Изобретение относится к способам обработки металлов давлением.
Цель изобретения повышение производительности за счет сокращения времени обработки.
Из полученных отливок одну партию обрабатывали по способу-прототипу, а другую по заявленному режиму.
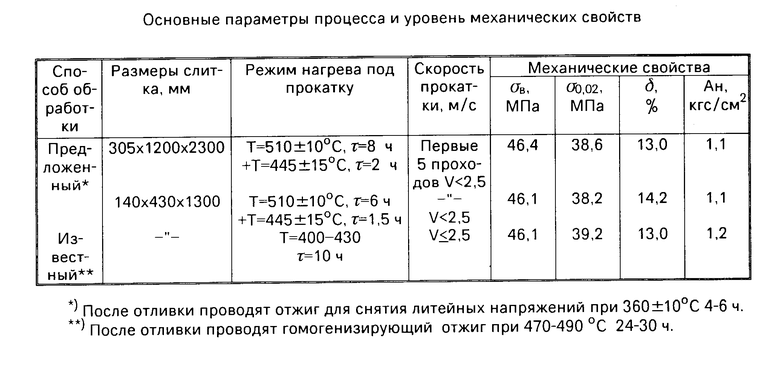
Основные параметры процесса и уровень механических свойств приведены в таблице.
Из таблицы видно, что в предложенном способе сокращены время отжига слитков и цикл прокатки при сохранении общего уровня механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492275C1 |
| Способ получения горячекатаных полос из алюминиевого сплава АМГ 2 | 1990 |
|
SU1750756A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ | 2016 |
|
RU2637444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ | 2010 |
|
RU2451105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ОБРАБОТКИ КРИОГЕННОГО АЛЮМИНИЕВОГО СПЛАВА | 2022 |
|
RU2815083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ИЗ АНТИФРИКЦИОННОГО СПЛАВА | 2015 |
|
RU2590464C1 |
| Способ получения сверхпластичного плакированного материала на основе алюминия | 2016 |
|
RU2637842C1 |
| Способ получения холоднокатаных листов из вторичного алюминиевого сплава | 2024 |
|
RU2826055C1 |
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
Изобретение относится к способам обработки металлов давлением. Цель изобретения повышение производительности за счет сокращения времени обработки. Слитки подвергают отжигу для снятия литейных напряжений при 350 500°С 4 6 ч. Нагрев слитков под прокатку проводят за 6 8 ч до 510 ± 10°C с последующим их охлаждением до 430 460°С. Прокатку в первых 3 5 проходах проводят в интервале скоростей  где vi скорость прокатки в i-м проходе, м/с;
где vi скорость прокатки в i-м проходе, м/с;  длина дуги захвата в i-м проходе, м; εi относительное обжатие в i-м проходе; 2,5; 17 размерные коэффициенты, c-1. 1 табл.
длина дуги захвата в i-м проходе, м; εi относительное обжатие в i-м проходе; 2,5; 17 размерные коэффициенты, c-1. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ ЦИНК - МАГНИЙ, включающий отливку, отжиг, нагрев под прокатку и последующую прокатку, отличающийся тем, что, с целью повышения производительности за счет сокращения длительности при сохранении свойств, отжиг проводят для снятия литейных напряжений, нагрев под прокатку проводят до 510 ± 10oС 6 8 ч с последующим охлаждением до 430 460oС, а прокатку ведут при этой температуре со скоростью в первых 3 5 проходах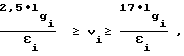
где Vi скорость прокатки в i м проходе, м/с; длина дуги захвата в i м проходе, м;
длина дуги захвата в i м проходе, м;
2,5 и 17 размерные коэффициенты, с-1;
εi относительное обжатие в i м проходе.
| Елагин В.И | |||
| и др | |||
| Структура и свойства сплавов системы алюминий - магний - цинк | |||
| - М.: Металлургия, 1982, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
