Изобретение относится к сварочному производству, а именно к оборудованию для электронно-лучевой сварки с программным управлением, и может быть использовано в машиностроительных отраслях промышленности, имеющих установки для электронно-лучевой сварки.
Целью изобретения является повышение качества сварного соединения за счет автоматизации контроля эмиссионной способности катода пущки.
На фиг, 1 показана блок-схема предлагаемого устройства электронно-лучевой сварки: на фиг. 2 - график зависимостей, характеризующих различные эмиссионные способности пушки.
Устройство содержит энергоблок для электронно-лучевой сварки, включающими пушку 1 и источник 2 ее питания, сумматор
3, блок 4 режимов сварки изделия 5, установленного на тележке 6 в вакуумной камере 7, привод 8 перемещения тележки 6, блок 9 диагностики пушки 1, включающий первый 10 и второй 11 блоки памяти, сумматор 12, третий блок 13 памяти, формирователь 14 управляющих воздействий, формирователь 15 импульсов, компаратор 16, задатчик 17 скорости изменения тока электронного луча, датчик 18 привода 8, пучок 19 электронов пушки 1.
Блок 9 диагностики имеет первый 10 и второй 11 блоки памяти, входы которых являются входами блока 9 и подключены к выходу источника 2, по которому снимают сигналы, пропорциональные току электронного пучка 19. Блок 9 также имеет сумматор 12. входы которого связаны с блоками памяти 10 и 11. третий блок 13 памяти, через
О
о о
СП ОЭ
который выход сумматора 12 подключен к компаратору 16, формирователь 14 управляющих воздействий, выходы которого связаны с входами управления блоков 10, 11 и 13 памяти, а вход - с выходом формирователя 15 импульсов, входы управления которым связаны с выходом первого блока 10 памяти, вход синхронизации через датчик 18 привода - с выходом привода 8, который также связан с входом синхронизации блока 4 режимов сварки, причем вход управления этого блока связан через компаратор 16 с задатчиком 17 скорости изменения тока электронного луча.
Формирователь 14 управляющих воздействий представляет собой ждущий трехфазный генератор, в котором временной интервал между импульсами первой и второй фаз задается сигналом первого блока 10 памяти через формирователь 15, выход которого через сумматор 3 связан с источником 2 питания пушки 1.
Устройство работает следующим образом,
