и;
О9
Од
«i
10
15
20
25
30
Изобретение относится к упаковыванию и предназначено преимуществен- но для упаковывания штучных изделий в полимерную пленку.
Целью изобретения является повышение качества и расширение технологи- ческих возможностей путем как сваривания пакетов, так- и его последующей термоусадкн.
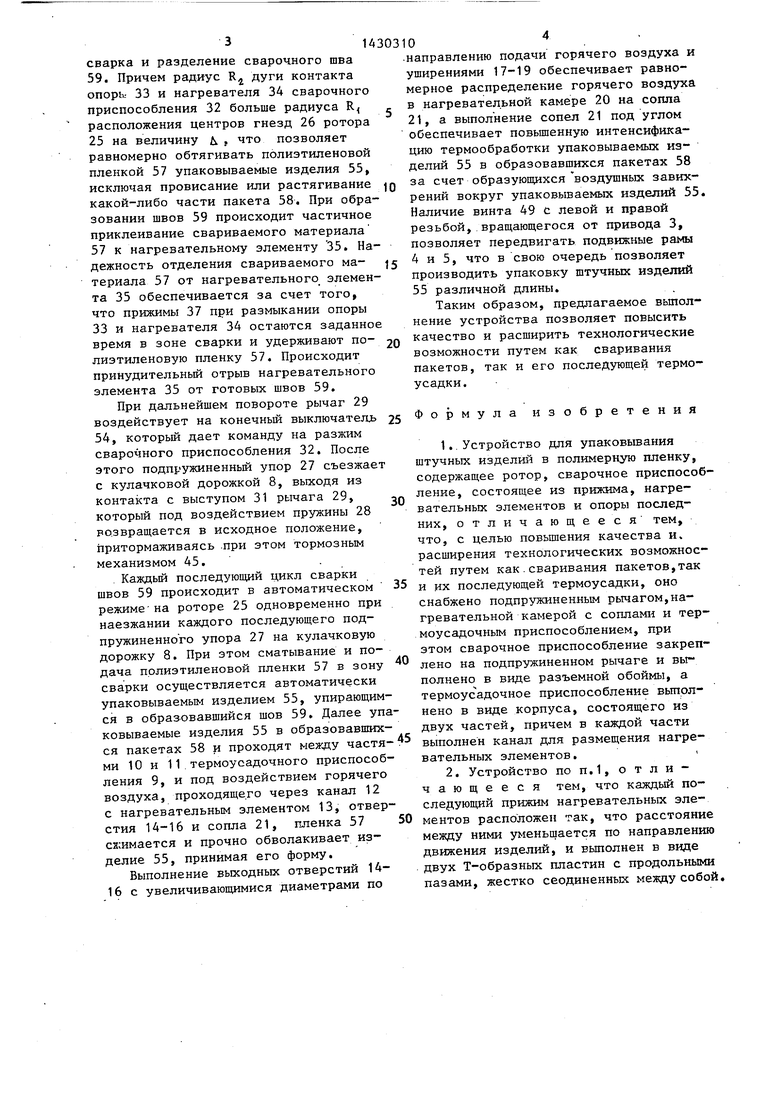
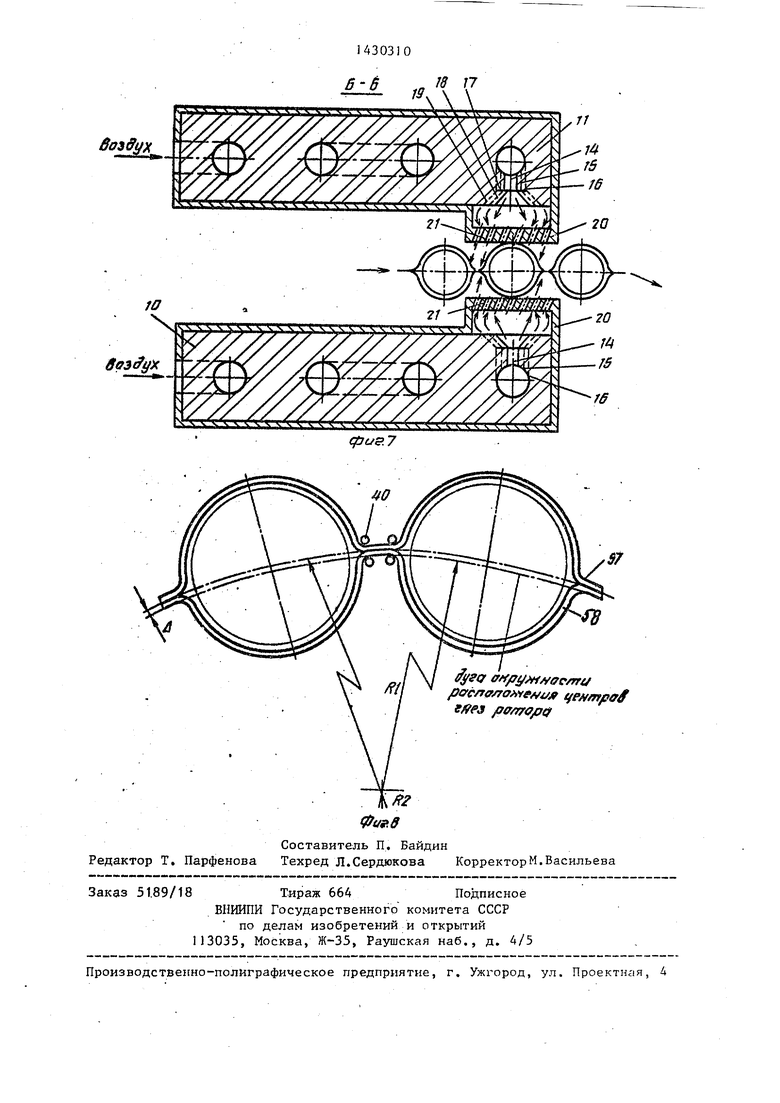
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сварочное приспособление; на фиг. 4 - сва- рочньш прижим; на фиг. 5 - нагреватель сварочного приспособления; на фиг. 6 - термоусадочное приспособление; на фиг. 7 - разрез Б-Б на фиг.6; на фиг. 8 - готовая упаковка штучных изделий,
Устройство для упаковывания штучных изделий в полимерную пленку состоит из неподвижной рамы 1 с установленными на ней приводами 2 и 3, подвижных рам 4 и 5 с установленными на них разматывающими устройствами 6, рукавообразователями 7, кулачковыми дорожками 8 и термоусадочным приспособлением 9, выполненным в виде корпуса, состоящего из двух 10 и 11 с каналами 12 под нагревательные элементы 13 и выходными отверстиями 14-16, имеющими последовательно увели- чиваюищеся диаметры и заканчивающимися уширениями 17-19 со стороны нагревательной камеры 20 с выполненными под углом соплами 21, приводного вала 22 с установленными на нем ротором 23, втулками 24 с жестко установлен- ным ротором 25 с гнездами 26, снабженным по периметру подпружиненными упорами 27 и шарнирно установленным подпружиненным пружиной 28 рычагом 29 с фиксатором 30, выступом 31 и сварочным приспособлением 32, состоящим из опоры 33, нагревателя 34 с нагревательными элементами 35, покрытыми антиадгезионным материалом 36, и прижимов 37, выполненных в виде Т- образных пластин 38 с пазами 39, жестко соединенных между собой прижим- 0 ными элементами 40, и,приводимым в вхасение пневмоцилиндром 41 через ейки 42 и 43 и шестерню 44, и тормозного механизма 45 в виде подпружиненной пружиной 46 дуги 47 с лункой 48. .
