(54) УСТРОЙСТВО ДЛЯ СВАРКИ ОБЕЧАЕК ИЗ ТЕРМОПЛАСТИЧНЫХ
МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки рукавов из термопластичных материалов | 1990 |
|
SU1729780A1 |
| Устройство для термоимпульсной сварки термопластичных пленок | 1977 |
|
SU663597A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1980 |
|
SU935305A1 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| СИСТЕМА ФОРМОВАНИЯ И УПАКОВКИ ИЗДЕЛИЙ ИЗ САХАРНОЙ ВАТЫ | 2000 |
|
RU2165149C1 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1981 |
|
SU1014735A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ, ОСУЩЕСТВЛЯЕМЫЙ НА НЕМ | 2017 |
|
RU2659047C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
1
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки обечаек из термопластичной пленки.
Известно устройство для сварки рукавов из термопластичных материалов, содержащее обжимное приспособление, выполненное в виде оправки и охватывающего ее кольца с вырезом, нагревательный элемент и прижим для сжатия кромок после нагрева D3
Недостатком устройства является то, что при сварке рукавов из термопластичной пленки повышенной толщины сварной шов имеет низкое качество, так как прогрев двух пленок для образования сварного шва неравномерный, осуществляется только с одной стороны нагревателем, расположенным снаружи рукава. Кроме того, на устройстве можно сваривать рукав только одного диаметра, соответствующего диаметру рукавообразующей трубы.
Наиболее близким к предлагаемому является устройство для сварки обечаек из термопластичных материалов, содержащее смонтированный на станине верхний нагреватель, подвижный в вертикальной плоскости, и нижний нагреватель, установленный консольно на станине с возможностью поворота в горизонтальной плоскости L2j.
