Изобретение относится к контактной сварке, в частности к способам контактной рельефной сварки, преимущественно стержня с плоской деталью, сварное соединение которых значительно нагружено.
Целью изобретения является повышение качества сварног.о соединения при контактной рельефной сварке вследствие повышения прочности.
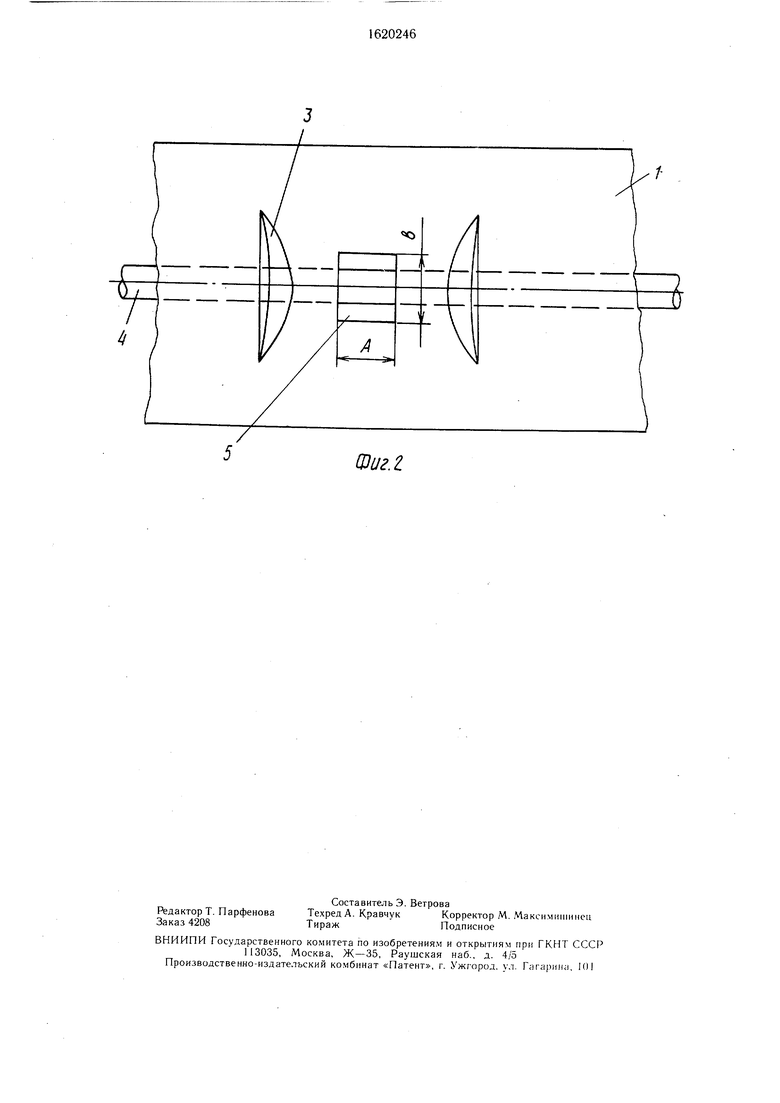
На фиг. 1 показаны свариваемые стержень и плоская деталь перед контактной рельефной сваркой, вид спереди; на фиг. 2 - то же, вид сверху.
В свариваемой плоской детали 1 выполняют два рельефа 2. При этом по крайней мере один из рельефов 2 выполняют пробивкой и отбортовкой края отверстия 3,
противоположного второму рельефу 2 При сварке детали 1 относительно больших размеров второй рельеф 2 также выполняют пробивкой и отбортонкой края отверстия 3, противоположного первому рельефу 2. При сварке детали 1 относительно малых размеров второй рельеф 2 выполняют отбортовкой кромки детали 1, противоположной первому рельефу 2. Кроме того, длину и высоту рельефов 2 выбирают из условия рав- нопрочности сварного соединения свариваемому стержню 4. Между рельефами выполняют отверстие 5. При этом продольным А и поперечный В размеры отверст ня о выбирают из выражений:
А С лЈ 2/4Д;
,
0
го
о ю
Јъ
CU
го
где С - расстояние между рельефами;
D - диаметр стержня 4;
Л - толщина детали 1.