Для перемещения подвижных рам 4 5 на неподвижной раме 1 установлен инт 49 с левой и пра.вой резьбой, а
35
40
45
0
5
0
5
0
0
5
0
5
для укладки изделий 50 на неподвижной раме 1 имеется склиз 51. Для обеспечения работы устройства в автоматическом режиме на его механизмах установлены конечные выключатели 52- 54.
Устройство для упаковки штучных изделий в полимерную пленку работает следуюш 1м образом.
На склиз 51 подаются штучный изделия 55, а на разматывающее устройство 6 устанавливается рулон 56 полиэтиленовой пленки 57. Затем перед началом работы устройства в автоматическом цикле в ручном режиме с рулона 56 сматывается полиэтиленовая пленка 57 и протягивается через ру- кавообразователь 7 в зону сварки между опорой 33 и нагревателем 34 сварочного приспособления 32, После этого включается привод 2 и начинается работа устройства в автоматическом режиме. При этом приводной вал 22 с ротором 23, втулками 24 и размещенными на них роторами 25 начинает вращаться. Упаковываемые изделия автоматически заполняют гнезда 26 роторов 25 и подаются в зону упаковки. При вращении ротора 25 один из размещенных по периметру подпружиненных упоров 27 наезжает на кулачковую дорожку 8, выдвигается и входит в контакт с выступом 31 рычага 29, поворачивая его вокруг оси ротора 25 по ходу его вращения. При этом фиксатор 30 рычага 29 выходит из лунки 48 дуги 47, воздействующей на конечный выключатель 52, дающий команду на включение пневмоцилиндра 41, посредством которого через рейки 42 и 43 и шестерню 44 одновременно осуществляется подъем и опускание опоры 33 и нагревателя 34 с имеющимися на них прижимами 37.соответственно.