Недостаток данногоустройства заклю10чается в медленном охлаждении сварного шва при выдержке под давлением, а также в том, что заготовка трубчатой обечайки свободно висит на.плите и требуются трудоемкие ручные операции, чтоtsбы выставить и зафиксировать кромки заготовки трубы в нужном положении. Все это снижает производительность устройства.
Цель изобретения - повышение про20изводительности устройства.
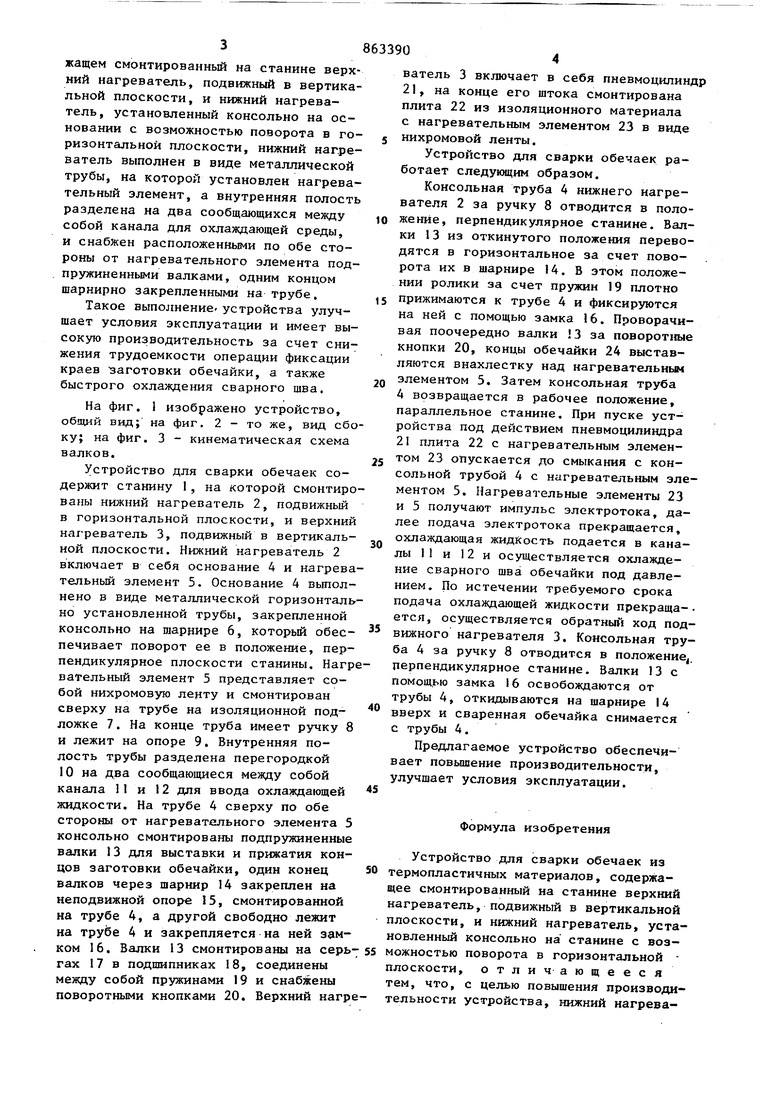
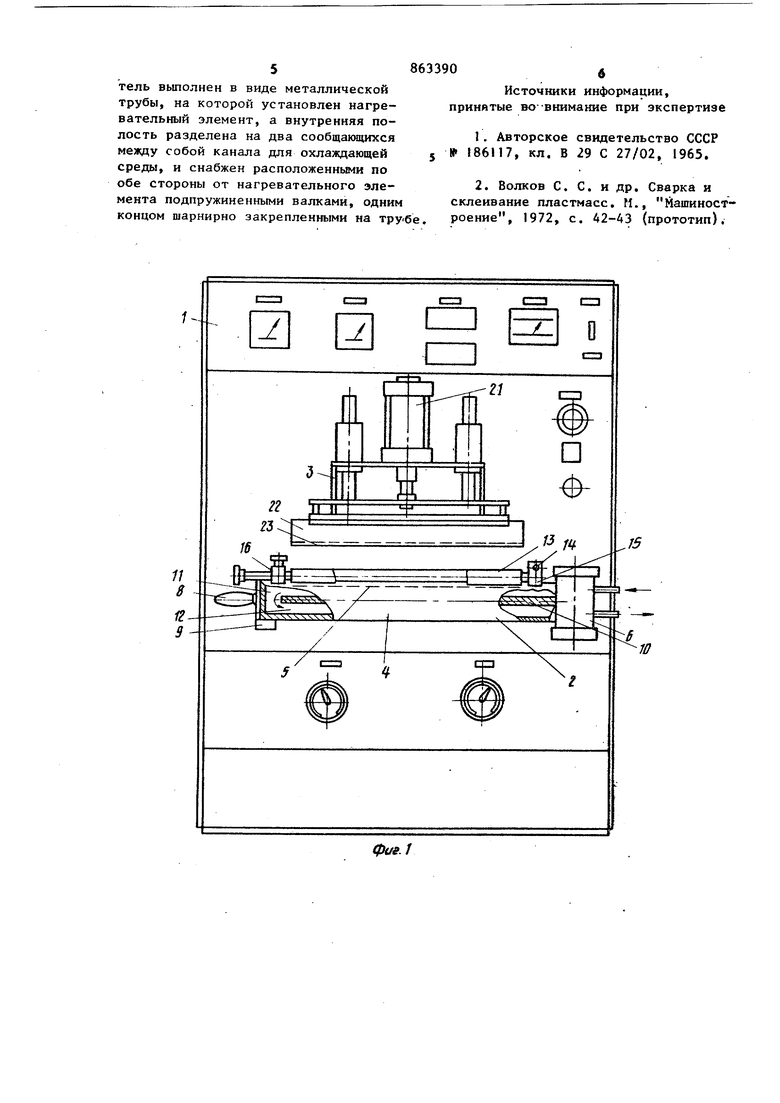
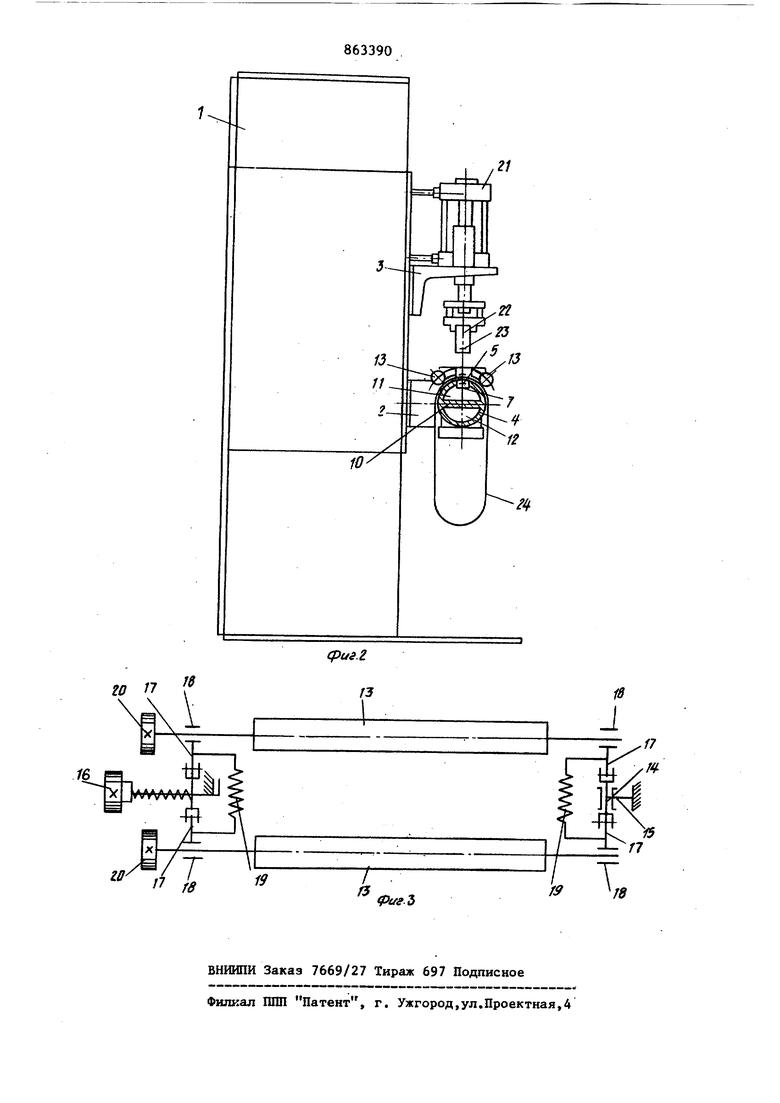
Указанная цель, достигается тем, что в устройстве для сварки обечаек из термопластичных материалов, содер3жащем смонтированный на станине верхний нагреватель, подвижный в вертикальной плоскости, и нижний нагреватель, установленный консольно на основании с возможностью поворота в горизонтальной плоскости, нижний нагреватель выполнен в виде металлической трубы, на которой установлен нагревательный элемент, а внутренняя полость разделена на два сообщающихся между собой канала для охлаждающей среды, и снабжен расположенными по обе стороны от нагревательного элемента подпружиненньии валками, одним концом шарнирно закрепленными на трубе. Такое выполнение- устройства улучшает условия эксплуатации и имеет высокую производительность за счет снижения трудоемкости операции фиксации краев заготовки обечайки, а также быстрого охлаждения сварного шва. На фиг. 1 изображено устройство, обзщй вид; на фиг, 2 - то же, вид сбо ку; на фиг. 3 - кинематическая схема валков. Устройство для сварки обечаек содержит станину 1, на которой смонтиро ваны нижний нагреватель 2, подвижный в горизонтальной плоскости, и верхний нагреватель 3, подвижный в вертикальной плоскости. Нижний нагреватель 2 включает в себя основание 