Свариваемые поверхности детали 1 и стержня 4 подготавливают и устанавливают между электродами машины для контактной рельефной сварки. Установленные деталь 1 и стержень 4 сваривают.
При использовании изобретения в процессе контактной рельефной сварки стержня с плоской деталью выравнивают теплоот- вод в свариваемые детали от места сварки, при этом оптимизируется температура нагрева на их свариваемых поверхностях, повышается прочность сварного соединения. Тем самым повышается качество соединения.
Регламентирование продольного размера отверстия детали выполняют, исходя из равенства теплоотводящих сечений стержня и детали. Регламентирование поперечного размера отверстия выполняют, исходя из предотвращения теплоотвода в деталь в продольном направлении.
Контактную рельефную сварку звеньев цепи из стали марки 23Г2А калибром 14X80 мм с кронштейном из стали марки СтЗ толщиной 8 мм транспортера ТСН- 160А выполняли следующим образом.
В свариваемых кронштейнах выполняли по два оельефа. При этом первый рельеф выполняли пробивкой и отбортовкой края отверстия, противоположного второму рельефу, а второй рельеф выполняли отбортовкой кромки кронштейна, противоположной первому рельефу. Кроме того, между рельефами выполняли отверстие. Размеры отверстия: продольный 19 мм; поперечный 14 мм. Размеры рельефа: продольный 40,0 мм; высота 4,7 мм.
Свариваемые поверхности свариваемых звеньев и кронштейнов подготавливали по
обычной технологии. Подготовленные звенья и кронштейны устанавливали между электродами сварочной машины. Установленные звенья и кронштейны сваривали по обычной технологии.
Применение изобретения при контактной рельефной сварке стержня с плоской деталью на 15-20% повышает прочность сварного соединения.
Формула изобретения
1.Способ контактной рельефной сварки по авт. св. № 1247212, отличающийся
тем, что, с целью повышения качества сварного соединения вследствие повышения прочности, в свариваемой плоской детали выполняют два рельефа, по крайней мере один из рельефов выполняют пробивкой и отбортовкой края отверстия, противополож- ного второму рельефу, между рельефами выполняют отверстие, а продольный А и поперечный В размеры отверстия выбирают из выражений
Л С-яЈ 2/4Д; ,
где С - расстояние между рельефами; D - диаметр свариваемого стержня; А -толщина детали.
2.Способ по п. 1, отличающийся тем, что при сварке детали относительно больших размеров второй рельеф также выполняют пробивкой и отбортовкой края отверстия, противоположного первому рельефу.
3.Способ по п. 1, отличающийся тем, что при сварке детали относительно малых
размеров, второй рельеф выполняют отбортовкой кромки детали, противоположной первому рельефу.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1622101A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
| Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки | 2015 |
|
RU2627082C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ СВАРНОЙ ЗАГОТОВКИ | 2013 |
|
RU2578877C2 |
Изобретение относится к способам контактной рельефной сварки преимущественно стержня с плоской деталью, сварное соединение которых значительно нагружено. Целью изобретения является повышение качества сварного соединения вследствие повышения прочности. В свариваемой плоской детали выполняют два рельефа. При этом по крайней мере один из рельефов выполняют пробивкой и отбортовкой края отверстия, противоположного второму рельефу. При сварке деталей относительно больших размеров второй рельеф также выполняют пробивкой и отбор товкой края отверстия, противоположного первому рельефу. При сварке детали относительно малых размеров второй рельеф выполняют отбортовкой кромки детали, противоположной первому рельефу. Кроме того, длину и высоту рельефа выбирают из условия равнопрочносги сварного соединения свариваемому стержню Между рельефами выполняют отверстие При этом продольный и поперечный ра те ры отверстия выбирают из соответствующих выражений. При использовании изобретения выравнивают теплоотвод в стержень и плоскую деталь от места сварки и оптимизируют температуру нагрева на свариваемых поверхностях деталей. 2 з п. ф-лы, 2 ил чэ (/) С
А
4$и г. 1
I
1
W/////////A
3
5
Шиг.г
| Способ рельефной сварки | 1984 |
|
SU1247212A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
