Изобретение относится к сварке и может быть использовано в машинах для контактной точечной сварки.
Целью изобретения является повышение срока службы электрода.
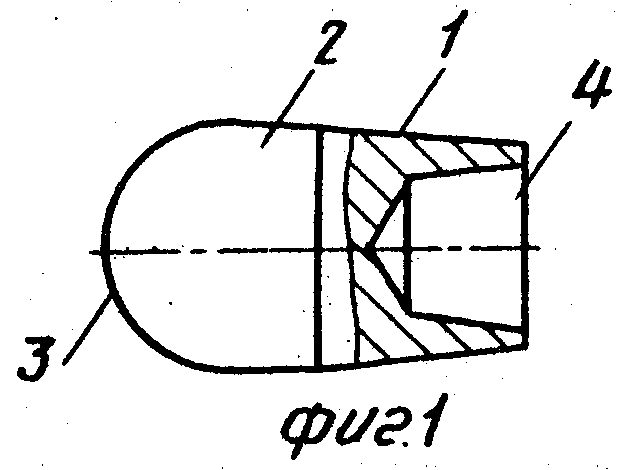
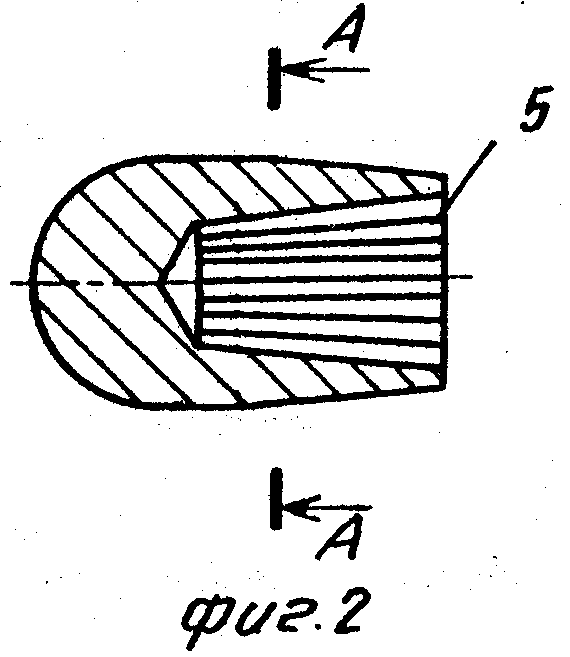
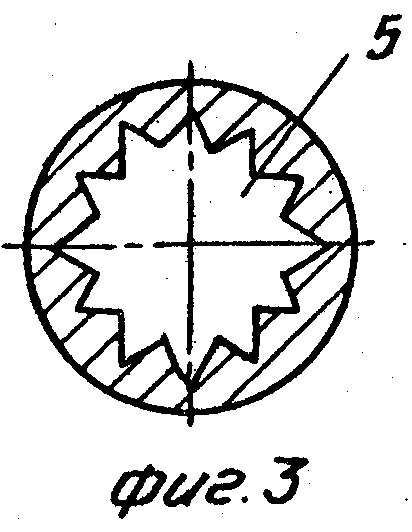
На фиг. 1 изображен электрод с конусным отверстием; на фиг. 2 электрод с отверстием, контур которого представляет ломаную линию; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 электрод с отверстием ступенчатой формы; на фиг. 5 электрод с отверстием ступенчато-винтовой формы; на фиг. 6 электрод, установленный на электрододержателе.
Электрод состоит из посадочной части 1, переходящей в среднюю часть 2, которая оканчивается рабочей частью 3, для охлаждения в электроде выполнен канал 4, направленный от посадочной к рабочей части, причем его проходное сечение выполнено уменьшающимся в сторону рабочей части 3 электрода. Для увеличения площади охлаждающего канала и создания турбулентности при движении охлаждающей жидкости он выполнен с турбулизирующими канавками 5.
Данная конструкция электрода позволяет выполнять его методом выдавливания, что, в конечном итоге, ведет к экономии материала и снижению трудоемкости изготовления электрода.
