Ш //////7/у Ш

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| Способ контактной сварки | 1985 |
|
SU1430208A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
Изобретение относится к способу контактной рельефной сварки стержня, преимущественно арматурного, с плоской деталью. Цель изобретения - повышение качества сварного соединения путем выравнивания температуры нагрева свариваемых стержня и детали. На плоской детали 2 пробивкой и последующей отбортовкой края отверстия выполняют рельеф 3, на рабочей поверхности нижнего электрода 4 проточку 5. В проточку устанавливают графитовую шайбу 6, форма и размеры которой соответствуют рельефу 3. Деталь 2 устанавливают на электрод 4, совмещая рельеф с шайбой. Полость рельефа заполняют термитной смесью 7 и при сварке возбуждают экзотермическую реакцию. Теплом возбуждаемой экзотермической реакции термитной смеси дополнительно нагревают стержень и деталь. 2 ил.
А.
Фиг.1
сл
оо о ;о ;о
Изобретение относится к сварке давлением, к частности к способу контактной )е;1ьефной сварки стержня, преимущественно арматурного диаметра более 16 мм. с плоской деталью.
Целью изобретения является повышение качества сварио1 о соединения вследствие )авнивания температуры нагрева спариваемых стержня и плоской дета.чи при KoniaKTucMi ре.чьефпой сварке.
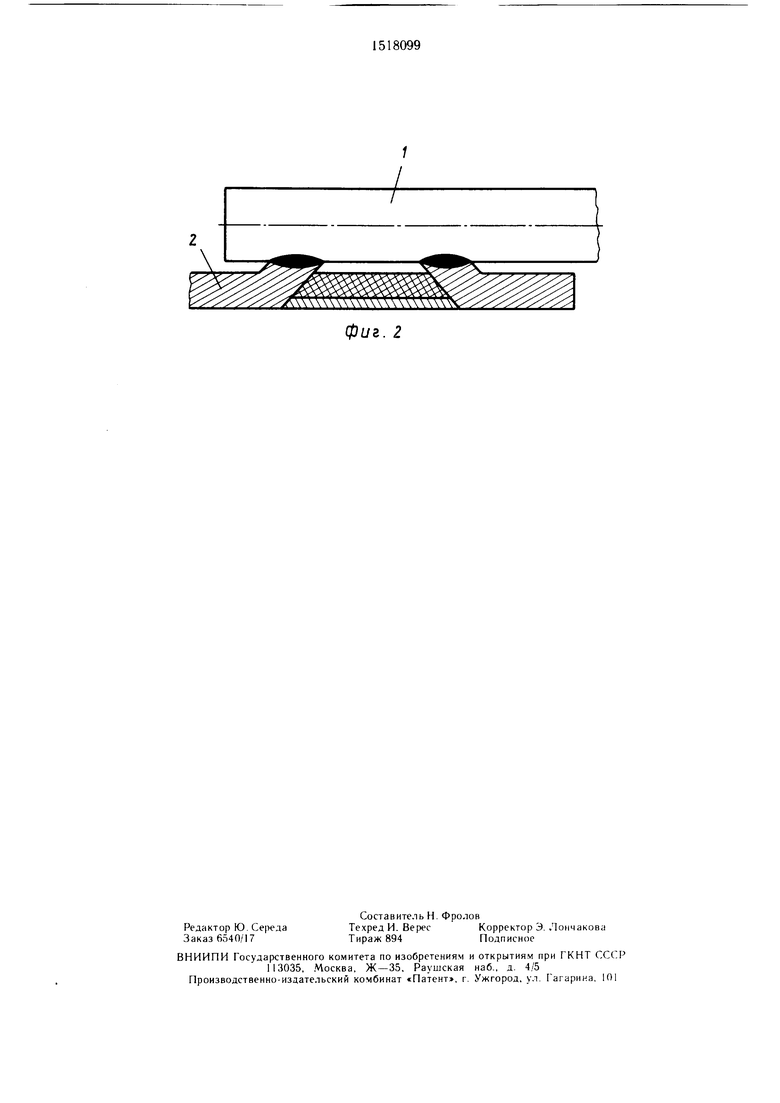
На Ц1ИГ. 1 с.хематично показаны сва- 1)иваемые стержень и плоская деталь перед контактной рельефной сваркой; на фиг. 2 то же, после сварки.
