Изобретение относится к сварочному производству, в частности к устройствам для подачи сварочных порошковых материалов в зону сварки.
Целью изобретения является повыше- ние качества сварочного соединения за счет повышения стабильности засыпки гранулята по установленному уровню,
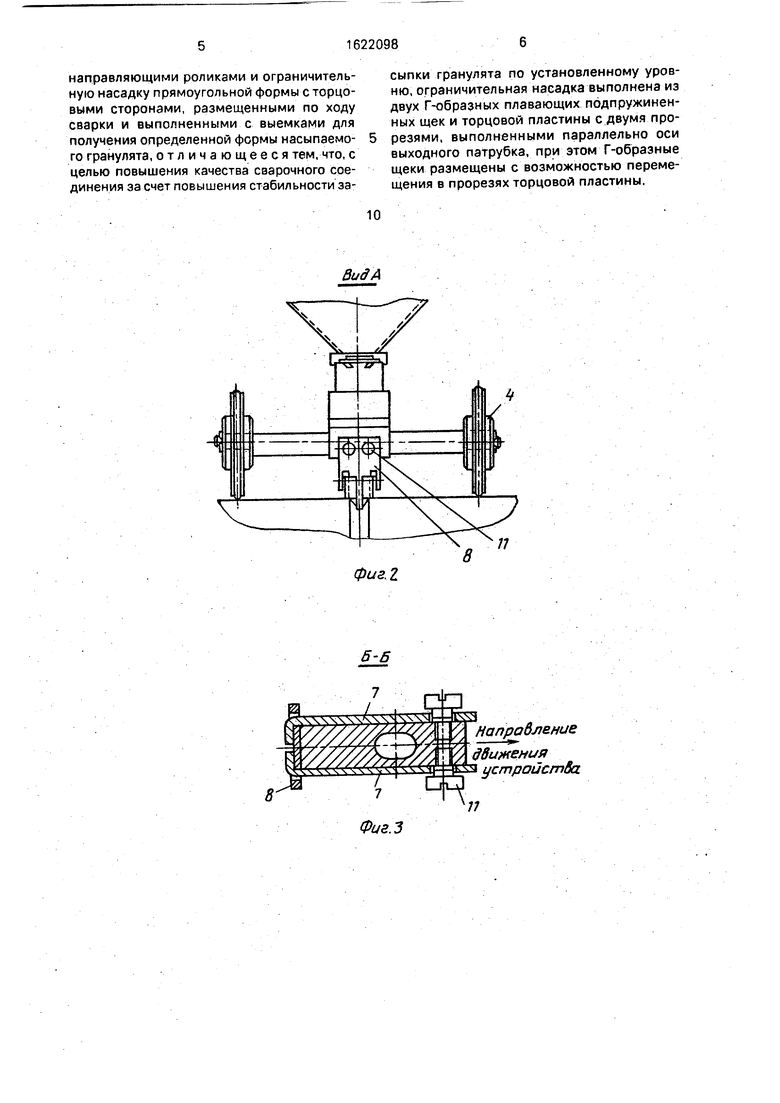
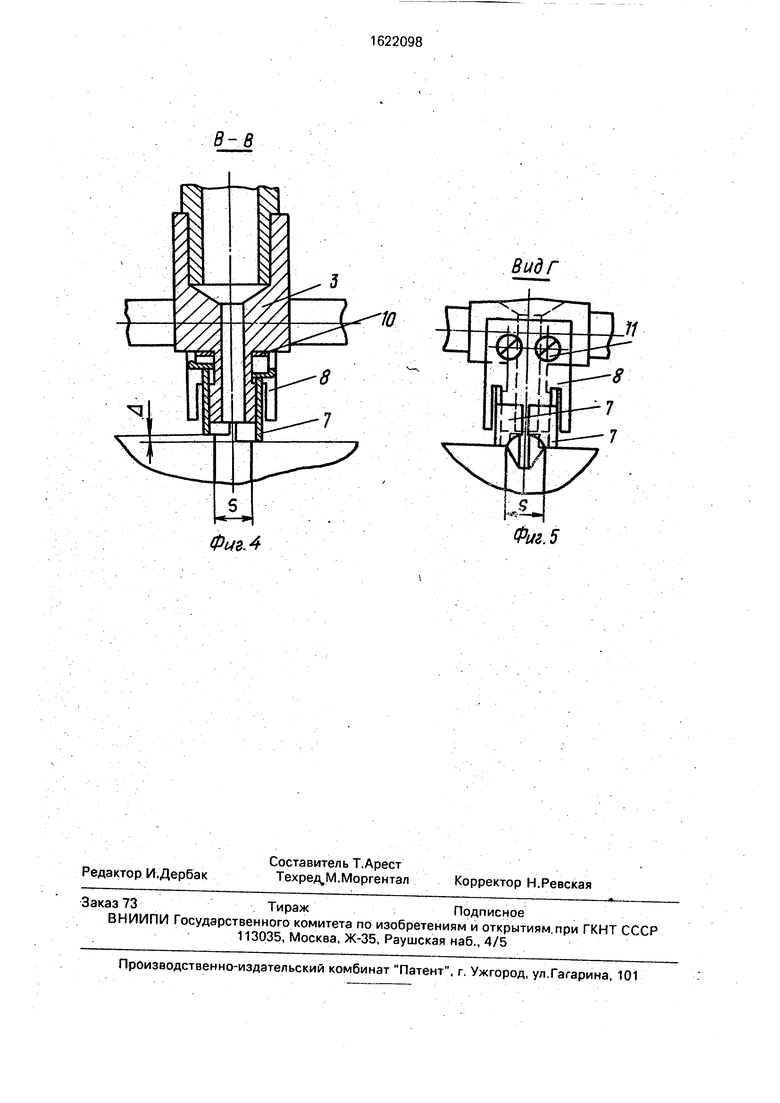
На фиг.1 представлено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З- разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг. 5-вид Г на фиг. 1.
Устройство для дозированной подачи сварочного гранулята по уровню засыпаемого слоя состоит из бункера 1 с выходным патрубком, рукоятки 2 перемещения, корпуса 3 с опорными роликами 4, переставной фиксирующей соответствующее положение вилкой 5 и направляющими роликами 6, обеспечивающими точное перемещение ус- тройства с ограничительной насадкой по стыку свариваемого изделия.
Корпус 3, имеющий ссыпное отверстие, изготавливается из немагнитных материалов, исключающих зависание металличе- ского гранулята в выходном отверстии.
Направляющие ролики 6 имеют возможность перемещаться по вертикали и фиксироваться крепежным болтом на необходимой высоте регулировочного паза, обеспечивая тем самым параллельность низа корпуса относительно поверхности свариваемого изделия в зависимости от глубины разделки кромок и ширины обязательного зазора.
