Изобретение относится к сварке пластмасс, а именно к устройствам для сварки нагретым инструментом армированных термопластичных листовых и пленочных материалов.
Целью изобретения является повышение производительности устройства.
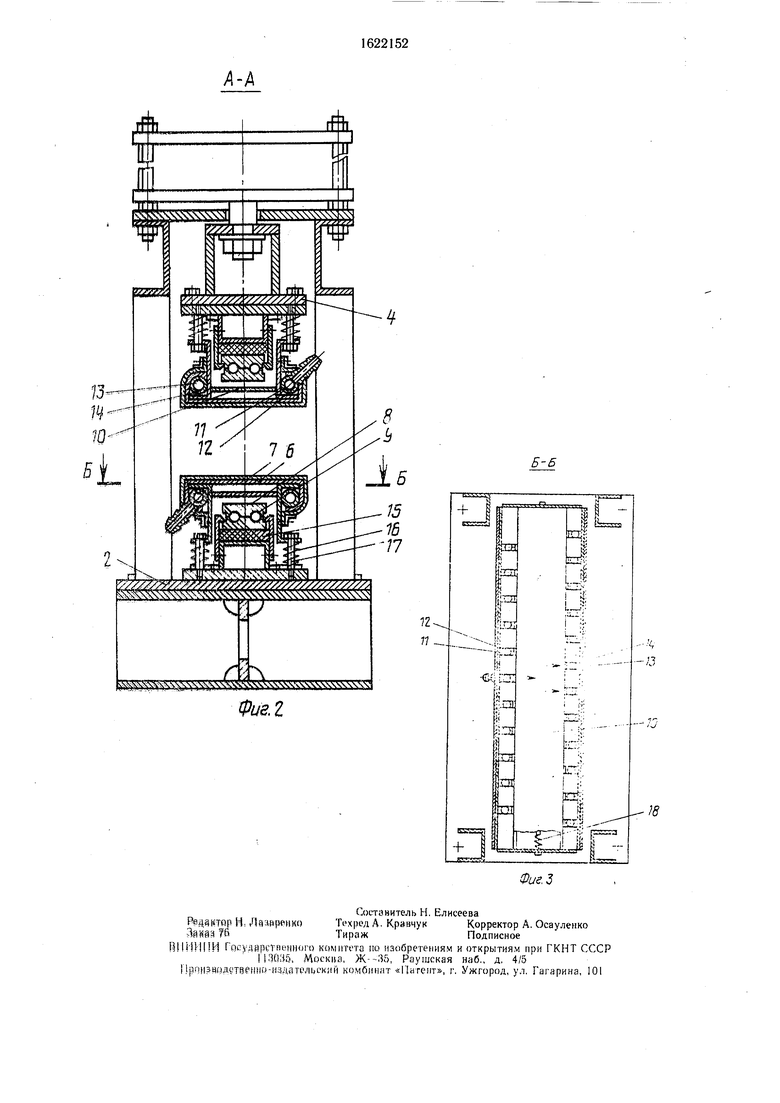
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для сварки полимерных материалов содержит основание 1, на котором размещена неподвижная нижняя траверса 2, корпус 3, подвижная верхняя траверса 4, приводимая пневмоцилиндром 5. Подвижная 4 и неподвижная 2 траверсы содержат нагреватель, состоящий из подвижной обоймы 6 с антиадгезионной прокладкой 7 и неподвижного блока 8 с трубчатыми нагревательными элементами 9. Между обоймой 6 и неподвижным блоком 8 установлена разделяющая пластина 10. С двух сторон обоймы 6 расположены продольные охлаждающие каналы: входной 11 с выходными отверстиями 12 и выходной 13 с входными отверстиями 14. Нагреватель содержит также теплоизоляционную прокладку 15 для уменьшения теплопередачи от неподвижного блока 8 с нагревательными элементами к траверсе, пружины 16 с ограничителями 17 хода пружин. Жесткость пружин 16 для каждого из нагревателей подобрана таким образом, что в пределах рабочего хода суммарное усилие разжатия пружин больше веса подвижной траверсы 2 с поршнем пневмоцилиндра 5 и меньше усилия сжатия траверс, создаваемого
С&
к
Ю
СД Ю
1622152
34
при нагреве свариваемых пленок. Величинатемпературы сварки (в пределах 190-
хода подвижной обоймы 6 под действием200°С) и поддерживают ее в соответстпружин 16 устанавливается с помощьювии с заданным термическим циклом. За
ограничителей 17, которые также фикси-счет малой толщины и большой теплоруют пружины 16 и подвижную обойму 6с5 проводности разделяющая пластина 10
установленными на ней элементами от сдви-и подвижная обойма 6 не препятствуют
га во время рабочих ходов и технологи-быстрому нагреву. Неподвижный блок 8 осческой паузы.тается нагретым в течение всего сварочного
Разделяющая пластина 10 закрепленацикла. Теплоизоляционная прокладка 15 своими концами на нагревателе посредствомслужит для поддержания рабочей темпе- пружин 18 растяжения и в исходном поло-10 ратуры нагревателя и уменьшения потерь жении фиксируется от перемещения к не-тепла во время охлаждения, подвижному блоку 8 выступами на боко-После окончания нагрева прекращают вых стенках подвижной обоймы 6, обра-подачу воздуха в пневмоцилиндр 5, верх- зуя полости, изолирующие действие нагре-нюю полость пневмоцилиндра соединяют с вательных элементов 9 блока 8 на разде-15 атмосферой. Снятие давления в пневмо- ляющую пластину и рабочую поверхностьцилиндре приводит к распрямлению пру- подвижной обоймы 6. Охлаждающий каналжин 16 на величину, заданную ограничи- 11 расположен вдоль нагревателя, заглу-телями 17. Подвижная обойма 6 нагрева- шен с торцов, соединен с пневмосетьютелей вследствие