Изобретение относится к автоматической электродуговой сварке криволинейных швов и может быть использовано в машиностроении при изготовлении конструкций сложной пространственной геометрии, например трубопроводов и переходников
Целью изобретения является повышение качества сварки в местах изменения кривизны шва за счет обеспечения плавности работы привода механических перемещений.
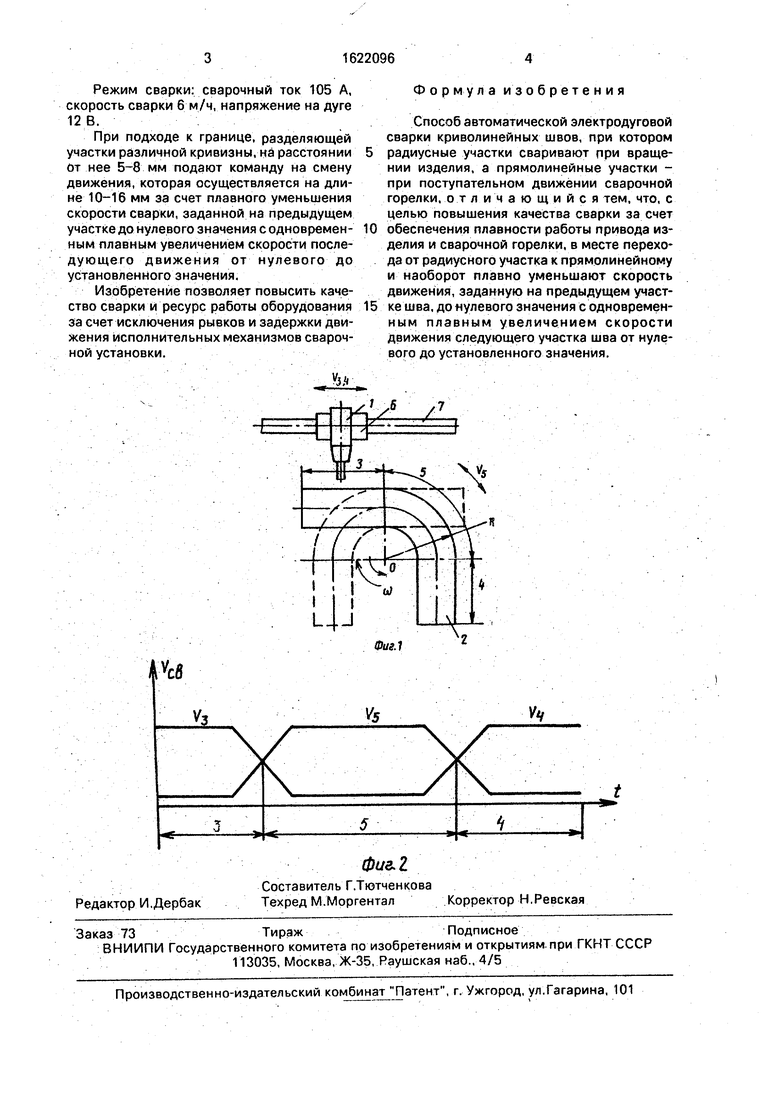
На фиг.1 показана схема выполнения сварки; фиг.2 - циклограмма скоростей.
С помощью горелки 1 сваривается деталь 2 в месте соединения, состоящего из прямолинейных 3 и 4 и радиусного 5 участков. При сварке прямолинейных участков задают перемещение каертке 6 с горелкой 1
по направляющим 7 со скоростью Va и V4, сварку радиусного участка выполняют вращением детали 2 вокруг оси О со скоростью Vs. Плавность смены движений обеспечивают, плавно уменьшая скорость движения, заданную на предыдущем участке шва, до нулевого значения с одновременным плавным увеличением скорости послед7 ощего движения от нулевого до установленного значения. Соотношение скоростей в переходной зоне задают исходя из условия сохранения суммарного значения скорости сварки постоянным.
Пример. Выполняют аргонодуговую сварку продольных швов патрубков из стали толщиной 2 мм Криволинейное соединение двух половин патрубка состоит из двух прямолинейных и одного радиусного участков.
О
го
SJ
о ю о
Режим сварки: сварочный ток 105 А, скорость сварки 6 м/ч, напряжение на дуге 12 В.
При подходе к границе, разделяющей участки различной кривизны, на расстоянии от нее 5-8 мм подают команду на смену движения, которая осуществляется на длине 10-16 мм за счет плавного уменьшения скорости сварки, заданной на предыдущем участке до нулевого значения с одновременным плавным увеличением скорости последующего движения от нулевого до установленного значения.
Изобретение позволяет повысить качество сварки и ресурс работы оборудования за счет исключения рывков и задержки движения исполнительных механизмов сварочной установки.
