Изобретение относится к станкостроению и может найти применение. в машиностроении при обработке резьбовых и других изделий с винтовыми канавками, например червяков., ходовых винтов, шнеков и т.п.
Известен станок для обработки винтовых .канавок дисковым режущим инструментом, содержащий шпиндель заготовки с приводом, инструментальный шпиндель с приводом и привод продольного перемещения инструмента 1.
Недостатком известного станка являются узкие технологические возможноЬти,ограниченные обработкой лишь 1винтовых канавок постоянного шага на ци (Линдрическихдеталях. Этот станок не позволяет,в частности,нарезать винтовые канавки на некруглых деталях, винтовые -канавки переменного шага и глуби ны.
Цель изобретения - расширение , нологических возможностей.
Указанная цель достигается тем, что станок, содержащий шпиндель., несущий .заготовку, инструментальный шпиндель,приводы обоих шпинделей,привод продольного перемещения инструмента, снабжен приводом поперечного пеоемещения инструмента и приводом его поворота относительно направления об раОатываемой винтовой канавки, связанными с приводом шпинделя заготовки.
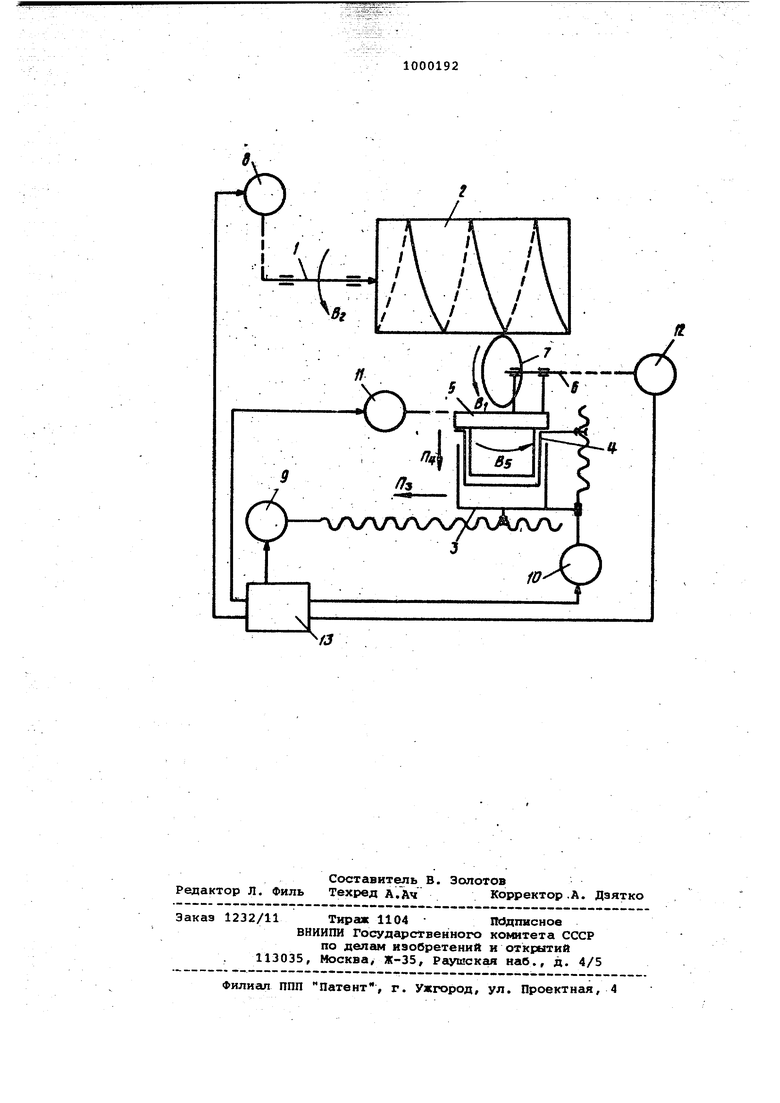
На чертеже изображена структурная схема предлагаемого станка.
Станок содержит шпиндель 1, несущий заготовку 2, продольный суп10порт 3, поперечный суппорт 4, на котором смонтирована фрезерная или шлифовальная головка5. В головкеч смонтирован инструментальный шпиндель 6,. несущий дисковый инструмент
15 7, например фрезу или шлифовальный круг. Головка 5 выполнена поворотной относительно направления обраба тываемой винтовой канавки.
Станок имеет управляеглле по прог
20 рамме: привод 8 вращения шпинделя 1, привод 9 продольного перемещения суппорта 3, -привод 10 поперечного перемещения суппорта 4, привод 11 поворота головки 5 вокруг оси враще 25 ния ипинделя 1, и привод 12 вращения инструментального шпинделя 6.
