Изобретение относится к сварке и может быть использовано для управления процессом лучевой сварки.
Известен способ стабилизации глубины проплавления (а.с. №1504040, В23K 15/00, 26/00), при котором в процессе лучевой сварки по рентгеновскому излучению, регистрируемому двумя коллимированными рентгеновскими датчиками из корневой части канала проплавления, определяют две поперечные каналу проплавления плоскости, расположенные с разных сторон и на разных расстояниях относительно ядра плазмы, из которых регистрируют излучение равной интенсивности, а отношение расстояний до этих плоскостей преобразуют в регулирующее воздействие.
Недостатками такого способа являются: необходимость применения двух коллимированных рентгеновских датчиков, оси которых расположены с разных сторон относительно ядра плазмы для определения плоскостей, из которых регистрируют рентгеновское излучение равной интенсивности; необходимость регистрации перемещения каждого из рентгеновских датчиков для определения расстояния до этих плоскостей.
Наиболее близким по технической сущности к предлагаемому изобретению является способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению, регистрируемому двумя коллимированными рентгеновскими датчиками из корневой части канала проплавления (а.с. №1504041, В23 K 15/00, 26/00), при котором излучение регистрируют в двух плоскостях, поперечных каналу проплавления и расположенных с разных сторон на равных расстояниях относительно ядра плазмы, а отношение величин интенсивности излучения преобразуют в регулирующее воздействие.
Недостатком такого способа является сложность устройства, реализующего способ, обусловленная применением двух коллимированных рентгеновских датчиков и необходимостью обеспечения расположения датчиков на равных расстояниях от ядра плазмы, а также необходимостью формирования задающего сигнала, поступающего на второй вход компаратора, для получения управляющего воздействия. Задающий сигнал - это постоянное напряжение, вырабатываемое элементами, подверженными влиянию различных факторов, например температуры, под действием которой он может изменяться, что приводит к погрешности стабилизации глубины проплавления.
Задачей изобретения является упрощение способа стабилизации глубины проплавления и повышение надежности устройства, реализующего способ.
Решение задачи достигается тем, что в известном способе электронно-лучевой сварки, включающем регистрацию рентгеновского излучения из корневой части канала проплавления и формирование управляющего воздействия на излучение электронного луча, согласно изобретению, периодически регистрируют рентгеновское излучение в плоскостях корневой части, поперечных каналу проплавления между плоскостями, расположенными с разных сторон и на равных расстояниях относительно ядра плазмы, образующегося в процессе сварки, а
управляющее воздействие формируют по амплитуде и фазе составляющей интенсивности рентгеновского излучения, частота которой равна частоте регистраций излучения.
Изобретение поясняется чертежами.
На фиг. 1 изображена блок-схема устройства, реализующего предлагаемый способ.
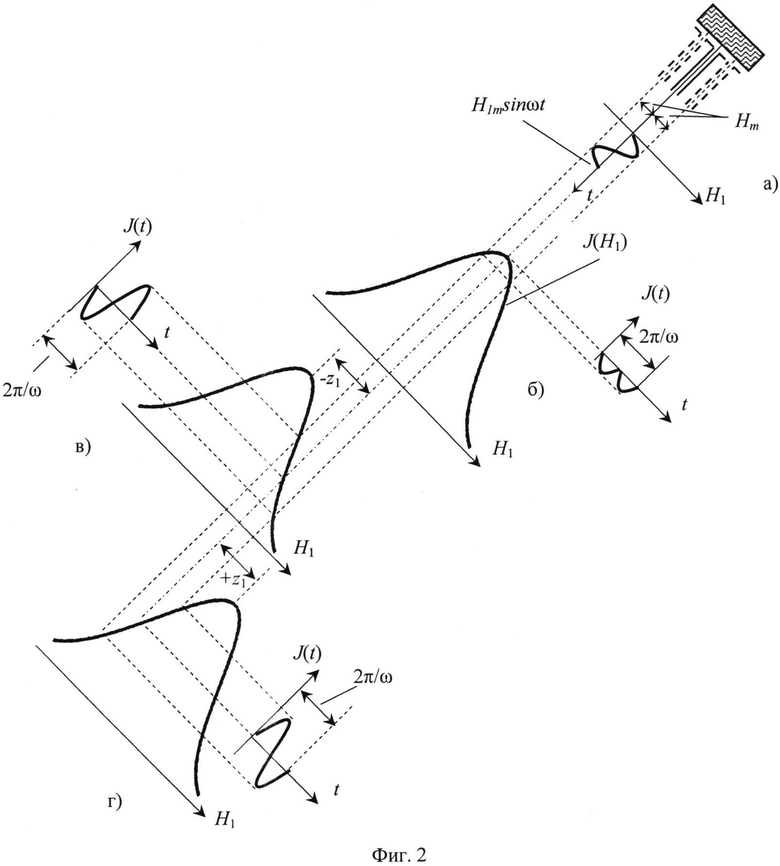
На фиг. 2 представлены: графики изменения во времени интенсивности рентгеновского излучения при различных положениях ядра плазмы относительно оси рентгеновского датчика.