Формула изобретения
Способ автоматической электродуговой сварки криволинейных швов, при котором
радиусные участки сваривают при вращении изделия, а прямолинейные участки - при поступательном движении сварочной горелки, отличающийся тем, что, с целью повышения качества сварки за счет
обеспечения плавности работы привода изделия и сварочной горелки, в месте перехода от радиусного участка к прямолинейному и наоборот плавно уменьшают скорость движения, заданную на предыдущем участке шва, до нулевого значения с одновременным плавным увеличением скорости движения следующего участка шва от нулевого до установленного значения.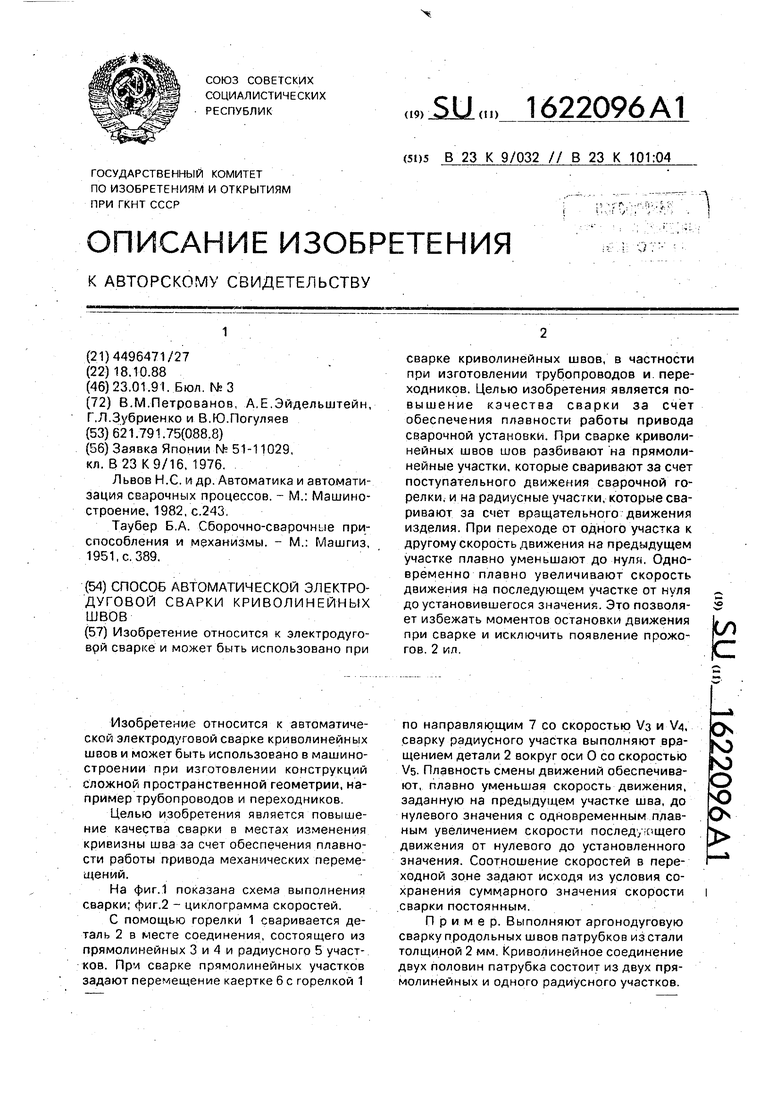
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки | 1979 |
|
SU778978A1 |
| Устройство для автоматической электродуговой сварки криволинейных замкнутых швов | 1974 |
|
SU695788A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ автоматической сварки изделий прямоугольного сечения | 1989 |
|
SU1761414A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
Изобретение относится к электродуго- врй сварке и может быть использовано при сварке криволинейных швов, в частности при изготовлении трубопроводов и переходников. Целью изобретения является повышение качества сварки за счет обеспечения плавности работы привода сварочной установки. При сварке криволинейных швов шов разбивают на прямолинейные участки, которые сваривают за счет поступательного движения сварочной горелки, и на радиусные участки, которые сваривают за счет вращательного движения изделия. При переходе от одного участка к другому скорость движения на предыдущем участке плавно уменьшают до нуля. Одновременно плавно увеличивают скорость движения на последующем участке от нуля до установившегося значения. Это позволяет избежать моментов остановки движения при сварке и исключить появление прожогов. 2 ил СО с
ЛА
1з
Фаг.1
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Львов Н.С | |||
| и др | |||
| Автоматика и автоматизация сварочных процессов | |||
| - М.: Машиностроение, 1982, с.243, Таубер Б.А | |||
| Сборочно-сварочные приспособления и механизмы | |||
| - М.: Машгиз, 1951, с | |||
| Гидравлический подъемник | 1922 |
|
SU389A1 |