На корпусе 3 крепятси две боковые Г- образные подпружиненные щеки 7 и торцовая пластина 8, кото ая имеет две вертикальные прорези, слу сащие направляющими для боковых щек 7 t не позволяющие последним свободно расхо, ,иться в стороны. Бункер 1 снабжен заслонюй 9, Г-образные щеки 7 - пружинами 10, а щеки 7 и пластина 8 крепятся к корпусу 3 винтами 11.
Устройство работает следующим обра- зом,
Бункер 1 засыпают гранулятом и устанавливают на свариваемые кромки. Направляющие ролики 6 при этом устанавливают в разделку кромок и для выполнения роли ко- пира. Уровень засыпки предварительно устанавливают, регулируя в вертикальной ТГлоскости положение роликов 6. Опорные ролики 4 устанавливают при этом на поверхность свариваемых заготовок. После этого заслонка 9 открывается и устройство вручную за рукоятку 2 перемещают по разделке. Боковые подпружиненные пружинами 10 Г- образные щеки 7 перемещаются по поверхности свариваемых узлов, копируя поверхность. Это позволяет производить засыпку гранулята строго по уровню кромок даже в том случае, когда имеется некоторое превышение кромок одна относительно другой (фиг.4).
Боковые щеки 7 и пластина 8 образуют замкнутый с трех сторон объем, и гранулят высыпается только в открытую четвертую сторону вперед по ходу движения устройства.