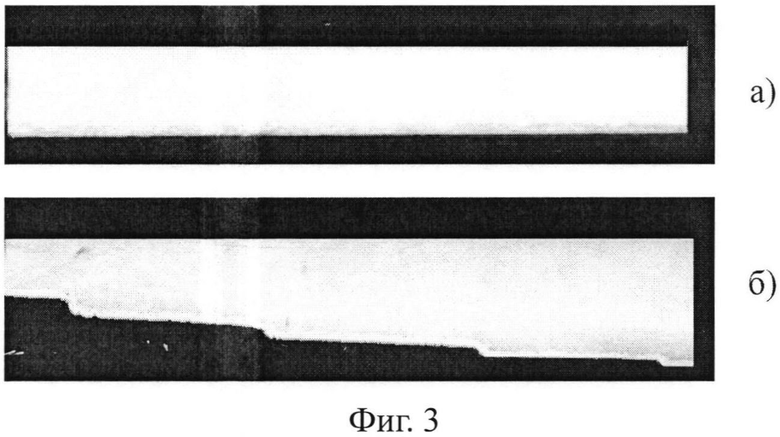
На фиг. 3 показаны макрошлифы сварных швов, выполненных с применением предлагаемого способа.
В свариваемом изделии 1 (фиг. 1) в процессе электронно-лучевой сварки образуется канал проплавления 2 с ядром плазмы 3, расположенным на оси электронного луча 6, в точке, близкой к глубине проплавления Нп на расстоянии l от поверхности свариваемых деталей. Ядро плазмы 3 из-за нестабильности процесса сварки может находиться также в точках 4 или 5 канала проплавления, что приводит к нестабильности глубины проплавления. Ось канала проплавления 2 совпадает с осью электронного луча 6, генерируемого электронно-лучевой пушкой 7. Устройство перемещения 8 предназначено для перемещения рентгеновского датчика 9 с чувствительным элементом 10 и коллиматором 11 в направлении, параллельном оси электронного луча 6. Ось коллиматора 11 составляет угол φ с осью электронного луча 6. Устройство 12 осуществляет колебательные движения коллиматора 11 с частотой ω в направлении, перпендикулярном оси коллиматора.
Второй выход устройства 12 связан с формирователем 13 опорного напряжения с частотой ω. Выход датчика 9 соединен со входом измерителя 14 интенсивности рентгеновского излучения и со входом избирательного усилителя 15, настроенного в резонанс на частоту ω. Выход избирательного усилителя 15 соединен со входом синхронного детектора 16, опорный вход которого связан с выходом формирователя 13 опорного напряжения. Выход синхронного детектора 16 через фильтр 17 соединен с электронно-лучевой пушкой 7 через регулятор 18 глубины проплавления.
