1
(21)4378424/02
(22)11.02.88
(46) 23.01.91. Бюл. Г 3
(71)Московский авиационный технологический институт им. К.Э.Циолковского и Ступинское машиностроительное производственное объединение
(72)Б.А.Колачев, В.Г.Поляков,
А.Ю.Братков, В.И.Седов, А.П.Петрухин, Н.И.Сердюк и Ю.А.Сергеев
(53)621.78.062 (088.8)
(56)Авторское свидетельствоСССР № 514662, кл. В 23 В 1/00, 1976.
(54)СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТИТАНА И ЕГО. СПЛАВОВ
(57)Изобретение относится к металлургии, в частности к химико-термической обработке и обработке металлов резанием, и может быть использовано
в машиностроении, приборостроении и т.п. Целью изобретения является повышение производительности за счет сокращения продолжительности технологического цикла и увеличение стойкости режущего инструмента за счет облегчения стружкообразования и уменьшения трения в зоне резания. Способ включает предварительное наводораживанио заготовки и ее последующую обработку резанием на величину припуска. Предварительное наводораживание осуществляют в газовой среде при давлении 580-760 мм рт.ст., температуре 700- 800°С в течение 5-30 мин. Применение способа позволяет в 16 раз сократить длительность технологического цикла и в 4 раза повысить стойкость режущего инструмента. 1 ил., 3 табл.
а &
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок из титановых сплавов | 1989 |
|
SU1703259A1 |
| Способ изотермического отжига заготовок из легированных сталей | 1978 |
|
SU779412A1 |
| Способ термической обработки интерметаллидных титановых Орто-сплавов | 2022 |
|
RU2800089C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| Способ обработки твердосплавных металлокерамических изделий | 1981 |
|
SU1009607A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ФРИКЦИОННО-ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2274524C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
Изобретение относится к металлургии, в частности к химико-термической обработке и обработке металлов реза- нием, и может быть использовано в машиностроении, приборостроении и т.п.
Цель изобретения - повышение производительности за счет сокращения технологического цикла и увеличения стойкости режущего инструмента за счет облегчения стружкообразования и уменьшения трения в зоне резания.
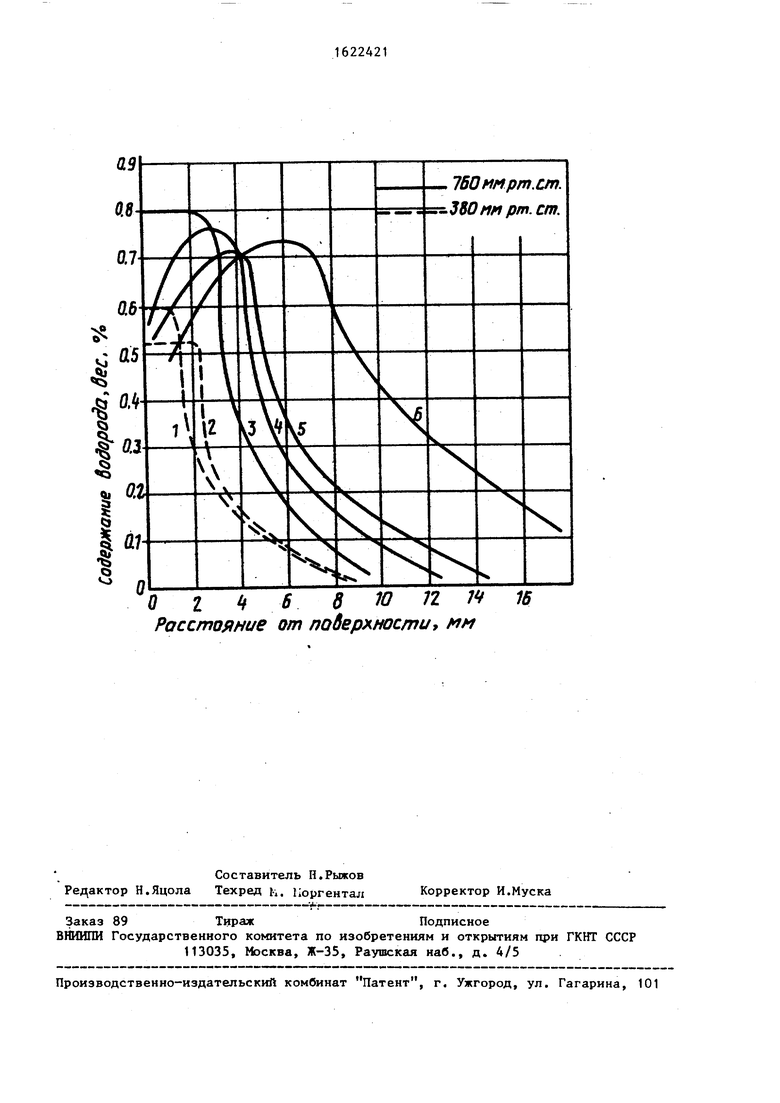
На чертеже показан график зависимости глубины проникновения водорода от концентрации водорода и продолжительности наводораживания.
