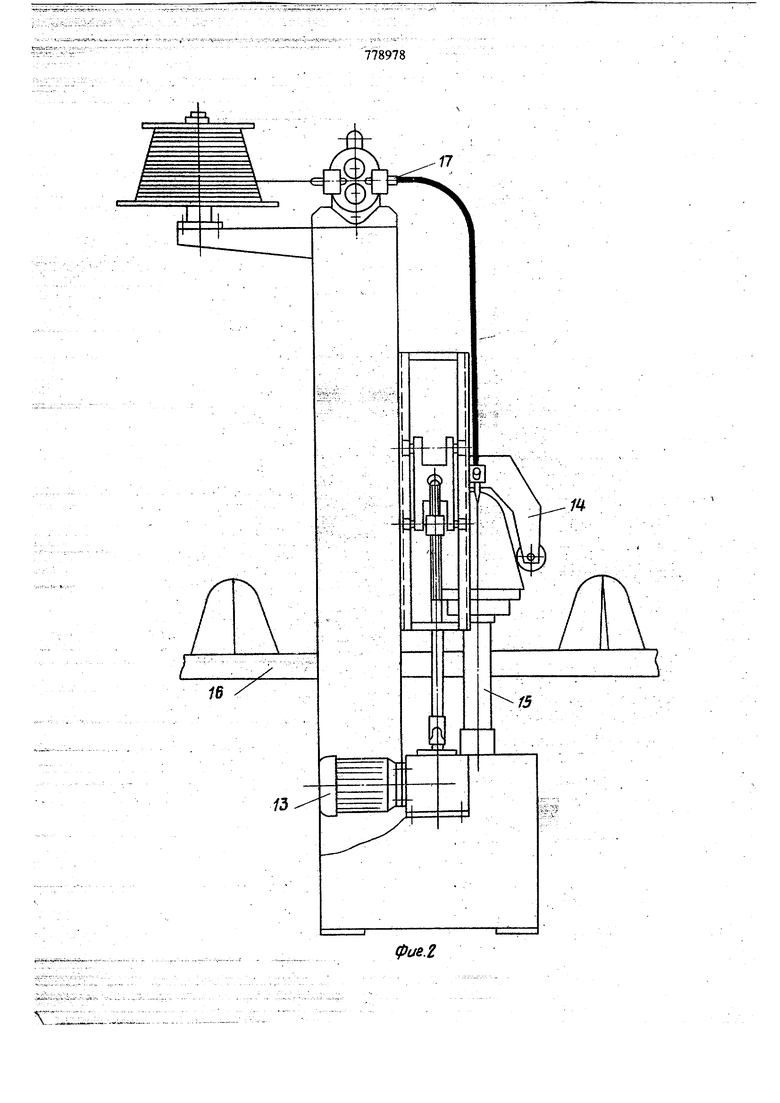
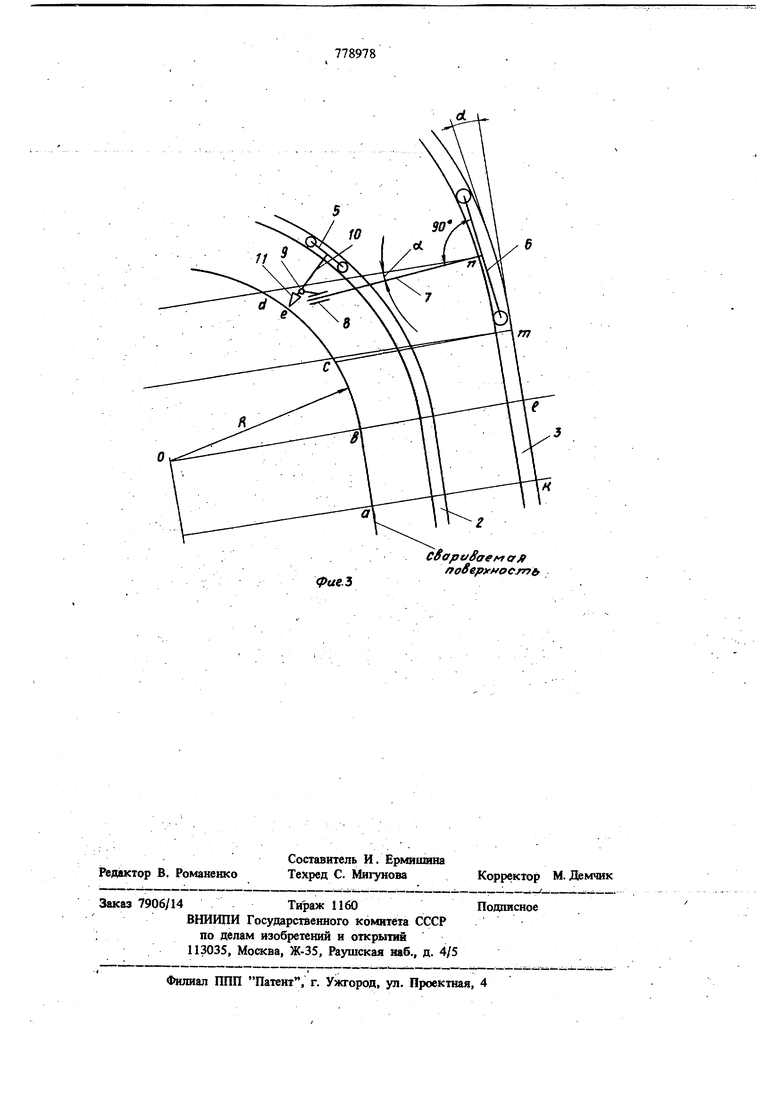
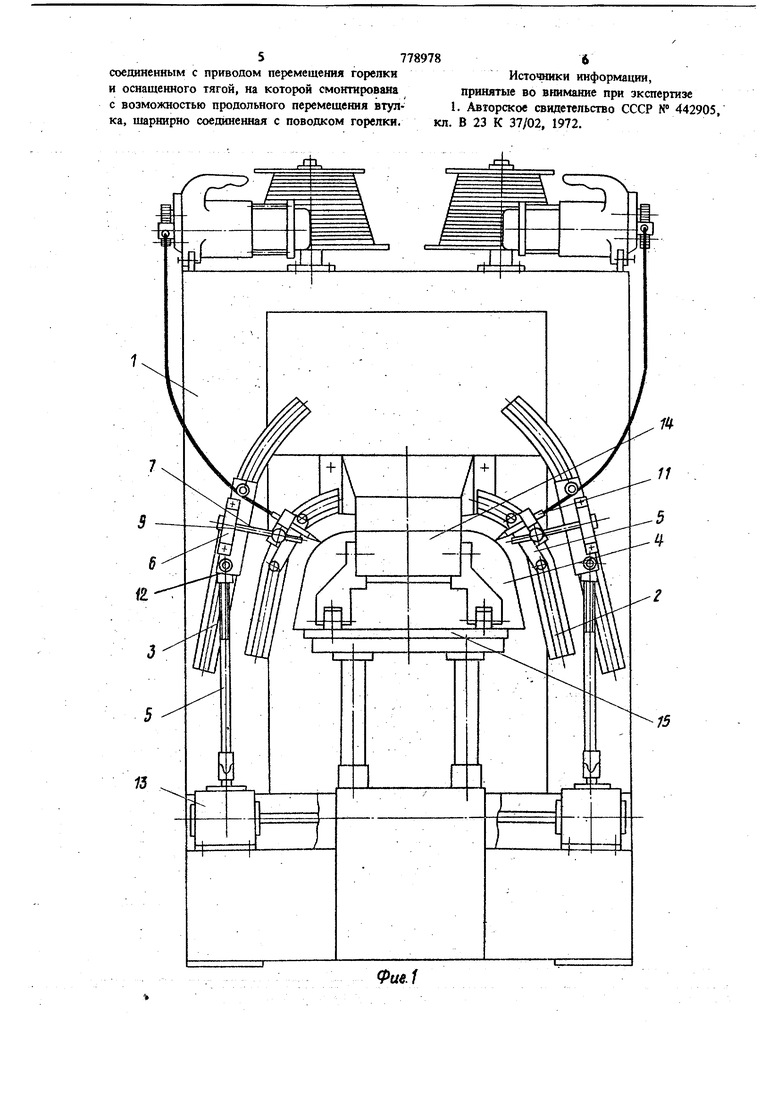
. - .- - 1 -: ; : ; ;. . : Изобретение относится к мшшностроению, а именно к средствам механизации сборочноCBapo4Hbtx работ. Известна установка для авто(штическЬй сварки криволинейнь1Х швов, содержащая смоШ)рованные йа корпусе направляю1ау1а1, подтерсяющую форму свариваемого шва, в которой установлена каретка с яоВодком, шарнирно соединенным со сварочной горелкой, и привод перемещения горелки 1. Недостатки известного устройства заключаются в том, что его конструкция не обеспетавает постоянной скорости перемещения горьки по свариваемому шву и возможности сварки плоских стыковых швов и имеет сложную конструк цию из-за наличия в его составе механизма вращения изделия. Цель изобретения - повышение качества сварки путем обеспечения постоянной скорости перемещения горелки по свариваемому nffiy при неподвижном изделии. Указанная цель достигается тем, что на корпусе закреплена дополнительная корректирующая направляющая с установленным в ней с возможяостыб перемещения ползуном, соединенным с приводом перемещения горелкя и оснащенным taroii, на котсфой смонтяррвана с возможностью ( меремеще Шс в улка, шарнирно соёШ1ёП ая е аоврдком 1 {К$лки. На . 1 схемагачегкя представлена предяаШ $геШовка, общий вид; на фкг. 2 - то же, внд сбоку; на фиг. 3 - схема взаимосвязи клрбпм в ползуна. Предлагаемая установка содержит корпус 1, на котором закреплены направляющие 2 и 3. Направляющая 2 повторяют форму свариваемого шва, например ковша 4 злеватора.