Изобретение относится к области машиностроения, в частности к узлам уплотнения вращающихся валов армированными манжетами.
Цель изобретения - увеличение срока эксплуатации уплотнения преимущественно для многошпиндельных головок техноло- гического оборудования за счет стабилизации зластогидродинамических условий в зоне трения манжеты с покрытием . вала.
На чертеже показан узел манжетного уплотнения для вращающегося вала - шпинделя многошпиндельной головки, поперечное сечение.
Узел манжетного уплотнения шпинделя 1 многошпиндельной головки 2 содержит манжету 3, размещенную между крышкой 4 и подшипником 5 качения. Манжета 3 состоит из металлического каркаса 6, браслетной пружины 7 и корпуса 8 (базовый материал корпуса фтористый каучук), который в зоне контакта с поверхностью из полимера шпинделя 1 переходит в рабочую кромку 9. При этом плоскость действия сжимающего усилия браслетной пружины 7 не совпадает с плоскостью контакта рабочей кромки 9.
.Контактная зона изготавливаемого или восстанавливаемого (в результате выработки - износа канавки) шпинделя 1 покрывается полимерным материалом, например, на основе полиамида. При этом одним из механических способов обработки - точением и фрезерованием или накаткой (после точения) специально изготовленным накатным роликом - обрабатывают канавку, ложе 10 шириной 8... 10 мм и глубиной 1,2...1.8 мм (для восстанавливаемого шпинделя ширина и глубина выбираются исходя из размеров выработки - износа), после чего с использованием специального приспособления и режущего инструмента наносятся по ширине ложа-канавки 10 лунки 11 радиусной формы в продольном сечении и остроугольной формы в поперечном сечении ( а 25 ..30°) с наклоном к оси шпинделя /3 30°. глубина лунок 11 в центре 0,4...0,5 мм.
После механической операции зона обработки подвергается обезжириванию, промывке и сушке, затем шпиндель 1 устанавливается в центры специального станка, где производится нагрев зоны покрытия до 60...65°С и последующее ее напыление полимерным материалом при равномерном вращении шпинделя со скоростью 20...25 об/мин.
После остывания и отверждения полимерное покрытие дает усадку и покрытая поверхность приобретает седловидную форму с волнообразным рельефом, шаг и
угол наклона которого повторяют расположение лунок 11.
Манжетное уплотнение работает следующим образом.
После монтажа шпинделя 1 в шпиндельной головке 2 работа узла манжетного уплотнения заключается в следующем. В процессе вращения жидкая смазка, поступающая на опоры 5 качения, удерживается
под кромкой 9 манжеты 3 капиллярными силами, величина которых определяется не только свойствами смазки, но и геометрией топографического рельефа нанесенного полимерного покрытия, контактирующего с
кромкой 9, а именно насосным эффектом, в результате которого смазка отражается от рабочей кромки 9. При этом в процессе контактного нагружения полимерной губки манжеты от браслетной пружины 7 на полимерный волнообразный рельеф вращающегося шпинделя 1 степень и частота осцилляции рабочей кромки 9 фактически являются мощным барьером формирования и роста температуры от трения, как это имеет место при трении по гладкой металлической твердой поверхности.
Седлообразный наплыв (высота по выступам 0,4...0,5 мм) полимерного покрытия, по осевой плоскости которого осциллирует
кромка 9 манжеты 3, также выполняет положительную роль, увеличивая герметизирующие свойства манжетного уплотнения в точках максимальных амплитуд (2А) осцилляции кромки 9 за счет повышения натяга
сопряжения и уменьшение удельного давле ния.
В процессе трения материалов полимер - полимер в значительной степени улучшаются условия контактирования в результате
их однородности по основным физико-механическим свойствам и структуре, а также их совпадению по электрохимическим свойствам, что делает трущуюся пару нейтральной к электрическому потенциалу. В то время
как в процессе трения полимер - металл это ведет к образованию дополнительного механизма износа Кроме того, технология на- несения полимерного материала существенно повышает общий (суммарный)
эксплуатационный ресурс шпинделя в результате многократных нанесений этих материалов,
В качестве материала покрытия может быть применен тефлон в виде гранул или
стружки.