Формирователь 15 импульсов через датчик 18 привода подключен к приводу 8 тележки б, на которой установлено изделие 5, подлежащее сварке. Периодически в зависимости от скорости сварки формирователь 15 импульсов выдает временной импульс, который через сумматор 3 воздействует на источник 2 питания пушки. Пушка отпирается и ток электронного пучка увеличивается в соответствии с постоянной времени энергоблока и эмиссионной способностью катода. Длительность импульса формирователя 15 импульсов выбирается такой, что за время воздействия пучка повышенной мощности на изделие не возникает повреждения изделия 5. Для увеличения диапазона изменений тока пучка при диагностике без повреждения изделия можно использовать одновременное отклонение пучка на сваренный стык или расфокусировку пучка.
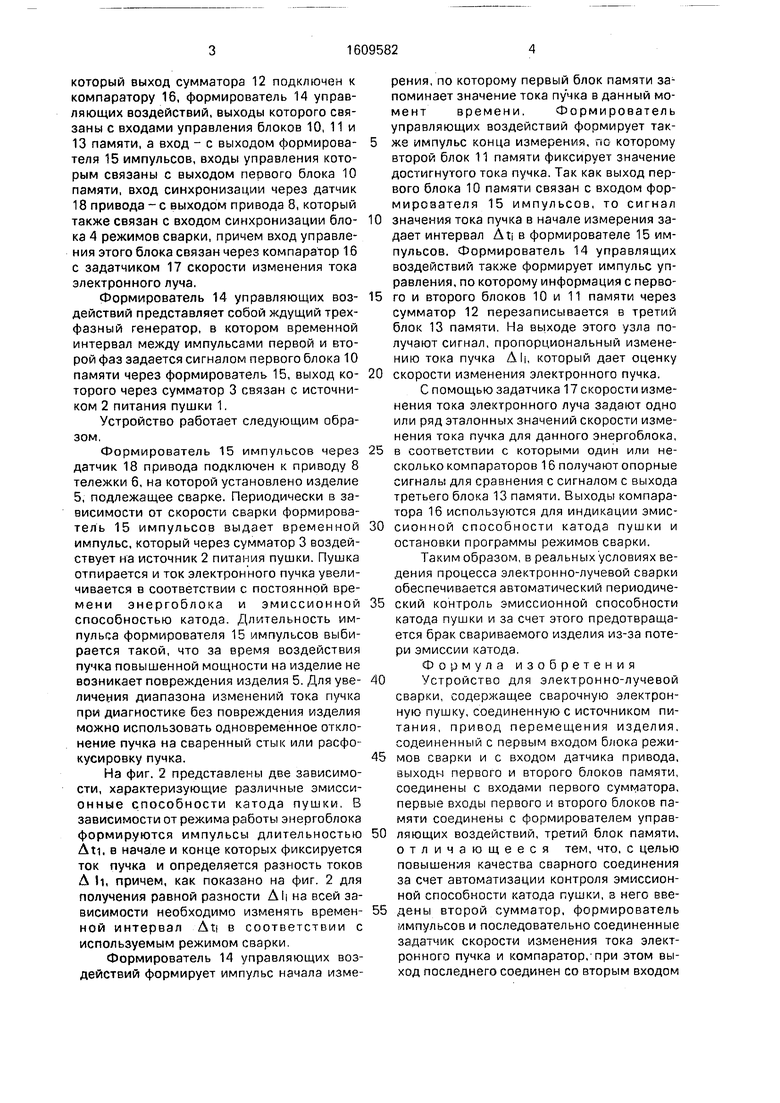
На фиг. 2 представлены две зависимости, характеризующие различные эмиссионные способности катода пушки, В зависимости от режима работы энергоблока формируются импульсы длительностью Ati, в начале и конце которых фиксируется ток пучка и определяется разность токов Д li, причем, как показано на фиг. 2 для получения равной разности Л1| на всей зависимости необходимо изменять временной интервал Ati в соответствии с используемым режимом сварки,
Формирователь 14 управляющих воздействий формирует импульс начала измерения, по которому первый блок памяти запоминает значение тока пу чка в данный мо- мент времени. Формирователь управляющих воздействий формирует так- же импульс конца измерения, по которому второй блок 11 памяти фиксирует значение достигнутого тока пучка. Так как выход первого блока 10 памяти связан с входом формирователя 15 импульсов, то сигнал значения тока пучка в начале измерения задает интервал Ati в формирователе 15 импульсов. Формирователь 14 управлящих воздействий также формирует импульс управления, по которому информация с перво- го и второго блоков 10 и 11 памяти через сумматор 12 перезаписывается в третий блок 13 памяти. На выходе этого узла получают сигнал, пропорциональный изменению тока пучка Ah, который дает оценку скорости изменения электронного пучка.
С помощью задатчика 17 скорости изменения тока электронного луча задают одно или ряд эталонных значений скорости изменения тока пучка для данного энергоблока, в соответствии с которыми один или несколько компараторов 16 получают опорные сигналы для сравнения с сигналом с выхода третьего блока 13 памяти. Выходы компаратора 16 используются для индикации эмис- сионной способности катода пушки и остановки программы режимов сварки.
Таким образом, в реальных условиях ведения процесса электронно-лучевой сварки обеспечивается автоматический периодиче- ский контроль эмиссионной способности катода пушки и за счет этого предотвращается брак свариваемого изделия из-за потери эмиссии катода.