При контактной рельефной сварке стержни 1 с- пюской деталью 2 на свариваемой детали 2 выполняют рельеф :i пробивкой отвер стия и отбортовкой его края, а па рабочей поверхности нижнего электрода 4 сварочной хиипины выполняют проточку 5. Проточку 5 выпо;1няк)т цилиндрической формы диаметром, равным диаметру основания рельефа ., и симметрично относительно оси симметрии нижнего : лектрода 4. Сваривае- новер.хности стержня 1 и детали 2 подготавливают. В проточку 5 устанавливают г)афитовую шайбу 6. Подготовленную деталь 2 устанавливают на нижнем :)лектроде 4. При основание релье- (()а 3 совмещают с проточкой о. По- .юсть рельефа 3 запо.тняют термитной смесью 7. На деталь 2 устанавливают свариваемый подготовленный стержень 1. Ус ганоЕ ;|енпые стержень 1 и дета.ш 2 сваривают. При STOM возбуждают экзотермическую реакцию смеси 7.
При копгактной релье(})ной сварке стержня 1 с плоской деталью 2 те.мпература паг1)ева свариваемо детали 2 ниже, вследствие больпап о теплоотвода в стержень i. При этом качество сварного соединения снижается вследствие снижения прочностп или 6(j,ibiHOii деформации стержпя 1. Теплом юзпуждепной экзотермической реакции TepMHTnoii смеси 7 дополпительно нагревают сгержень I и деталь 2, преиму- niecTBCHHo депаль 2 вследствие нагрева стержпя 1 излучением, а детали 2 контакт- Hoii теплопередачей. При этом выравнивают температуру стержня I и детали 2. самым повьпнают качество соединения.
К онгактнук) рельефную сварку арматурного сте)жня класса А - L1I диаметром
22 мм с пластиной толщиной 10 мм выполняют следующим образом.
На свариваемой пластине выполняют рельеф, а на рабочей поверхности нижнего
электрода сварочной мащины - проточку. При этом в пластине выполняют отверстие диаметром 40 мм и отбортовывают его края па величину 18 мм. Проточку выполняют цилиндрической, диаметром 40 и глубиной 5 мм и симметричной относительно оси симметрии нижнего электрода. Свариваемые поверхности стержня и пластины подготавливают. В проточку устанавливают графитовую ншйбу диаметром 40 и ТОЛН1ИНОЙ 5 мм. Подготовлен5 ную пластину устанавливают на нижнем электроде. При этом основание рельефа совмещают с проточкой. Полость ре.тьефа заполняют экзо1е)мической смесью типа ТСА 25/75 в количестве 50-75 г. На пластину устанавливают свариваемый подготовленный стержень. Установленные стержень и деталь сваривают. При этом возбуждают экзотермическую реакцию смеси. Режим сварки: усилие сжатия 12 кП, ток импу,1ьса сварки 25 кА; время импульса
5 сварки 2,5 с; суммарное время сварки И) с.
Сварное соединение испытывают на нрочиость. С.редний уровень прочности соответс 1 1и)вал нормативному.
0
30
Формула изобретения
Способ коптактн1)й рельефной сварки сте(1жпя, препмущественно арматурного, с п. юской деталью, при котором предварительно на плоской детали выполняют
рельеф пробивкой и отбортовкой края отверстия, отличающийся тем, что, с целью повьипения качества сварного соединения вследствие выравнивания температуры нагрева стержня и детали при сварке, на рабочей поверхности нижнего электрода сварочной Mannuibi выполняют проточку, в проточку вставляют графитовую шайбу, плоскую деталь устанавливают на нижний 4.1ектрод, причем основание ре.:1ьефа совмещают с шайбой, форма и п, 10П1адь
которой соответствуют рельефу, полость рельефа заполняют термитной смесью и нри сварке возбуждают экзотермическую реак- шпо смеси.
фиг. 2
| Авторское свидетельство СССР № 496I30, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