этого отводится от нагре- с помощью штуцера (не показаны), находя-того неподвижного блока 8 и разделяющей щигося в центре подвижной обоймы. Вы-20 пластины 10 в исходное положение, при ко- ходные отверстия 12 канала 11 для про-тором образуются полости между разделяю- хождения охлаждающего воздуха соединеныщей пластиной 10 и нагретым неподвиж- с замкнутой охлаждающей полостью, обра-ным блоком 8 и между разделяющей зованной разделяющей пластиной 10 и под-пластиной 10 и подвижной обоймой 6, кото- вижной обоймой 6. Канал 13, предназна-25 Рые предотвращают тепловое воздействие ченный для выхода охлаждающего возду-постоянно нагретого неподвижного блока 8 ха из охлаждающей полости, также распо-на подвижную обойму 6. При распрямле- ложен вдоль нагревателя, соединен с ох-нии пружин 16 поднимается также подвиж- лаждающей полостью с помощью входныхная траверса 4 на расстояние, равное отверстий 14 и соединен с атмосферой посумме перемещения подвижных обойм 6 на- торцам. Выходные отверстия 12 и входные30 гревателей, при этом свариваемые кромки отверстия 14 для обеспечения равномерностиматериалов остаются зажатыми между под- охлаждения сварного шва расположены та-вижными обоймами 6 под давлением, соз- ким образом, что выходные отверстиядаваемым за счет веса подвижной тра- смещены относительно входных на полови-версы,4 и веса поршня пневмоцилиндра ну расстояния между ними (фиг. 3). Это5. В полость, образованную подвижной позволяет увеличить турбулентность пода-35 обоймой 6 и разделяющей пластиной 10, ваемого под давлением охлаждающего воз-через охлаждающий канал 11 и отверстия духа и таким образом обеспечить его ин-12 подают сжатый воздух. Струя воздуха, тенсивное перемешивание и увеличить кон-подаваемого в канал 11, проходит через вективный теплообмен с охлаждаемымивыходные отверстия 12, несколько раз от- стенками полости.ражается от стенок охлаждающей полосУстройство работает следующим обра-ти, чем обеспечивается равномерность охзом.лаждения подвижной обоймы 6. Нагретый
В нижнюю полость пневмоцилиндра 5воздух отводится в атмосферу через входподают сжатый воздух от пневмосети, под-ные отверстия 14 и выходной охлаждаювижная траверса 2 поднимается, сваривае-щи и канал 13. После окончания процесса
мые армированные полимерные пленки45 охлаждения сварного шва подача охлаждаюукладывают с необходимым нахлестом нащего воздуха прекращается. В нижнюю
подвижную обойму 6 нижней траверсы.полость пневмоцилиндра 5 подают сжатый
Затем сжатый воздух подают в верх-воздух и подвижную траверсу 4 отводят
нюю полость пневмоцилиндра 5, в то жев верхнее положение. Сваренные материавремя нижнюю полость пневмоцилиндра сое-лы удаляют из зоны сварки. На этом
диняют с атмосферой. Подвижная травер-50 сварочный цикл заканчивается, са 2 опускается до плотного контакта со