При перемещении устройства по стыку происходит дозированная по уровню засыпаемого слоя свободная ссыпка под собственным весом сварочного гранулята в разделку кромок. Подпружиненные пружинами 10 к поверхности свариваемого изделия боковые щеки 7 и пластина 8, копируя поверхность изделия, выравнивают уровень засыпки строго по уровню свариваемых кромок и исключают произвольное рассыпание сварочного гранулята по изделию.
Последующая сварка разделки с равномерно засыпанным гранулятом обеспечивает высокое качество сварных соединений, исключая возможность образования дефектов формирования шва, а также обеспечивает постоянное сечение сварного шва по всему стыку.
Формула изобретения
Устройство для подачи сварного гранулята, содержащее бункер и выходной патру- бок с ссыпным отверстием, корпус с
направляющими роликами и ограничительную насадку прямоугольной формы с торцовыми сторонами, размещенными по ходу сварки и выполненными с выемками для получения определенной формы насыпаемого гранулята, отличающееся тем, что, с целью повышения качества сварочного соединения за счет повышения стабильности засыпки гранулята по установленному уровню, ограничительная насадка выполнена из двух Г-образных плавающих подпружиненных щек и торцовой пластины с двумя прорезями, выполненными параллельно оси выходного патрубка, при этом Г-образные щеки размещены с возможностью перемещения в прорезях торцовой пластины.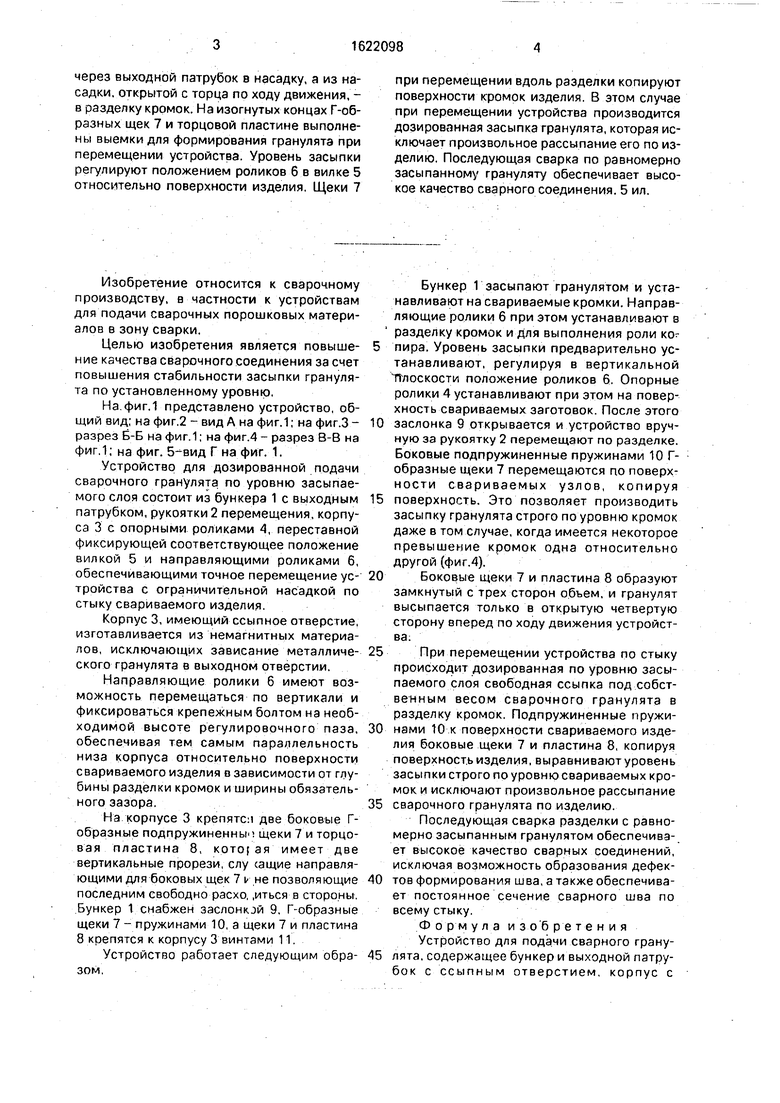
