Изобретение относится к сварочному оборудованию, в частности к электродам машин контактной сварки, и может найти применение при соединении арматурных стержней.
Целью изобретения является повышение срока службы электрода и снижение его удельного расхода при сварке арматурных стержней.
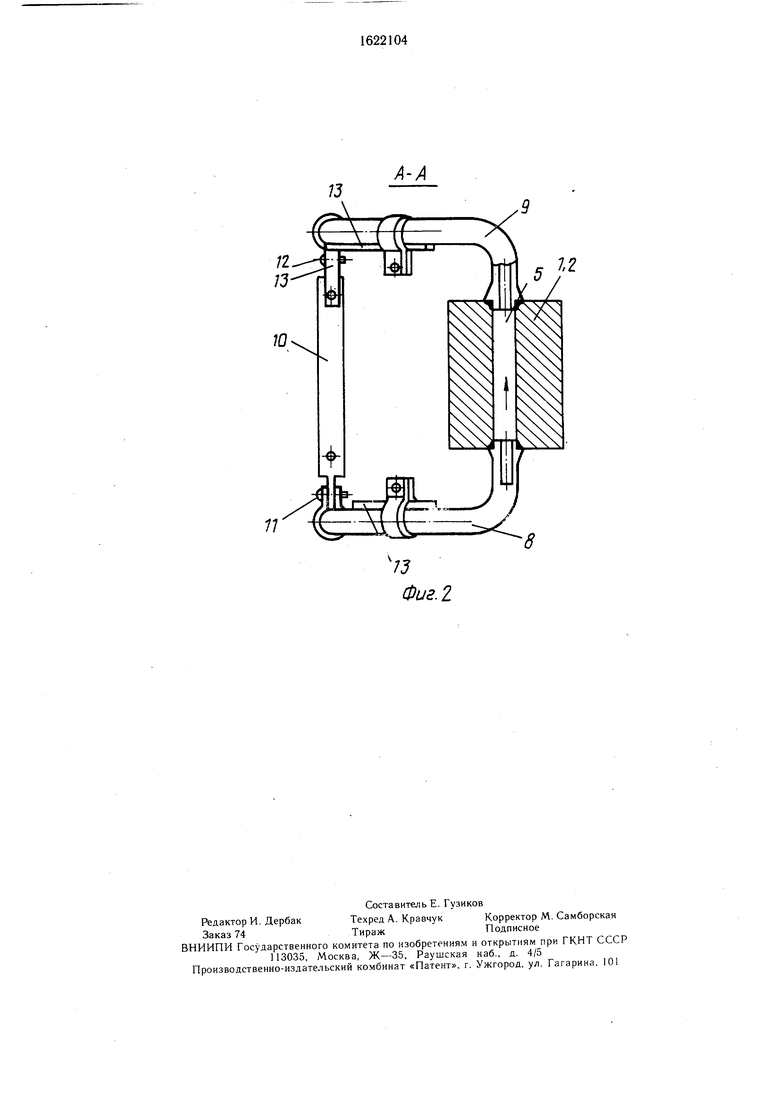
На фиг. 1 изображены электроды совместно со свариваемыми элементами, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Электрод содержит рабочую часть 1, хвостовик 2, осевой охлаждающий канал 3 и охлаждающие каналы 4, оси которых размещены в рабочей части 1 перпендикулярно оси электрода.
Охлаждающие каналы 4 расположены равномерно друг от друга между рабочей поверхностью 5 электрода и дном осевого охлаждающего канала 3 на расстоянии по высоте не более 10 мм, что обеспечивает охлаждение рабочей поверхности 5 до температуры, меньше температуры разупрочнения материала электрода. Каналы 4 могут иметь круглое или прямоугольное поперечное сечение.
Охлаждающая жидкость поступает в канал 3 и последовательно в ближайший от рабочей поверхности 5 и свариваемых изделий 6 канал 4 через патрубок 7 и выводится через патрубок 8.
Патрубки 7 и 8 соединены тягой 9 с помощью шарниров 10 и 11.
Герметичность соединения патрубков 7 и 8 с каналом 4 обеспечивается согнутой плоской пружиной 12, прикрепленной к тяге 9 и патрубкам 7 и 8. Последние прижимаются пружиной 12 через уплотнения на
концевых участках каналов 4 к электроду.
Электрод устанавливается в электрододержатель 13 контактной точечной машины.
Электрод работает следующим образом..
После установки электрода в контактную точечную машину к торцовым отверстиям ближайшего к рабочей поверхности 5 охлаждающего канала 4 прижимают патрубки 7 и 8 и через патрубок 7 подают в охлаждающий канал 4 жидкость, которая выQ текает по патрубку 8.