свариваемыми пленками и до соединения вФормула изобретения одно целое поверхности неподвижного бло-Устройство для сварки полимерных мака 8, подвижной обоймы 6 и разделяющейтериалов, содержащее основание с верхней пластины 10 нагревателей. После это-и нижней траверсами, на которых смонти- го осуществляют нагрев свариваемых по-55 рованы нагреватели, выполненные в виде верхностей предварительно нагретым не-обоймы с продольными охлаждающими ка- подвижным блоком 8 с помощью труб-налами и неподвижного блока с установлен- чатых нагревательных элементов 9 доными в нем нагревательными элементами,
отличающееся тем, что, с целью повышения производительности устройства, оно снабжено установленной между обоймой и неподвижным блоком разделяющей пластиной, концы которой закреплены на нагревателе посредством пружин, причем один из охлаждающих каналов выполнен с входными,
а другой - с выходными отверстиями, сообщенными с полостью между обоймой и разделяющей пластиной, при этом входные и выходные отверстия охлаждаю- щих каналов смещены друг относительно друга, а обойма, подпружинена относительно траверсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных материалов | 1989 |
|
SU1650465A1 |
| Устройство для упаковывания штучных изделий в полимерную пленку | 1986 |
|
SU1430310A1 |
| Устройство для образования соляной пыли | 2023 |
|
RU2830463C1 |
| Устройство для сварки газообразным теплоносителем периодически движущейся термопластичной ленты | 1982 |
|
SU1024288A1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Установка для сварки трубных заготовок | 1985 |
|
SU1321603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Вакуум-формовочная машина | 1989 |
|
SU1698083A1 |
| Устройство для сварки обечаек из термопластичных материалов | 1979 |
|
SU863390A1 |

Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки нагретым инструментом армированных термопластичных листовых и пленочных материалов. Цель - повышение производительности устройства. Для этого устройство для сварки полимерных материалов снабжено установленной между обоймой и неподвижным блоком разделяющей пластиной, концы которой закреплены на нагревателе посредством пружин. Один из охлаждающих каналов выполнен с входными, а другой - с выходными отверстиями, сообщенными с полостью между обоймой и разделяющей пластиной. Входные и выходные отверстия охлаждающих каналов смещены одно относительно другого. Обойма подпружинена относительно траверсы. 3 ил. с SS (Л
и
1 I + +- + + 4- I
ы
-4
и.
3t
гт -t- :+ +- -i- 1 г
У
////w/y /77S/
/////////т/
и
г
А
iSSKO VeeOMNKeOKS
Фиг. 2
Б-Б
12- 77 .
t,
17
| Устройство для сварки обечаек из термопластичных материалов | 1979 |
|
SU863390A1 |
| Солесос | 1922 |
|
SU29A1 |
| Зайцев К | |||
| И | |||
| Сварка пластмасс при сооружении объектов нефтяной и газовой промышленности | |||
| - М.: Недра, 1984, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