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Способ подготовки стыка кромок трубной заготовки под лазерную сварку | 2017 |
|
RU2640119C1 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| Способ подготовки листов под сварку над флюсовой канавкой | 1988 |
|
SU1634417A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| Флюсоудерживающее устройство для автоматической сварки и наплавки | 2017 |
|
RU2725544C1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
Изобретение относится к сварочному производству, в частности к устройствам для подали сварочных порошковых материалов в зону сварки. Цель изобретения - повышение качества сварного соединения за счет повышения стабильности засветки гра- нулята по установленному уровню. На корпусе 3 бункера 1 крепят подпружиненные пружинами 10 две Г-образные щеки 7 и торцовую пластину с прорезями так, чтобы щеки 7 входили в эти прорези. Устройство, опираясь на колеса и опорные ролики 6, размещенные в разделке кромок изделия, перемещают за рукоятку 2 вдоль стыка. При открытом заслоне 9 порошок высыпается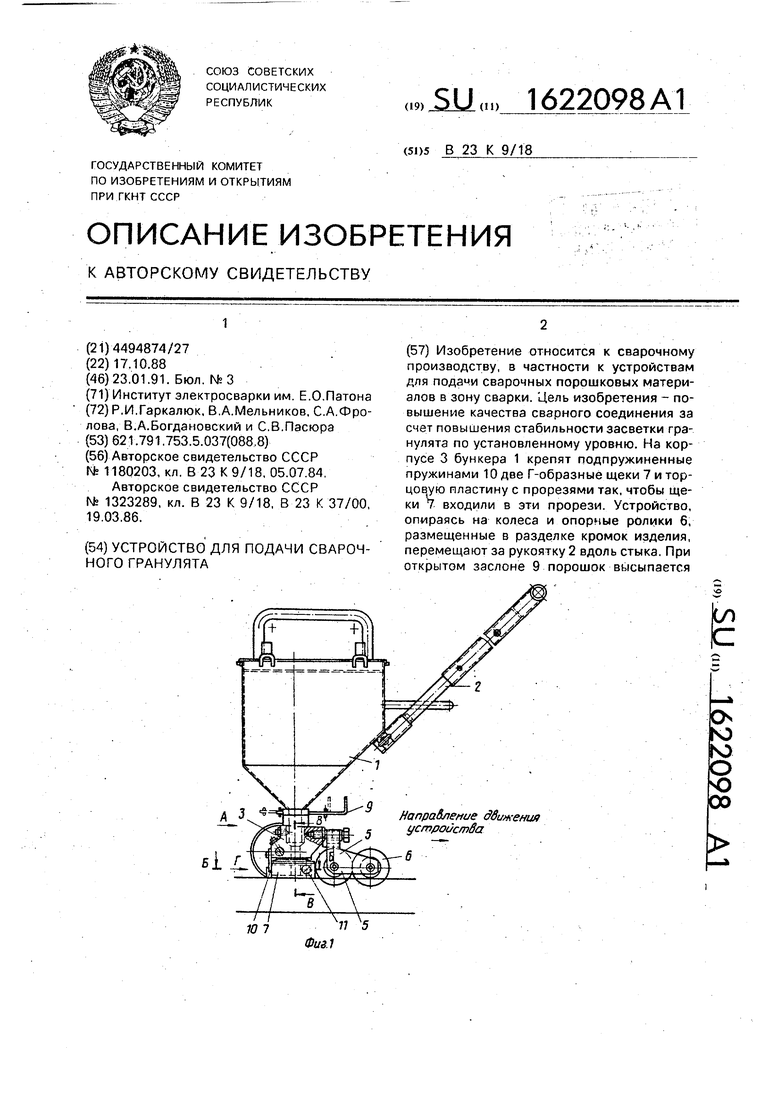
фиг.1
Направление
движения з устройстВа
Фиг.З
Фиг А
В ид Г
Фиг. 5
| Автомат для сварки под флюсом | 1984 |
|
SU1180203A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочный трактор | 1986 |
|
SU1323289A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