имеющего прямолинейный и криволинейный участки. Направляющая 3 является корректирующей, ее прямолинейный участок параллелен прямолинейному участку направляющей 2, а криволинейный имеет кривизну, меньшую кривизны криволинейного участка свариваемого щва (форма направляющей 3 определяется расчетом, приведеннь1м ниже). На направляющих 2 и 3 подвижно устаиовпеиы каретки 5 и ползун 6. На ползуне 6 перпендикулярно ей закреплена тяга 7, на которой подвижно установлена втулка 8, шарнир.3 .7 но связанная осью 9 с поводком 10, закрепленным на каретке 5 перпендикулярно ей. На оси Шарнира закреплена сва$Лчнаягорелка 11 на Заданном расстояний от свариваемого Лива. Т1олзун 6 ходовым винтом 12 соединен с электроприводом 13, установленным на основании кор пуса, 1.. На корпусе 1 закреплено зажимное устройство 14 и установлен подъемный стол iS загрузочного устройства, через который проходит линия конвейера 16. Сйарочная горелка 11 связана со сварочным аппаратом 17. Установка работает следующим образом. В исходном положении каретка 5, ползун 6 и подъемный стол 15 находятся в крайнем ниж нем положении, а свариваемое изделие 4 - на конвейере 16 в позиции загрузки (фиг. 2). При движении конвейера изделие попадает на подъемный стол 15. Включают привод (на чертеже не показан) стола. Принимая стол, изделие 4 вводят в зажимное устройство 14. После обжатия кромок изделия включают привод 13 и посредством ходового винта 12 начинают перемещать ползун 6 вверх по корректирующим направляющим 3. Одновременно дают ток от. сварочного аппарата 17 к сварочной горелке и прбизводят сварку прямолинейного участка щва. Через тягу 7 и inapHHpHo соединенный с ней осью 9 поводок 10 движение передается каретке 5, которая, передвигаясь по направляющим 2, перемещает сварочную горелку 11 по прямолинейному учаспсу щва. При выходе каретки 5 на криволинейный участок свариваемого шва ось 9 щарнира удержива.