4 и нагрева тельный элемент 5. Основание 4 вьтолнено в виде металлической горизонталь но установленной трубы, закрепленной консольно на иирцире 6, которьй обеспечивает поворот ее в положение, перпендикулярное плоскости станины. Нагр вательный элемент 5 представляет собой нихромовую ленту и смонтирован сверху на трубе на изоляционной подложке 7. На конце труба имеет ручку 8 и лежит на опоре 9. Внутренняя полость трубы разделена перегородкой 10 на два сообщающиеся между собой канала П и 12 для ввода охлаждающей жидкости. На трубе 4 сверху по обе стороны от нагревательного элемента 5 консольно смонтированы подпружиненные валки 13 для выставки и прижатия кон цов заготовки обечайки, один конец валков через шарнир 14 закреплен на неподвижной опоре 15, смонтированной на трубе 4, а другой свободно лежит на трубе 4 и закрепляется на ней зам 13 смонтированы на сер ком 16. Валки гах 17 в подшипниках 18, соединены между собой пружинами 19 и снабжены поворотными кнопками 20. Верхний наг 0 ватель 3 включает в себя пневмоцилиндр 21, на конце его штока смонтирована плита 22 из изоляционного материала с нагревательным элементом 23 в виде нихромовой ленты. Устройство для сварки обечаек работает следующим образом. Консольная труба 4 нижнего нагревателя 2 за ручку 8 отводится в положение, перпендикулярное станине. Валки 13 из откинутого положения переводятся в горизонтальное за счет поворота их в шарнире 14. В этом положении ролики за счет пружин 19 плотно прижимаются к трубе 4 и фиксируются на ней с помощью замка 16. Проворачивая поочередно валки 3 за поворотные кнопки 20, концы обечайки 24 выставляются внахлестку над нагревательньн элементом 5. Затем консольная труба 4 возвращается в рабочее положение, параллельное станине. При