За счет того, что каждый последую- цщй прижим 37 на нагревателе 34 и опоре 33 расположен с уступом в сторону уменьшения расстояния между прижимами 37 опоры 33 и нагревателя 34 по направлению вращения ротора 25, проходит поочередное обтягивание по- следуюшлх изделий 55 пленкой 57, исключающее .воздействие растягивающих сил на наружную часть образовавшегося пакета 58 полимерной пленки 57. При окончательном прилшме прижимы 3 утопают,опора 33 и нагреватель 34 - смыкаются и происходит одновременная
1А
сварка и разделение сварочного шва 59. Причем радиус R дуги контакта опоры 33 и нагревателя 34 сварочного приспособления 32 больше радиуса R расположения центров гнезд 26 ротора 25 на величину , что позволяет равномерно обтягивать полиэтиленовой пленкой 57 упаковываемые изделия 55, исключая провисание или растягивание какой-либо части пакета 58. При образовании швов 59 происходит частичное приклеивание свариваемого материала 57 к нагревательному элементу 35. Надежность отделения свариваемого ма- териала 57 от нагревательного элемента 35 обеспечивается за счет того, что прижимы 37 при размыкании опоры 33 и нагревателя 34 остаются заданное время в зоне сварки и удерживают по- лиэтиленовую пленку 57. Происходит принудительный отрыв нагревательного элемента 35 от готовых швов 59.
При дальнейшем повороте рычаг 29 воздействует на конечный выключателе 54, который дает команду на разжим сварочного приспособления 32. После этого подпружиненный упор 27 съезжает с кулачковой дорожкой 8, выходя из контакта с выступом 31 рычага 29, который под воздействием пружины 28 возвращается в исходное положение, приторматкиваясь .при этом тормозным механизмом 45.
Каждый последующий цикл сварки швов 59 происходит в автоматическом режиме на роторе 25 одновременно при наезжании каждого последующего подпружиненного упора 27 на кулачковую дорожку 8. При этом сматывание и подача полиэтиленовой пленки 57 в зону осуществляется автоматически упаковываемым изделием 55, упирающимся в образовавшийся шов 59. Далее упковываемые изделия 55 в образовавшихся пакетах 58 и проходят между частя ми 10 и 11 термоусадочного приспособления 9, и под воздействием горячего воздуха, проходящего через канал 12 с нагревательным элементом 13, отверстия 14-16 и сопла 21, пленка 57 сжимается и прочно обволакивает изделие 55, принимая его форму.
Выполнение выходных отверстий 14- 16 с увеличивающимися диаметрами по
0
ОЗ
5 0
10 .
.направлению подачи горячего воздуха и уширениями 17-19 обеспечивает равномерное распределение горячего воздуха в нагревательной камере 20 на сопла 21, а выполнение сопел 21 под углом обеспечивает повышенную интенсификацию термообработки упаковываемых изделий 55 в образовавшихся пакетах 58 за счет образующихся воздушных завихрений вокруг упаковываемых изделий 55. Наличие винта 49 с левой и правой резьбой, вращающегося от привода 3, позволяет передвигать подвижные рамы 4 и 5, что в свою очередь позволяет производить упаковку штучных изделий 55 различной длины.
Таким образом, предлагаемое выполнение устройства позволяет повысить качество и расширить технологические возможности путем как сваривания пакетов, так и его последующей термо- усадки.
25 Формула изобретения
50
1.. Устройство для упаковьшания штучных изделий в полимерную пленку, содержащее ротор, сварочное приспособление, состоящее из прижима, нагревательных элементов и опоры последних, отличающееся тем, что, с целью повьш1ения качества и. расширения технологических возможностей путем как.сваривания пакетов,так и их последующей термоусадки, оно снабжено подпружиненным рычагом,нагревательной камерой с comiaMii и термоусадочным приспособлением, при этом сварочное приспособление закреплено на подпружиненном рычаге и выполнено в виде разъемной обоймы, а термоус адочное приспособление вьтрл- нено в виде корпуса, состоящего из двух частей, причем в каждой части выполнен канал для размещения нагревательных элементов.
2. Устройство по п.1, о т л и - чающееся тем, что каждый последующий прижим нагревательных элементов расположен так, что расстояние между ними уменьщается по направлению движения изделий, и выполнен в виде двух Т-образных пластин с продольными пазами, жестко сеодиненных между собой.