Управление приводами осуществляется от систекы 13 числового программного управления. Станок, кроме {обработки винтовых канавок на fpyr30лых деталях, может работать в следукхдих режимах: обработка винтовых камавок постоянного шага на конических летаяях, обработка винтовых канавок переменного шага на цилиндрических деталях и обработка винтовых канавок переменного шага на коничес шх деталях. Каждый из указанных ре КИМОВ может быть реализован в двух заЬиантах: для обработки винтовых ка наврк постоянной или переменной глубины. . При замене дискового инструмента на червячный предлагаемый станок поз воляет, кроме того, обрабатывать по методу обкатки зубчатые колеса, шлиЦевые валы, некруглые валы и другие изделия. При обработке винтовых канавок на Некруглых деталях, когда одновременно участвуют в работе все приводы и .Механизмы станка, привод 1-1 сообщает .вращательное движение В шпинделю бЬ инструментом 7, которое осуществля ётся со скорЬстью резания. . Шпиндель 1 с заготовкой 2 получае вращательное движение В. от привода 8. Одновременно от приводов 9 и 10 инструмент 7 получает продольное П и поперечное П. прямолинейные перемещения, обеспечивающие совместно с вращением B-f винтовое относительное движение инструмента и заготовки. Продольное движение П суппбрта 3 и вращение В заготовки взаимосвяЬаны так, что за время одного оборота заготовки суппорт 3 :перемещается вдоль оси ее вращения на шаг нарезаемой канавки. Для стабилизации скорости результирующей подачи инструмента вдоль винтовой линии вращение шпинделя 1 с заготовкой осуществляется с переменной угловой скоростью. Соответственно, движение П суппорта 3 также осуществляется с переменЬой скоростью при сохранении указанного соотношения между этими движениями. i Поперечное перемещение nj суппорfra 4 взаимосвязано с вращением В Шпинделя 1 В соответствии с изменением формы поперечного сечения заготовки 2. , наклона винтовой канавки, нарезаемой на некруглой детали, непрерывно изменяется в соответствии с изменением радиуса ее поперечного сечения. В этой связи одновременно с перечисленными движениями для ориентации инструмента (.плоскости его вращения по направлению винтовой канавки V головке 5 от привода 11 сообщается непрер«лвнЫй поворот Be вокруг оси, перпендикулярной оси вращения шпинделя 1. Это движение головки 5 функционально связано с вращением шпинделя 1 гак, что независимо от текущего значения угла наклона винтовой канавки плоскость вращения инструмента касательна к траектории его относительного винтового движения. Взаимосвязь между движениями В, П, П J и обеспечивается системой |13 программного управления. Аналогично работает станок при обработке винтовых канавок с посто:янной И переменной глубиной постоян-. ;ного и переменного шага на конических деталях. /. Обработка винтовых канавок посто нногЪ шага на цилиндрических деталях .Осуществляется при неподвижной головке 5, при этом при обработке канавок с переменной глубиной используётся привод 10. Переход от одного режима работы к другому осуществляется заменой управляющей программы и сменой режущего инструмента. Таким образом, предлагаемый станок по сравнению с базовым имеет техническое преимущество, состоящее в наличии управляемых по программе привода поперечного перемещения и привода угловой I ориентации инструмента, что делает предлагаемый станок более универсальным по сравнению с базовым, так как позволяет решать практически все задачи, связанные с обработкой винтовых канавок: обработка винтовых канавок на .круглых и некруглых деталях постоянного и переменного шага, постоянной и переменной глубины. Таким образом, технико-экономический эффект изобретения состоит в существенном повышении универсаль-. .ности станка, которая является одним ;иэ основных показателей эффективнос.ти любого металлорежущего станка. Формула изобретения Станок для обработки винтовых канавок дисковым режущим инструментом, содержащий шпиндель заготовки с приводом, инструментальный шпиндель с приводом и привод продольного перемещения инструмента, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен приводом поперечного перемещения инструмента и приводом его поворота относительно направления обрабатываемой винтовой канавки, связанными с приводом шпинделя заготовки. . V Источники информации, .принятые во внимание при экспертизе 1. Металлорежущие станки. Под редакцией Н.А.Ачеркана. М., Мшиино;строение, 1965, с. 521, фиг. Ш, 31в.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки резьб и шлицев переменного шага | 1981 |
|
SU992143A2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Станок для обработки винтовых поверхностей с переменным шагом | 1981 |
|
SU990448A2 |
| Станок для обработки резьб и шлицев переменного шага | 1980 |
|
SU931338A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Зуборезный станок | 1981 |
|
SU986657A1 |