Площадь поперечного сечения тела электрода непрерывно возрастает по направлению к рабочей части, это улучшает прохождение тока сварки Uсв, возрастает жесткость электрода, необходимая для его сопротивления усилию сжатия Р, улучшается контакт между электрододержателем и электродом, так как стенки посадочного конуса электрода имеют большую жесткость, лучше сопротивляются действию сил F, не теряя при этом своей формы.
Электрод работает следующим образом.
Предварительно его устанавливают на электрододержателе 6. В процессе работы электрод оказывает сопротивление усилию Р со стороны свариваемых деталей, а его посадочная часть 1 оказывает сопротивление силам F, осуществляя при этом электрический контакт с электрододержателем, необходимый для прохождения тока сварки Iсв. Выполнение канала 4 для охлаждающей жидкости таким образом, что каждая последующая площадь его поперечного сечения меньше предыдущей в направлении к рабочей части, позволяет уменьшить диаметр средней части на 2.4 мм, позволяет изготавливать электрод выдавливанием, наибольший эффект достигается у электродов сравнительно небольшой длины (1) при выполнении канала охлаждения глубиной меньшей или равной длине посадочного конуса. У данных электродов кроме уменьшения диаметра средней части и возможности их изготовления методом выдавливания увеличивается жесткость посадочной и средней части электрода, улучшается прохождение сварочного тока к рабочей части электрода, стойкость электродов незначительно увеличивается.
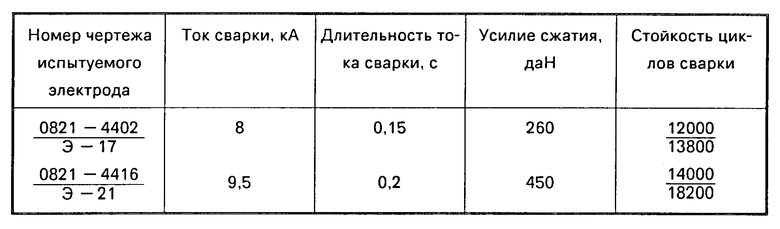
Данные, приведенные в таблице, получены в результате десяти испытаний каждого из электродов.
Стойкость электродов Э-17 увеличилась на 1800 циклов сварки по сравнению с электродом 0821-4402.
Увеличение стойкости заявляемого электрода является следствием непрерывного уменьшения площади поперечного сечения охлаждающего канала, так как это ведет к увеличению жесткости в посадочной части, к улучшению прохождения тока сварки в контакте между электродом и электрододержателем, а также способствует току охлаждающей жидкости, поступающей через трубу в канал охлаждения, см. фиг. 6.
Стойкость электрода Э-21 увеличилась на 4200 циклов сварки по сравнению с электродом 0821-4416.
Значительное увеличение стойкости кроме того объясняется наличием на охлаждающей поверхности турбулизирующих канавок, увеличивающих охлаждающую площадь канала и создающих турбулентное движение охлаждающей жидкости.
Предлагаемый электрод для контактной сварки изготавливается, например, методом холодного выдавливания. При этом полностью исключаются отходы при изготовлении электрода и повышается производительность при его изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод и электрододержатель для контактной точечной сварки | 2015 |
|
RU2607395C2 |
| Устройство для контактной сварки | 2016 |
|
RU2667933C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| Электродный узел машин контактной точечной сварки | 1987 |
|
SU1542742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| Электрододержатель головки для контактной точечной сварки | 1976 |
|
SU593859A1 |
| Электродный узел контактной машины для точечной сварки | 1988 |
|
SU1555086A1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
| Электрододержатель для контактной точечной сварки | 1980 |
|
SU912439A1 |
Изобретение относится к сварке и может быть использовано в машинах для контактной точечной сварки. Цель изобретения повышение срока службы электрода. Электрод имеет канал для охлаждающей жидкости, уменьшающейся в сторону его рабочей части. Для обеспечения турбулентности охлаждающей жидкости на поверхности канала выполнены канавки. Конструкция обеспечивает возможность изготовления электрода выдавливанием. Увеличивается жесткость посадочной и средней части электрода, улучшаются условия прохождения тока, увеличивается стойкость электрода. 1 з.п.ф-лы, 6 ил. 1 табл.
| Гуляев А.И | |||
| Технология точечной и рельефной сварки сталей | |||
| М.: Машиностроение, 1978, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