На фиг. 1 также представлены: график изменения интенсивности рентгеновского излучения по толщине образца J=f(H), с максимальной интенсивностью рентгеновского излучения ядра плазмы Jm; зависимости интенсивности рентгеновского излучения J=f(H) в области, близкой к ядру плазмы J3, J4, J5 при нахождении ядра плазмы в соответствующих точках (3, 4, 5); график изменения интенсивности рентгеновского излучения J=f(H1), где Н1 - ось, перпендикулярная оси коллиматора.
Перемещение ядра плазмы 3 в направлении оси канала проплавления на величину ±z соответствует перемещению ядра плазмы в направлении оси Н1 на величину ±z1, где z1=z·sinφ. При этом J(H)≈J(H1), ввиду того, что пространственное распределение рентгеновского излучения близко к сферическому (Хараджа Ф.Н. Общий курс рентгенотехники. - М.: Энергия, 1966. С. 51).
При смещении ядра плазмы по глубине канала проплавления из-за нестабильности процесса сварки изменяется глубина проплавления, и смещается максимум интенсивности рентгеновского излучения в том же направлении.
Способ осуществляется следующим образом. Перед сваркой при малом токе луча (1÷3 мА) с помощью устройства перемещения 8 датчик 9 с чувствительным элементом 10 и коллиматором 11 перемещают в сторону поверхности изделия 1 до совмещения оси коллиматора с пятном нагрева на поверхности изделия 1. Точность совмещения контролируют по максимуму интенсивности рентгеновского излучения, регистрируемого измерителем интенсивности рентгеновского излучения 14. Затем датчик 9 с чувствительным элементом 10 и коллиматором 11 перемещают в сторону изделия 1 на расстояние l, устанавливают сварочный ток по максимуму величины рентгеновского излучения Jm от ядра плазмы 3, регистрируемого измерителем интенсивности рентгеновского излучения 14. После этого с помощью устройства 12 вводят колебательные движения коллиматора 11 с частотой ω в направлении, перпендикулярном оси коллиматора 11. В результате коллиматор осуществляет колебания относительно ядра плазмы, что обеспечивает возможность периодической регистрации излучений в плоскостях, расположенных с разных сторон и на равных расстояниях от ядра. Частота колебаний коллиматора ω выбирается с соблюдением следующих условий:
- ω не должна быть кратной частоте питания высоковольтного источника напряжения для исключения сетевых помех;
- ω>>Ω, где Ω, - частота гидродинамических процессов в канале проплавления (60÷80) Гц. Необходимо, чтобы за период колебаний коллиматора не произошло заметных изменений интенсивности рентгеновского излучения из-за колебаний расплавленного металла в канале проплавления, приводящих к пульсации рентгеновского излучения.
Максимальное значение частоты ω определяется возможностями механической системы устройства 12, создающей колебания коллиматора.
Амплитуду колебаний коллиматора выбирают равной 0,3-1,5 мм в зависимости от глубины проплавления.
Так как зависимость интенсивности рентгеновского излучения по глубине канала вблизи ядра плазмы является экстремальной, то осуществляют управление, путем поиска экстремума, например, путем синхронного детектирования сигнала рентгеновского датчика (Бессекерский В.А. Теория систем автоматического регулирования / В.А. Бессекерский, Е.П. Попов. - М.: Наука, 1975. С. 733).
Колебания коллиматора 11 формируют на выходе рентгеновского датчика 9 сигнал, в котором при рассогласовании положений ядра плазмы и оси коллиматора 11 появляются спектральные составляющие, в том числе, и составляющая с частотой ω, амплитуда которой пропорциональна величине рассогласования, а фаза определяет направление рассогласования. Эта составляющая выделяется избирательным усилителем 15, настроенным на частоту ω. Избирательный усилитель включен для уменьшения коэффициента передачи системы на частотах, отличных от частоты ω.