При срабатывании рабочей поверхности 5 в процессе сварочных работ и приближении ее к охлаждаемому каналу 4 на 2-3 мм прерывают работу контактной точечной машины и подачу жидкости в ка5 нал 4 для перестановки патрубков 7 и 8 на следующий по высоте канал 4. Операция перестановки патрубков 7 и 8, соединенных гибкими шлангами с источником охлаждающей жидкости, занимает 10-15 с. Использование электрода обеспечивает
0 требуемое охлаждение его рабочей части при увеличении ее высоты, что повышает срок службы и снижает удельный расход материала электрода в процессе сварки.
35
Формула изобретения
Электрод для контактной точечной сварки, содержащий рабочую часть, хвостовик, продольный и поперечные каналы для охлаждающей жидкости, причем последние вы- 0 полнены в рабочей части электрода, отличающийся тем, что, с целью повышения срока службы электрода и снижения его удельного расхода при сварке арматурных стержней, поперечные каналы выполнены сквозными и изолированы от продольного канала.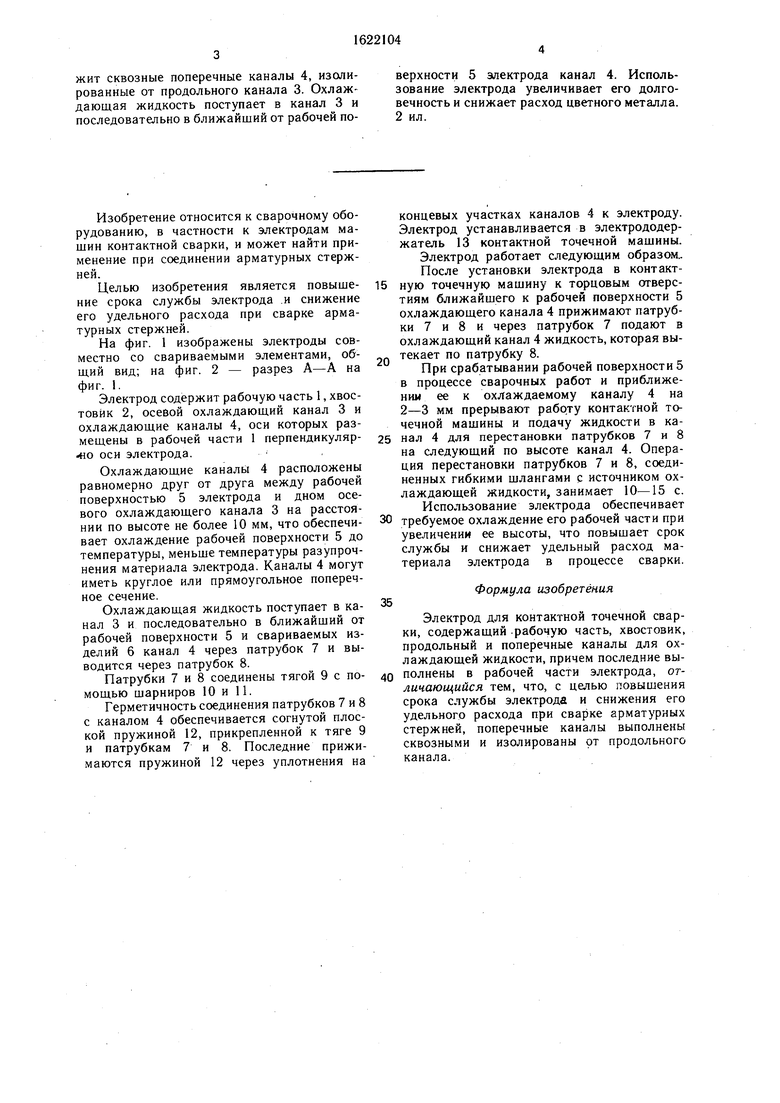
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1637980A1 |
| Электрод для контактной точечной сварки | 1979 |
|
SU867566A2 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1118503A1 |
| Электрод для контактной точечной сварки | 1989 |
|
SU1731531A1 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1097468A1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649482C1 |
| ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1988 |
|
SU1827934A1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Головка для контактной точечной сварки | 1986 |
|
SU1342647A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829370A1 |
Изобретение относится к сварочному оборудованию, в частности к электродам машин контактной сварки, и может найти применение при соединении арматурных стержней. Цель изобретения - повышение срока службы электрода и снижение его удельного расхода при сварке арматурных стержней. Рабочая часть 1 электрода содер
| Электрод для точечной контактной электросварочной машины | 1954 |
|
SU104465A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
