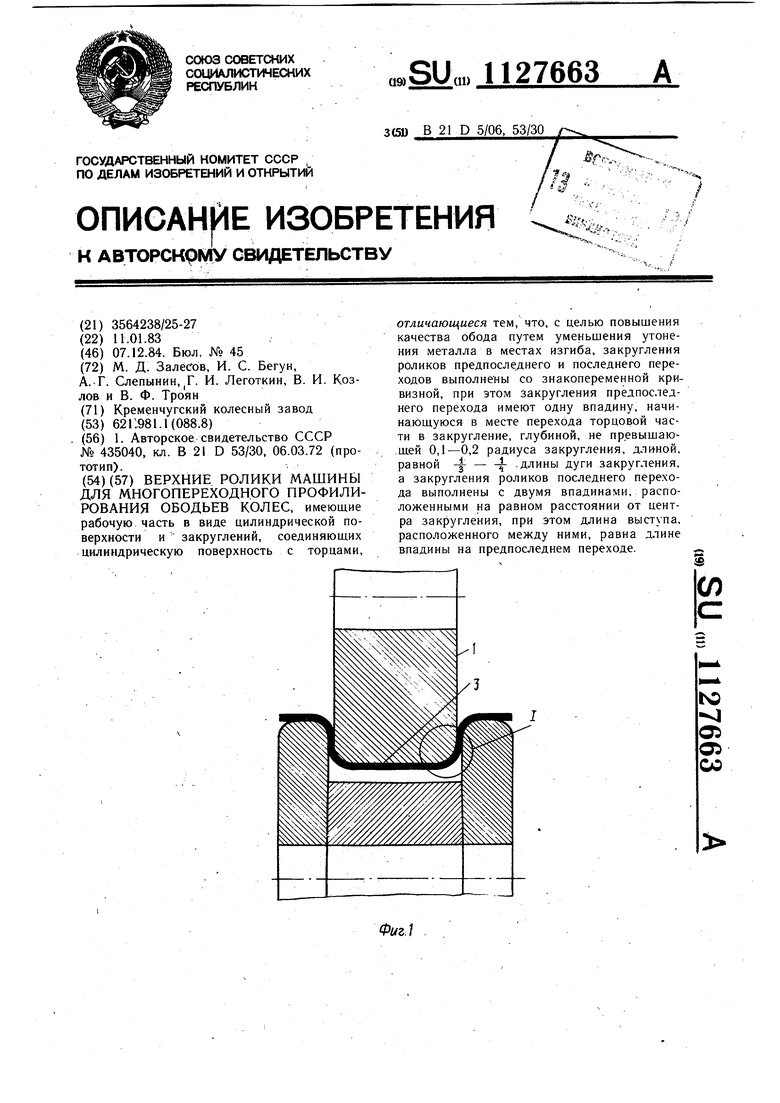
I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДЬЕВКОЛЕС | 1972 |
|
SU435040A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