ёт горелку 11 на постоянном йадшном расстояний от свариваемого щва. Приводной ползун 6, перемещаясь по направ ляющим 3 с кривизной, меньшей кривиэШ сва риваемого иша, сообщает каретке 5 поворот в сторону свариваемого изделия, а следовательно перемещает сварочную горелку в направлении, офатном направлению сварки, компенсируя при этом приращение скорости, образующейся на криволинейном участке кривизны (см.фиг.З На отрезке аЬ прямолинейного участка сварного щва направляющие 2 и 3 параллельны поводок 10 каретки 5 и сварочная горелка рас положены в одной плоскости. Следовательно, на прямолинейном участк:е сварЬ {ая , каретка и ползун проходят одинаковый путь с установленной скоростью по параллельшм направлениям. При переходе на кр шол: нейн1 1Й участок, ш пример Ш отрезке скорости cm-dn, отрезок сварного шва cd больше отрезка прямого участка аЬ на приращение ed, так как . С целью сохранения постоянной скорости сварки проводят графическое noctikSgffli tkaK указано на фиг. 3. Строят сначала линию свариваемого шва, затем параллельно прямолинейному участку на конструктивно выбранном расстоянии наносят направляющую 2 каретки 5. Также параллельно прямолинейному участку на конструктивно выбранном расстоянии наносят направляющую 3 приводного попзут 6. Перпендикулярно направляющим на прямолинейном участке в зависимости от требуемой точности на равном расстоянии проводят параллельные линии ak, Ы, cm, dn и т.д. На полученных отрезках криволинейного участка свариваемого щва по дуге откладывают длину отрезка прямолинейного участка ( и т.д.), из полученных точек, например, е, проводят прямую линию еп в точку п. Под углом 90 через точку п к задний каток приводного ползуна 6 определяется положение переднего катка. Полученный угол а соответствует отрезкам приращения скорости на определенных участках н в дальнейшем именуется углами п жращения скорости. Следовательно, проделав такое построение на каждом отрезке криволинейного учйстка направляющих 