Согласно способу обработки изделий из титана и его сплавов, включающему
предварительное наводоражнвание заготовки и ее последующую обработку резанием на величину припуска, предварительное наводораживание осуществляют в газовой среде при давлении 380- 760 мм рт.ст., температуре 700-800 С в течение 5-30 мин.
На графике представлены экспериментальные результаты распределения водорода по сечению образцов, которые наводоражены в течение различного времени при двух начальных уровнях давления водорода: 0,5 и 1 атм в 60 л объема. Кривая 1 иллюстрирует изменение содержания водорода в сечении образца при начальном давлении водорода 0,5 атм (380 мм рт.ст.) после наОЭ
to
Ю
Јь Ю
водораживания при 800°С в течение 5 мин с последующим охлаждением вне печи. 1 ривая 2 показывает изменение содержания водорода после наводоражи- вания в течение 30 мин.
Увеличение начального давления водорода в 2 раза приводит к увеличению максимальной концентрации водорода от 0,6 до 0,8% и вдвое увеличивает толщину наводораженного слоя (кривая 3). Увеличение времени выдержки при тец- пературе наводораживания до 15 мин (кривая 4) и до 30 мин (кривая 5) сдвигает фронт с высоким градиентом водорода внутрь материала. Охлаждение с медленной скоростью (кривая 6) после 30 мин выдержки при 800°С приводит к меньшему градиенту содержания водорода по сечению и наводораженный слой в 2-3 раза больше, чем при более быстром охлаждении.
Пример. Заготовки из сплава ВТ6Ч толщиной 48 мм перед механической обработкой подвергают наводоражи- ванию на специальной установке для на1 водораживания. Установка позволяет производить ускоренное охлаждение в вакууме при сдвинутой нагревательной печи со средними скоростями от 20°С/мин в интервале температур 800- 700°С до 10°С/мин в интервале температур 500-400°С, в то время, как охлаждение вместе с печью обеспечивает скорости охлаждения в 4 раза меньшие. Повышенные скорости охлаждения не поз воляют водороду, поглощенному поверхностями образца, глубоко диффундировать вглубь материала.
Заготовки закладывают в печь установки, после чего температура в ней доводится до 700 800°С с одновременным созданием водородной атмосферы в печи с определенным давлением в пределах 380-760 мм рт.ст. Время выдержки детали в печи и скорость ее охлаждения определяются (в соответствии с толщиной снимаемого припуска) по графику, который получен в результате экспериментальных исследований.
В табл. 1 приведены сравнительные результаты по наводораживанию известным и предлагаемым способами; в табл. 2 - результаты Обрабатываемости точением на станке 1К62; в табл. 3 - данные по режимам наводораживанич предлагаемым способом.
Точение сплава 1ТЗ-1 проводят без охлаждения режущими неперетачиваемыми пластинами из сплава ВК60М, которые
закрепляют механически на державках. Пластины подвергают входному контролю на отсутствие сколов, трещин и раковин на режущих поверхностях. Контроль производят на инструментальном микро5 скопе. Обработке подвергают цилиндрические детали диаметром 60 мм и длиной 200 мм.Износ инструмента определяется по задней грани на микроскопе ИМИ. , Стойкость режущего инструмента оп0 ределяют по скорости изнашивания
vq tget,
где oi - угол наклона линейного участка кривой изнашивания.
5 За лимитированный износ принимается износ по задней грани 0,5 мм. Тогда стойкость определяется:
2г5
мин,
Применение предлагаемого способа позволяет в 16 раз сократить длительность технологического цикла и в 4 раза повысить стойкость режущего инструмента.
Формула изобретения
Способ обработки изделий из титана и его сплавов, включающий предварительное наводораживание заготовки и ее последующую обработку резанием на величину припуска, отличающийся тем, что, с целью повышения производительности за счет сокращения продолжительности технологического цикла и увеличения стойкости режущего инструмента за счет облегчения стружкообразования и уменьшения трения в зоне резания, наводораживание осуществляют в газовой среде при давле- нии 380-760 мм рт.ст., температуре 700-800°С в течение 5-30 мин.
Извест- Элект
30 60
1,0 1,0
0,2 0.2
Таблица 1
Таблица 2
10 10
0,5 0,5
45 45
45 45
17,0 69,0
Таблица 3
0 2 4 В 8 Ю П It 16 Расстояние от поверхности, мм