Формула изобретения 1. Манжетное уплотнение для вращающегося вала содержащее армированную эластомерную манжету с браслетной пру5 16226846
жиной и местное подманжетное защитноедна канавки вала и имеет седлообразную
покрытие вала, отличающееся тем. что,форму в Продольном сечении вала, а в попес целью увеличения срока эксплуатации уп-речном - волнообразную,
лотнения, а зоне трения на валу выполнено2. Уплотнение по п. 1,отличающеложе-канавка. заполненное защитным по-5 вся тем, что ложе-канавка вала имеет равкрытием из полимерного материала, напри-норасположенные лунки с остроугольным
мер из полиамидных смол, причем внешняядном, причем продольная ось лунки направповерхность покрытия повторяет рельефлена под углом к оси вала
| название | год | авторы | номер документа |
|---|---|---|---|
| Манжетное уплотнение и способ его изготовления | 1981 |
|
SU976169A1 |
| Способ обеспечения герметичности турбонасосного агрегата | 2018 |
|
RU2687197C1 |
| ТОРЦОВО-РАДИАЛЬНОЕ МАНЖЕТНОЕ УПЛОТНЕНИЕ | 1998 |
|
RU2169873C2 |
| Магнитожидкостное уплотнение | 1982 |
|
SU1020674A1 |
| МАНЖЕТНОЕ УПЛОТНЕНИЕ ДЕЙДВУДНОГО УСТРОЙСТВА | 1990 |
|
RU2042068C1 |
| Манжетное уплотнение вала | 1979 |
|
SU872876A1 |
| МОДУЛЬ УПЛОТНЕНИЯ | 1995 |
|
RU2097630C1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО | 1997 |
|
RU2120073C1 |
| Манжетное уплотнение | 1986 |
|
SU1352128A1 |
| Манжетное уплотнение | 1987 |
|
SU1463996A1 |
Изобретение относится к уплотнитель- ной технике, в частности к узлам уплотнения вращающихся валов армированными ман8 жетами. Цель изобретения - увеличение срока эксплуатации уплотнения за, счет стабилизации эластогидродинамических условий в зоне трения рабочей кромки манжеты с покрытием вала. Узел манжетного уплотнения вала (шпинделя) содержит армированную манжету 3. вал с контактной зоной, выполненной на основе полиамидного материала таким образом, что он после остывания и отверждения полимерного материала отображает внешнюю механически обработанную поверхность вала, которая имеет седлообразную форму в продольном сечении и волнообразную в поперечном. Кроме того, ложе-канавка 10 имеет равно расположенные лунки 11 с остроугольным дном, причем продольная ее ось направлена под углом к продольной оси вала. 1 э., 1 ил. fe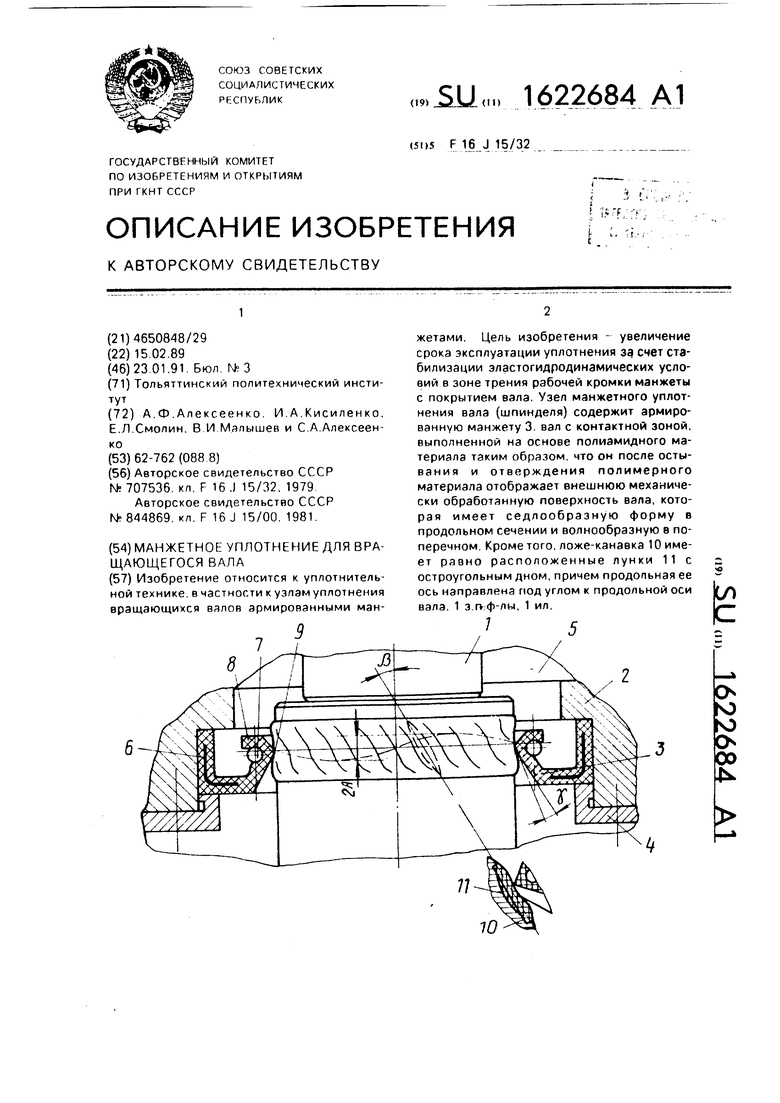
| Устройство модуляции света | 1977 |
|
SU707536A3 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