пуске устройства под действием пневмоцилиндра 21 плита 22 с нагревательным элементом 23 опускается до смыкания с консольной трубой 4 с нагревательным элементом 5. Нагревательные элементы 23 и 5 получают импульс электротока, далее подача электротока прекращается, охлаждающая жидкость подается в каналы II и 12 и осуществляется охлаждение сварного щва обечайки под давлением. По истечении требуемого срока подача охлаждающей жидкости прекраща- ется, осуществляется обратный ход подвижного нагревателя 3. Консольная труба 4 за ручку 8 отводится в положение, перпендикулярное станине. Валки 13 с помощью замка I6 освобождаются от трубы 4, откидываются на шарнире 14 вверх и сваренная обечайка снимается с трубы 4. Предлагаемое устройство обеспечивает повилаение производительности, улучшает условия эксплуатации. Формула изобретения Устройство для сварки обечаек из термопластичных материалов, содержащее смонтированный иа станине верхний нагреватель, подвижный в вертикальной плоскости, и нижний нагреватель, установленный консольно на станине с воз- можностью поворота в горизонтальной плоскости, отличающееся тем, что, с целью повышения производительности устройства, нижний нагреватель вьтолнен в виде металлической трубы, на которой установлен нагревательный элемент, а внутренняя полость разделена на два сообщакнцихся между собой канала для охлаждающей средь, и снабжен расположенньми по обе стороны от нагревательного элемента подпружиненными валками, одним концом шарнирно закрепленными на . 863 0б Источники информации, принятые во-Внимание при экспертизе 1 . Авторское свидетельство СССР 186117, кл. В 29 С 27/02, 1965. 2. Волков С. С. и др. Сварка и склеивание пластмасс. П., Машиностроение, 1972, с. 42-43 (прототип).
// g
129
