Изобретение относится к контактной сварке, в частности к способу контактной рельефной сварки стержня с плоской деталью, преимущественно арматурного стержня с пластиной закладной детали железобетонной конструкции.
Целью изобретения является уменьшение трудоемкости способа контактной рельефной сварки стержня с плоской деталью вследствие исключения операции выполнения рельефа на детали.
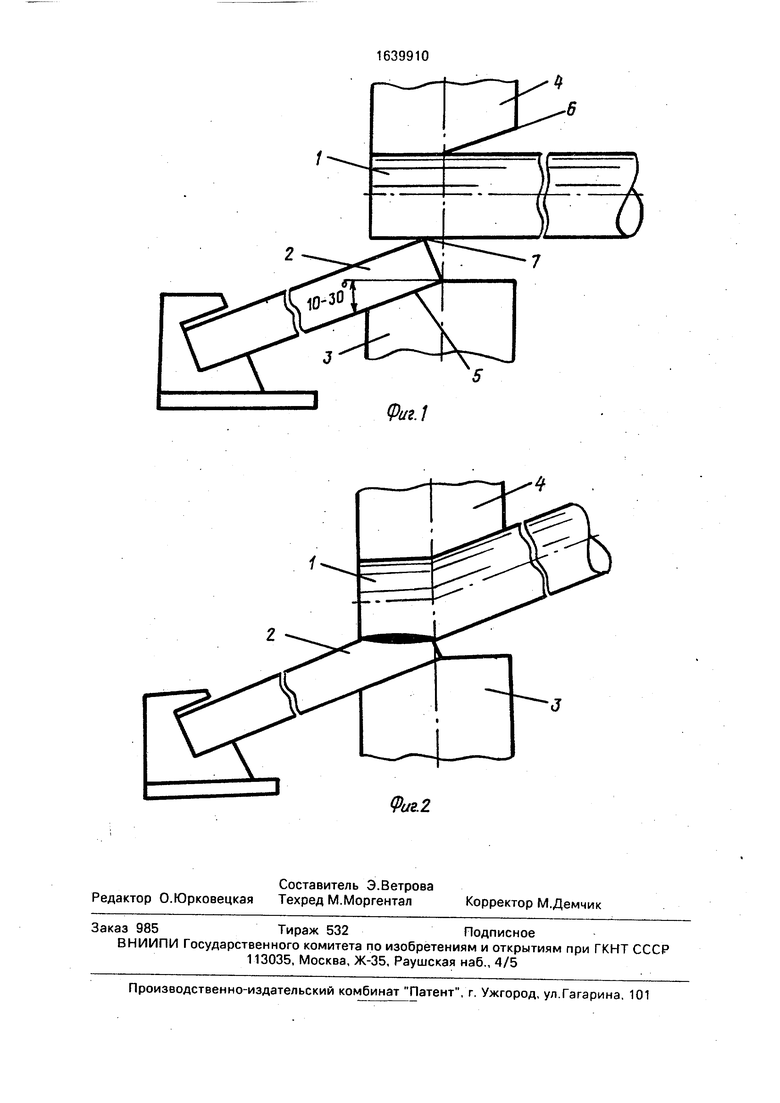
На фиг. 1 показаны свариваемые стержень и плоская деталь перед контактной рельефной сваркой; на фиг. 2 - то же, после сварки.
Свариваемые поверхности стержня 1 и плоской детали 2 подготавливают. Подготовленные свариваемые стержень 1 и деталь 2 устанавливают между электродами 3 и 4 машины для контактной рельефной сварки. При этом используют электроды 3 и 4 со скосами 5 и 6, полученными сечением плоскостями, проходящими через центр и под углом 10-30° к рабочим поверхностям электродов 3 и 4. Электроды 3 и 4 устанавливают в электрододержателях (не показаны) машины скосами 5 и 6 в противоположные стороны относительно электродов 3 и 4. Деталь 2 фиксированно устанавливают на скос 5 нижнего электрода 3. На установленную деталь 2 фиксированно устанавливают стержень 1. При этом стержень 1 опирают об острую кромку 7 детали 2, ось симметрии стержня 1 устанавливают перпендикулярно
сь
GO Ю Ю
к оси электродов 3 и 4. Установленный стержень 1 и деталь 2 сваривают. При этом стержень 1 и деталь 2 сжимают электродами 3 и 4, пропускают импульс тока сварки, а стержень 1 деформируют до соприкосновения со сносом 6 верхнего электрода 4.
При использовании изобретения в процессе контактной рельефной сварки стержня с плоской деталью в качестве рельефа используют острую кромку детали. При этом исключают операцию выполнения рельефа на детали. Тем самым уменьшают трудоемкость способа. При угле скоса электродов сварочной машины менее 10° необоснованно повышается ток сварки. При угле скоса более 30° необоснованно повышаются осадка и давление сварки. Кроме того, нарушается требуемая конфигурация закладной детали.
Контактную рельефную сварку арматурного стержня класса А-Ш диаметром 18 мм с пластиной из стали .марки Ст.З толщиной 10 мм закладной детали железобетонной конструкции выполняли следующим образом. Свариваемые поверхности стержня и пластин подготавливали. Подготовленные свариваемые стержень и пластину устанавливали между электродами сварочной машины модели МТ-4018. При этом использовали электроды со скосами, полученными сечением плоскостями, проходящими через центр и под углом 10° к рабочим поверхностям электродов. Электроды устанавливали в электрододержателях машины скосами в противоположные стороны относительно оси электродов. Пластину фиксированно устанавливали на скос нижнего электрода. На установленную пластину фиксированно устанавливали стержни. При этом стержень опирали об острую кромку пластины, а ось симметрии стержня устанавливали перпендикулярно к оси электрода. Установленные стержень и пластину сваривали. Режимы сварки: давление сварки 10,0 кН; ток сварки 18,0 кА; время сварки 2,6 с; величина осадка 4,0 мм.
При этом стержень деформировали до
соприкосновения со скосом верхнего электрода в процессе пропускания импульса тока,
Сварные соединения стержня и пластины испытывали на растяжение. Разрушение происходило по стержню.
Использование изобретения при контактной рельефной сварке стержня с плоской деталью уменьшает трудоемкость
способа.
Формула изобретения Способ контактной рельефной сварки стержня с плоской деталью, при котором
свариваемые стержень и деталь устанавливают между электродами сварочной машины, сжимают и пропускают импульс тока сварки, отличающийся тем, что, с целью уменьшения трудоемкости способа
вследствие исключения операции выполнения рельефов на детали, используют электроды со скосами, полученными сечением плоскостями, проходящими через центр и под углом 10-30° к рабочим поверхностям электродов, электроды устанавливают в электрододержатели машины скосами в противоположные стороны относительно оси электродов, деталь фиксированно устанавливают на скос нижнего
электрода, на деталь фиксированно устанавливают стержень, причем стержень опирают об острую кромку детали, а ось симметрии стержня устанавливают перпендикулярно к оси электрода и стержень деформируют до соприкосновения со скосом верхнего электрода в процессе пропускания импульса тока.
ftfc/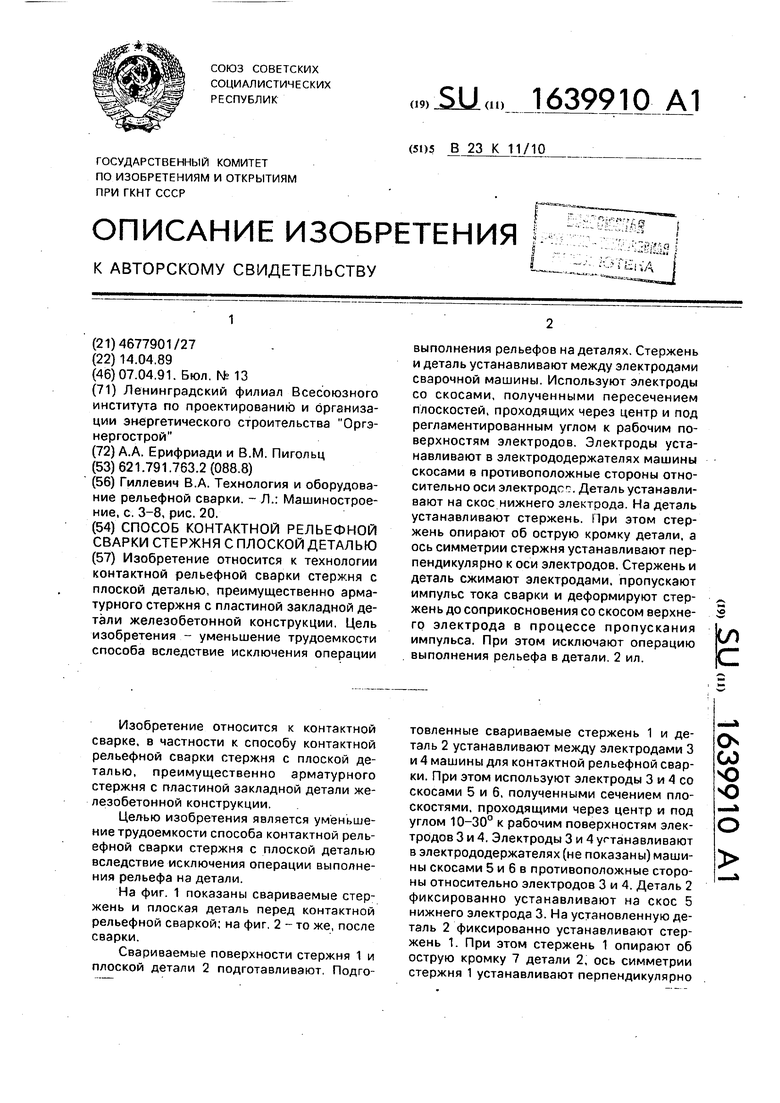

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
Изобретение относится к технологии контактной рельефной сварки стержня с плоской деталью, преимущественно арматурного стержня с пластиной закладной детали железобетонной конструкции. Цель изобретения - уменьшение трудоемкости способа вследствие исключения операции выполнения рельефов на деталях. Стержень и деталь устанавливают между электродами сварочной машины. Используют электроды со скосами, полученными пересечением плоскостей, проходящих через центр и под регламентированным углом к рабочим поверхностям электродов. Электроды устанавливают в электрододержателях машины скосами в противоположные стороны относительно оси электродст. Деталь устанавливают на скос нижнего электрода. На деталь устанавливают стержень. При этом стержень опирают об острую кромку детали, а ось симметрии стержня устанавливают перпендикулярно к оси электродов. Стержень и деталь сжимают электродами, пропускают импульс тока сварки и деформируют стержень до соприкосновения со скосом верхнего электрода в процессе пропускания импульса. При этом исключают операцию выполнения рельефа в детали. 2 ил. Ј
Фиг.2
| Гиллевич В.А | |||
| Технология и оборудование рельефной сварки | |||
| - Л.: Машиностроение, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
