(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ЗАМКНУТЫХ ШВОВ
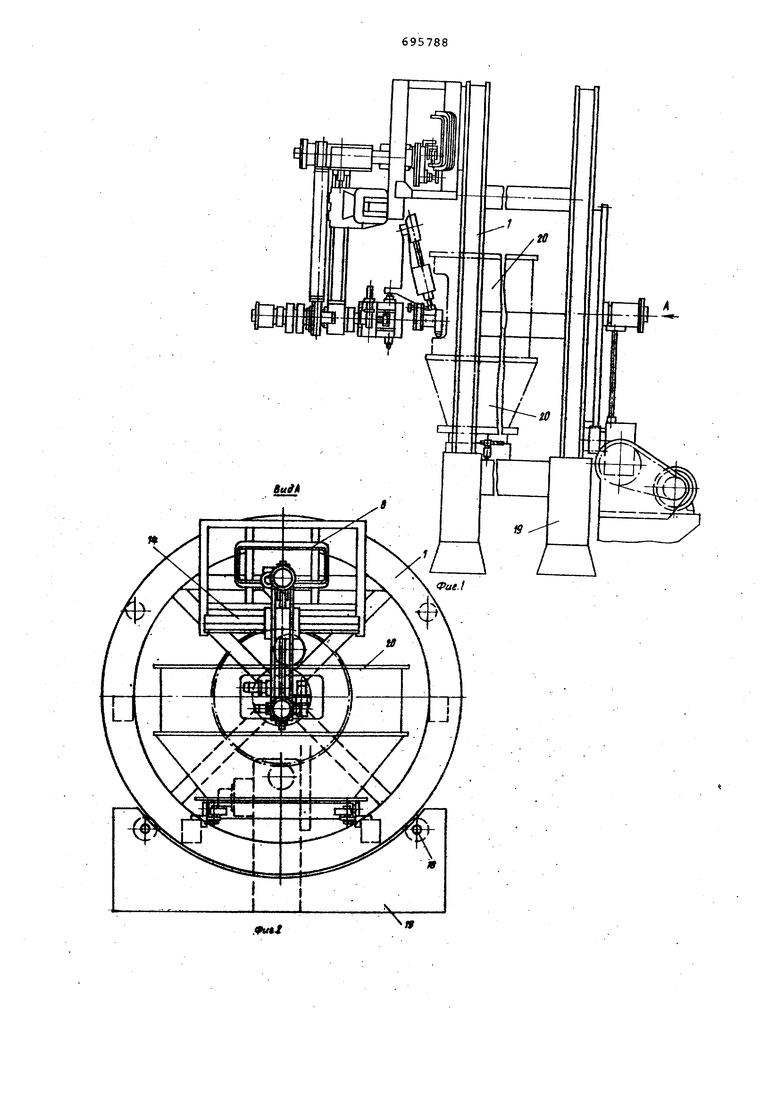
Механизм перемещения сварочной головки состоит из сварной рамы 7, жестко закрепленной на раме копира 8, привода 9 и двух валов 10 И 11, один из которых взаимодействует с копиром, а другой несетсварочную головку, обеспечивая одновременно ее вращение при прохождении радиусного участка, На раме 7 жестко закреплена каретка 12с роликами, взаимодействующими с прямолинейной 13 и дуговой 14 направляющими. Валы закреплены на конца прямолинейной направляющей и соединен цепной передачей.
Коллектор 15 служит для подвода
.. Электроэнергии, аргона и воды к сва|зочной головке. Копир 8 установлен Эксцентрично оси вращения изделия.
По наружной поверхности копира натянута втулочно-роликовая цепь таким образом, что ее конфигурация и размеры повторяют конфигурацию и размеры свариваемого стыка . По цепи обка сываgrcH звездочка 16, сидящая на приводном валу 10. Поджим звездочки к цепи производится роликом 17.
Манипулятор 1 представляет собой сварную конструкцию, вкполненную в виде беличьего колеса и вращающуюся на катках 18, установленных в опорах 19.
Свариваемое изделие 20 устананливается внутри беличьего колеса. Установка изделия предусмотрена рверху. Переход с одного прямота1Нййного участ1 а на другой осущвствляятся вращением беличьего колеса а четырех положениях.
уварочная головка 2 п&С)&ле№/л&г(.:ц влево-вправо по кривояиневной части стыка. Звездочка 16, обкатываясь перемещает подвижные части автома га вместе с кареткой 12 по дуговой неподвижной направляющей 14. радиусньм участком стыка каретка 112 доходит до упора и останавлява,ется. Вследствие этого при обкатке звездоч ки по радиусному участку копира . .происходит вращение вала 10,с которого вращение через цепную передачу передается на и, следоват«шь но, горелка 2 получает вращательное движение по радиуснс 1у участку : стыка. Во время поворота благодаря копирной муфте 6 происходит дополнительное перемацение горелки вдань оси вала 11, компенсирующее перепад по высоте в поперечном направлении между криволинейным и прямьал участками стыка.
Одновременно с началомобкатки звездочки по радиусному участку
вращается манипулятор 1 с углбвой скоростью, равной и обратной по направлению скорости вращения горелки 2. Таким образом, горелки относительно стыка всегда стоит вертикально и обеспечивает сварку в нижнем положении.
В конце радиусного участка вращение горелки 2 и манипулятора 1 прекращается. Звездочка 16 движется по прямому участку копира, каретка 12 остается неподвижной. В направлении, перпендикулярном дуговой направляющей 14, перемещается прямолинейная направлякядая 13 со жестко соединенными с ней узлами .
Манипулятор 1 не вращается. Проиводится сварка по прямому участку стыка. В конце участка прямолинейная направляющая 13 доходит до упора и останавливается. Происходит, как описано выше, .сварка по следующему радиусному участку, после которого идет сварка второго криволинейного участка и т.д.
Использование данного устройства позволяет повысить качество криволинейных замкнутых швов.
Формула изобретения
Устройство для автоматической электродуговой сварки криволинейных замкмупвх швов, содержащее сварочную головку с приводом и механязмсм ее перемещения, манипуля.тор для закрепления и вращения изделия, жестко закрепленный на нем копир и соединенную со сварочной головкой звездочку для взаимодействи с копиром, отличающеес я тем, что, с целью повышения качества сварного соединения путем обеспечения перпендикулярности сварочного электрода к контуру шва в любой точке, механизм перемещения сварочной головки выполнен в виде рамы с кареткой, жестко закрепленной на копире, двух валов, соединенных цепной передачей и несущих сварочную головку и звездочку,а также прямолинейной и криволинейной направляющих для каретки,при этом валы установлен на концах прямолинейной направляющей а копир установлен эксцентрично оси вращения манипулятора.
Источники информации, принятые во внимание при экспертизе
1. Патент ОНА ; 1957489, кп. 219-1Я1г. 1934.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пространственной ориентации сварочной головки | 1981 |
|
SU959969A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для автоматической дуговой сварки труб с трубной доской | 1983 |
|
SU1133061A1 |
| Устройство для сварки трубных конструкций | 1984 |
|
SU1171256A1 |