Формула изобретения Устройство для электронно-лучевой
сварки, содержащее сварочную электронную пушку, соединенную с источником питания, привод перемещения изделия, содеиненный с первым входом блока режи- мов сварки и с входом датчика привода, выходы первого и второго блоков памяти, соединены с входами первого сумматора, первые входы первого и второго блоков памяти соединены с формирователем управ- ляющих воздействий, третий блок памяти, отличающееся тем, что, с целью повышения качества сварного соединения за счет автоматизации контроля эмиссионной способности катода пушкм, в него вве- даны второй сумматор, формирователь глмпульсов и последовательно соединенные задатчик скорости изменения тока электронного пучка и компаратор,-при этом выход последнего соединен со вторым входом
блока режимов сварки, выход которого через второй сумматор - с источником питания сварочной электронной пушки, выход которого соединен со вторыми входами первого и второго блоков памяти, выход датчика привода через формирователь импульсов - с вторым входом второго сумматора и выходом формирователя
управляющих воздействий, третий выход которого соединен с первым входом третьего блока памяти, второй вход которого соединен с выходом первого сумматора, а выход третьего блока памяти соединен со вторым входом компаратора, а выход первого блока памяти соединен со вторым входом формирователя импульсов.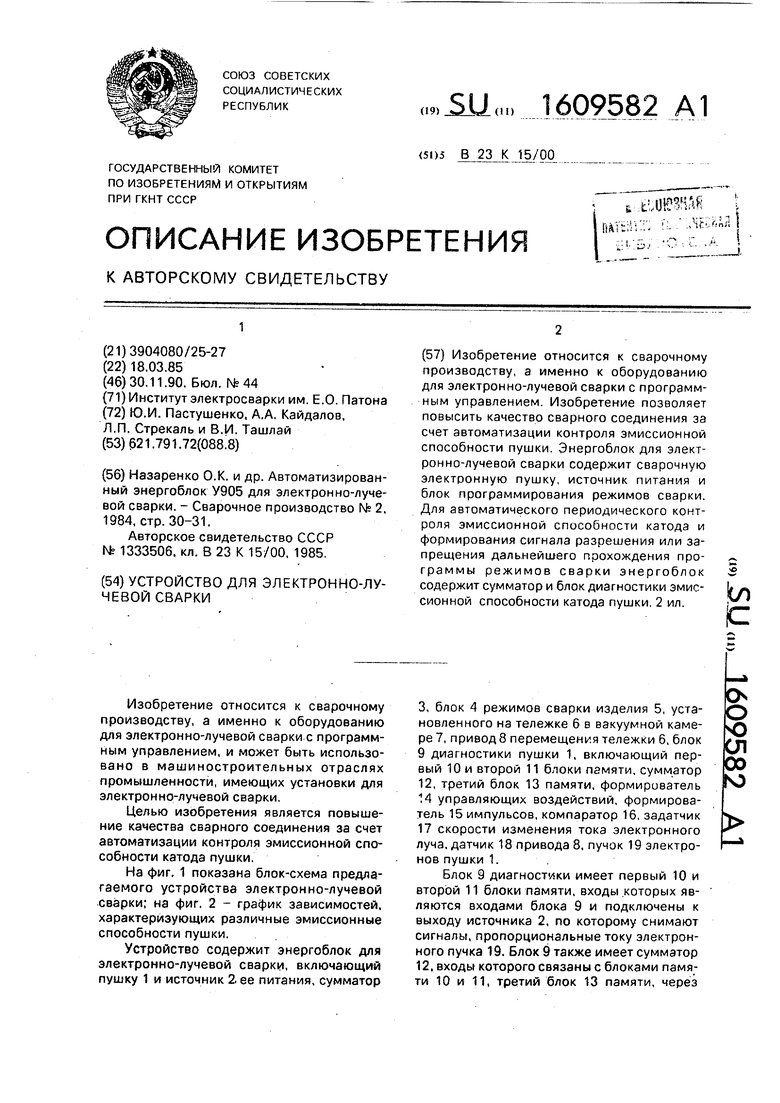
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля распределения мощности пучка электронов электронно-лучевой пушки и устройство для его осуществления | 1986 |
|
SU1588521A1 |
| Способ контроля времени работы катода и подогревателя сварочной электронной пушки и устройство для его осуществления | 1988 |
|
SU1620247A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
SU1466129A3 |
| Способ контроля и регулирования процесса электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1336377A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1625623A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для электронно-лучевой сварки с программным управлением. Изобретение позволяет повысить качество сварного соединения за счет автоматизации контроля эмиссионной способности пушки. Энергоблок для электронно-лучевой сварки содержит сварочную электронную пушку, источник питания и блок программирования режимов сварки. Для автоматического периодического контроля эмиссионной способности катода и формирования сигнала разрешения или запрещения дальнейшего прохождения программы режимов сварки энергоблок содержит сумматор и блок диагностики эмиссионной способности катода пушки. 2 ил.
Фи8.1
5
gjij
в
ttis
| Назаренко O.K | |||
| и др | |||
| ТОПКА ШАХТНОГО ТИПА СО СТУПЕНЧАТОЙ РЕШЕТКОЙ И ВРАЩАЮЩИМСЯ КОЛОСНИКОВЫМ БАРАБАНОМ | 1923 |
|
SU905A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для управления установкой электронно-лучевой сварки и наплавки | 1985 |
|
SU1333506A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