0
5
0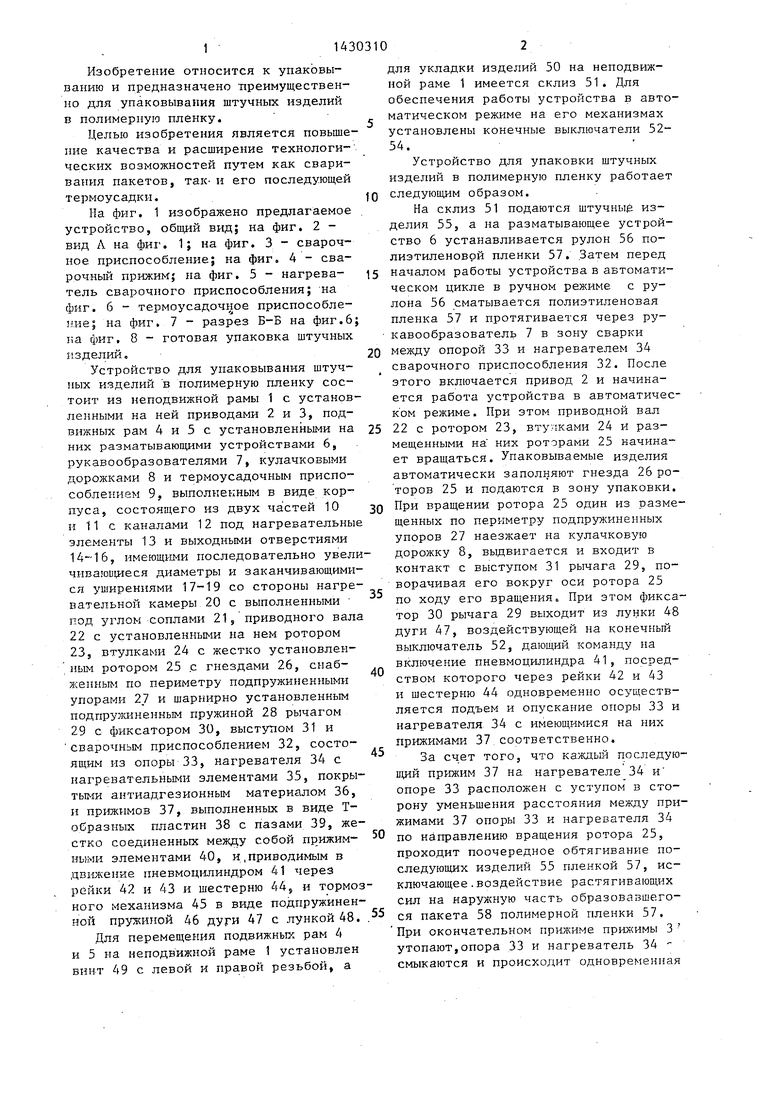
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обмотки пакета штучных предметов на поддоне в полимерную пленку | 1987 |
|
SU1421619A1 |
| Устройство для упаковывания изделий в полиэтиленовую пленку | 1989 |
|
SU1689220A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для сварки поперечных швов пакетов из рукавной полимерной пленки | 1982 |
|
SU1143651A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1984 |
|
SU1303495A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПОЛИМЕРНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 1997 |
|
RU2115555C1 |
| Устройство для образования поперечных швов на рукавной пленке и разрезания ее | 1976 |
|
SU659459A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
Изобретение ка.сается устройств для упаковывания штучных изделий в полимерную пленку, может быть использовано в легкой, пищевой и других отраслях промышленности и обеспечивает повышение качества и расширение технологических возможностей за счет как сваривания пакетов, так. их после- дуюш,ей термоусадки. Устройство содержит ротор 25, по периметру которого установлены упоры 27, сварочное приспособление 32, состоящее из опоры, нагревателя и прижимов, выполненных в виде Т-образных пластин, жестко соединенных между собой прижимными элементами. Сварочное приспособление 32 размещено на подпружиненном рычаге 29, который периодически взаимодействует с ротоном 25. Устройство также снабжено термоусадочным приспособлением 9, вьшрлненным в виде корпуса, состоящего из дёух частей, с каналами под нагревательные элементы и вьпсодныш отверстиями, имеющими последовательно увеличивающиеся диаметры и заканчивающимися уширени ями со стороны нагревательной камеры 1 з.п. ф-лы, 8 ил. S
fc;
CM
JX
s
CSl
ч
12
воздух
CfJU.S
/
IB
м
f i
срие.б
- ,(
Soi&yx
воздух
Г/
гб
cf3cjs.7
ffff/jy / ffc/rrt/ pffc/rff/ro tf t/jf (fpf/mpff/
jOff/77ff/y f
/И
| Устройство для сварки поперечных швов пакетов из рукавной полимерной пленки | 1982 |
|
SU1143651A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