2, получают отдельные точки, плавно соединив которые, находят кривую - путь направляющей приводной ползуна 6. Поворо ползуна с тягой на угол приращений скорости, меняющейся в зависимости ot изменения кривизны свариваемой поверхности, позволяет компенсировать (замедлять) скорость каретки в процессе увеличения скорости на кри волинейном участке, обеспечивая тем самым постоянную скорость перемещения сварочной горелки на прямолинейном и криволинейном участках свариваемого щва, а независимое положение каретки позволяет удерживать сварочную горелку под заданным наклоном н на постоянном расстоянии относнтельно свариваемого шва. . Формула изобретения. Установка для автрмагаческой сварки криволинейных шврв, содержащая смонтированные на корпусе направляющую, повторяющуюформу свариваемого шва, в которой установлена каретка с поводком, шарнирно срединенным со сварочной горелкой, и привод перемещения горелкн, о тли чающаяся тем, что, с целью повьшения качества сварки пзггем обеспечения пострянной Скорости перемещения горелкн по сва1жваемрму щву при неподвижном издёлнн, на корпусе закреплена Дополнительная корректирующая направляющая с установленным в ней с возможностьюперемещения ползуном,
57789786
соединенным с приводом перемещения горелкиИстоадики информации,
и оснащенного тягой, на которой смонтированапринятые во внимание при экшертизе
с возможностью продольного перемещения втул-1. Авторское свидетельство СССР К 442905,
ка, шарнирно соединенная с поводком горелки, кл. В 23 К 37/02, 1972.
фие.2
Фае.
Cfapt/Saet orff
/roSefPief OCJT
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для автоматической сварки криволинейных швов | 1972 |
|
SU442905A1 |
| Установка для сварки изделий с криволинейным контуром | 1977 |
|
SU745626A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |