О5
to to
о
4
оо
Изобретение относится к прокатному производству и может использоваться на мелкосортных станах, оборудованных холодильником с клапанным сбрасывателем.
Цель изобретения - увеличение выхода мерного товарного проката за счет выравнивания передних торцов полос на холодильнике.
На чертеже представлена функциональная схема предлагаемой системы управления.
Система содержит сбрасыватель 1 холодильника 2, привод 3 сбрасывателя 1, после-- довательно соединенные датчик 4 наличия раската 5, блок 6 раскроя и привод 7 летучих ножниц 8, триггер 9, генератор 10, элемент И 11, входы которого соединены с выходом триггера 9 и генератором 10, счетчик 12, счетный вход которого соединен с выходом элемента И 11, первый задатчик 13 отсчета длительности, элемент 14 сравнения, входы которого соединены с выходом счетчика 12 и задатчиком 13, а выход - с приводом 3 сбрасывателя 1 и отключающим входом триггера 9, второй 15 и третий 16 задатчики. Генератор 10, элемент И 11 и счетчик 12 входят в состав накопителя 17.
Кроме того, система содержит датчик 18 наличия полосы 19, блок 20 сопровождения, вход которого соединен с датчиком 4 наличия раската 5, счетчик 21, счетный вход которого соединен с датчиком 18 наличия полосы 19, а вход установки в нуль - с выходом блока 20 сопровождения, переключатель 22, од- новибраторы 23 и 24, входы которых соответственно соединены с выходом счетчика 21 и переключателем 22, коммутатор 25, первый и второй информационные входы которого соединены соответственно с задатчиками 15 и 16, первый и второй управляющие входы соединены соответственно с выходами одно- вибраторов 23 и 24, а информационный выход - с информационным входом счетчика 12, R-вход которого соединен с выходом элемента 14 сравнения.
Счетчик 21, переключатель 22 и одновиб- раторы 23 и 24 входят в состав блока 26 счета числа полос.
Система работает следующим образом.
В исходном положении раската в линии стана отсутствует, счетчик 12 установлен в нулевое состояние, сигнал на выходе триггера 9 отсутствует. Переключатель 22 устанавливается в положение, соответствующее числу полос на раскате. Уставка задатчика 13 выбирается эквивалентной длительности, при которой передние торцы полос укладываются в выбранное сечение холодильника (на практике эта длительность составляет 1,5-3,0 с). Задатчик 15 устанавливается в положение «990, а задатчик 16 - в «050. Задается установка блока сопровождения.
При появлении начала раската в сечении стана, контролируемого датчиком 4, блок 6 раскроя через определенные промежутки времени выдает команды в привод 7 включения
ножниц 8 и от раската последовательно отрезаются полосы. Одновременно с этим при засветке датчика 4, запускается блок 20 сопровождения, который после отсчета заданной длительности своим выходным сигналом устанавливает счетчик 21 в нулевое состояние. Блок 26 счета числа полосы готов к приемке полос прокатываемого раската. При пересечении началом первой полосы сечения, контролируемого датчиком 18, состояние счетчика 21 увеличивается на единицу и на его выходе появляется сигнал, поступающий через одновибратор 23 на вход коммутатора 25. Состояние задатчика 15 через коммутатор 25 переносится в счетчик 12. С незначительной постоянной задержкой сигнал датчика 18 включает триггер 9, открывается элемент И 11, и импульсы генератора 10 поступают на счетный вход счетчика 12. Начинается отсчет временной длительности на сброс первой полосы.
При равенстве состояний счетчика 12 и задатчика 13 выходным сигналом элемента 14 сравнения включается привод 3 сбрасывателя 1 и первая полоса поднимается на клапанах и укладывается на холодильник. Так как состояние счетчика 12 перед началом отсчета эквивалентно числу «990, а состояние задатчика соответствует числу, например, «200, то счетчиком 12 к моменту включения сбрасывателя отсчитывается 210 импульсов, что соответствует 2,1 с (вначале от- считываются 10 импульсов, состояние счетчика становится равным «000, затем счетчиком отсчитываются 200 импульсов). Выходным сигналом элемента 14 сравнения триггер 9 устанавливается в исходное состояние, а счетчик 12 - в нулевое. Система готова к приемке второй полосы.
При пересечении началом второй полосы сечения, контролируемого датчиком 18, состояние счетчика 21 увеличивается на единицу и становится эквивалентным числу «2, включается триггер 9 и импульсы генератора через элемент И 11 начинают суммироваться счетчиком 12. После отсчета этим счетчиком 200 импульсов выходной сигнал элемента 14 сравнения включает сбрасыватель. Вторая полоса сбрасывается на холодильник, а элементы схемы подготавливаются к приемке следующей полосы.
Последующие полосы, вплоть до последней, сбрасываются аналогично.
При пересечении началом последней полосы зоны зрения датчика 18 состояние счетчика 21 становится эквивалентным числу полос на раскате. На выходе переключателя 22 появляется сигнал, который. через одновибратор 24 поступает на вход коммутатора 25. Число, эквивалентное состоянию задатчика 16, переносится в счетчик 12, т.е. его состояние соответствует числу «050. В дальнейшем, после отсчета 150 импульсов счетчиком 12 его состояние становится эквивалентным числу «200, выходной сигнал
элемента 14 сравнения включает привод 3 сбрасывателя 1 и последняя полоса сбрасывается на холодильник.
Таким образом, первая полоса сбрасывается на холодильник через 2,1 с, последняя полоса - через 1,5 с, а все остальные полосы - через 2 с. В результате этого, торец первой полосы выдвинут вперед по отношению к торцам остальных полос, а передний торец последней полосы находится в сечении, занимаемом торцами остальных полос, т.е. уменьшение времени сброса последней полосы компенсирует увеличение ее скорости перед сбросом, вызванное тем, что последняя полоса бросается станом и начинает разгоняться значительно раньше остальных.
В период укладки оператор переключателями 15 и 16 подбирает более точно их уставки таким образом, чтобы торец первой полосы на 200-300 мм был выдвинут вперед, а торец последней полосы находился в одном поперечном сечении холодильника с остальными полосами. При необходимости изменения положения этого сечения оператору достаточно изменить состояние одного задат- чика 13.
Формула изобретения
Система управления сбрасывателем холодильника, включающая привод сбрасыва
0
5
теля, последовательно соединенные датчик наличия раската, блок раскроя и привод летучих ножниц, триггер, накопитель, разрешающий вход которого соединен с выходом триггера, первый задатчик отсчета длительности, элемент сравнения, входы которого соединены с выходами накопителя и первого задат- чика отсчета длительности, а выход - с приводом сбрасывателя и отключающим в ходом триггера, второй и третий задатчики отсчета длительности, отличающаяся тем, что, с целью увеличения выхода мерного товарного проката за счет выравнивания передних торцов полос на холодильнике, она снабжена вторым датчиком наличия полосы, блоком сопровождения, вход которого соединен с выходом первого датчика наличия раската, блоком счета числа полос, счетный вход которого соединен с выходом второго датчика наличия полосы, а R-вход - с выходом блока сопровождения, коммутатором, первый и второй информационные входы которого соединены соответственно с вторым и третьим за- датчиками отсчета длительности, а первый и второй управляющие входы - с первым и вторым выходами блока счета числа полос соответственно, а информационный выход - с информационным входом накопителя, при- чем вход установки в «О накопителя соединен с выходом элемента сравнения.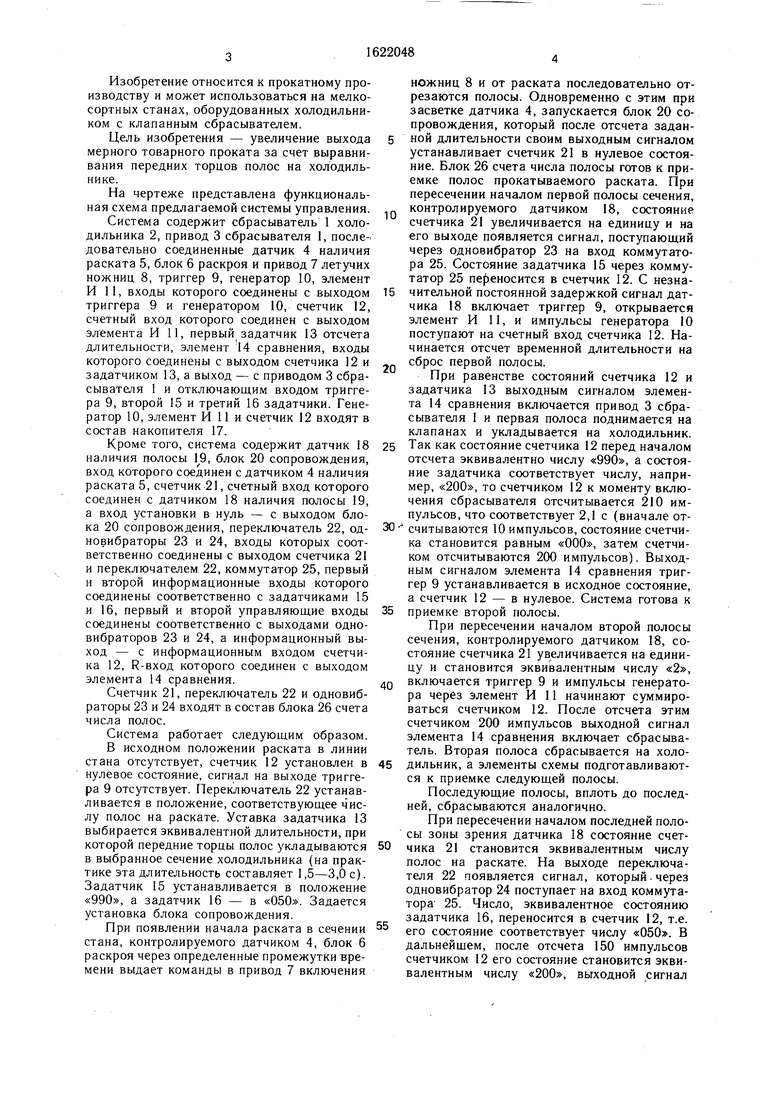
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
Изобретение относится к прокатному производству и может использоваться на мелкосортных станах, оборудованных холодильником с клапанным сбрасывателем. Цель изобретения - увеличение выхода мерного товарного проката за счет выравнивания передних торцов полос на холодильнике. Система содержит привод 3 управления сбрасывателем 1, датчики 4 и 18 наличия раската и полосы, блок 20 сопровождения, блок 26 счета числа полос, задатчики 13, 15 и 16, коммутатор 25, счетчик 12 и элемент 14 сравнения. При пересечении началом очередной полосы зоны зрения датчика 18 счетчиком 12 начинается отсчет длительности на сброс этой полосы. При равенстве состояния счетчика 12 состоянию задатчика 13 включается привод сбрасывателя и очередная полоса укладывается на холодильник. При поступлении первой и последней полос в счетчик 12 перед началом отсчета заносится число, что позволяет регулировать положение переднего торца первой и последней полосы относительно остальных. 1 ил. to (Л
| В П Т Б | 0 |
|
SU395139A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