Сигнал с избирательного усилителя 15 поступает на вход синхронного детектора 16, опорный вход которого связан с выходом формирователя 13 опорного напряжения. Синхронным детектором 16 осуществляется перемножение выходного сигнала избирательного усилителя 15 с опорным напряжением частоты ω, формируемым формирователем 13. На выходе синхронного детектора 16 формируются постоянная составляющая напряжения, пропорциональная смещению ядра плазмы относительно оси коллиматора, и переменная составляющая, которая отфильтровывается фильтром 17. Знак постоянной составляющей напряжения синхронного детектора определяется направлением смещения ядра плазмы относительно оси коллиматора. С выхода фильтра 17 сигнал рассогласования через регулятор глубины проплавления 18 поступает в электронно-лучевую пушку 7, устраняя рассогласование положений ядра плазмы и оси коллиматора.
На фиг. 2а представлена временная зависимость (H1msinωt) колебаний коллиматора вдоль оси Н1 с амплитудой Н1m; на фиг. 2б - график изменения во времени интенсивности рентгеновского излучения при совпадении положения ядра плазмы с осью коллиматора (H1=0); на фиг. 2в ядро плазмы смещено на величину -z1 относительно оси коллиматора (H1=-z1); на фиг. 2г ядро плазмы смещено на величину z1 относительно оси коллиматора (H1=+z1). Из графиков видно, что при нулевом смещении ядра плазмы относительно оси коллиматора интенсивность рентгеновского излучения изменяется с частотой 2ω - двойной частотой колебаний коллиматора (фиг.2б). При смещении ядра плазмы на величину ±z1, в спектре рентгеновского излучения появляется составляющая с частотой ω - частотой колебаний коллиматора (фиг. 2в, 2г). При этом фаза колебаний изменяется на 180° при изменении направления смещения.
Таким образом, изменение глубины проплавления связано с изменением положения ядра плазмы по глубине канала проплавления и, следовательно, с изменением положения ядра плазмы относительно оси колеблющегося коллиматора, что приводит к появлению в спектре сигнала датчика составляющей рентгеновского излучения с частотой, равной частоте колебаний коллиматора, и фазой, изменяющейся на 180° при изменении направления смещения. Эта составляющая усиливается избирательным усилителем 15 и подается на синхронный детектор 16. На выходе последнего формируется постоянная составляющая выходного напряжения, пропорциональная смещению ядра плазмы. Переменная составляющая сигнала синхронного детектора 16 фильтруется фильтром 17. Напряжение, пропорциональное смещению ядра плазмы через регулятор 18 глубины проплавления, подается на электронно-лучевую пушку 7. В электронно-лучевой пушке осуществляют изменение тока луча или изменение тока фокусировки, что приводит к изменению энергетических параметров сварки и к смещению ядра плазмы в сторону оси коллиматора. Этим достигается стабилизация глубины проплавления.
В отличие от известных аналогичных решений, в предложенном способе используют один коллимированный рентгеновский датчик, что позволяет увеличить надежность за счет уменьшения количества элементов в устройстве стабилизации глубины проплавления. При этом частотная селекция полезного сигнала повышает помехозащищенность способа, а следовательно, и точность стабилизации глубины проплавления. Кроме этого, предлагаемый способ реализован с помощью метода экстремального регулирования, где нет необходимости сравнения задающего воздействия с текущим значением контролируемой величины (имеет значение наличие экстремума функции, а не величина экстремума). Поэтому нет необходимости в формировании задающего сигнала для получения управляющего воздействия.
Предлагаемый способ опробован при электронно-лучевой сварке сплава АМг-6 толщиной 20 мм на электронно-лучевой установке ЭЛУ-9Б с энергокомплексом ЭЛА60/15.
В качестве датчика рентгеновского излучения использован блок детектирования сцинтилляционный (БДС-6) с чувствительным элементом на основе NJ(Tl) и фотоумножителем (ФЭУ - 85). Длина свинцового коллиматора 50 мм; расстояние до свариваемого изделия 200 мм, размер щели коллиматора 0,1×15 мм; угол наклона оси датчика к вертикали 45°. Частота колебаний коллиматора со 520 Гц.
Сварка осуществлялась как с постоянной, так и с переменной глубиной проплавления.
На фиг. 3а показаны макрошлифы сварных швов с постоянной глубиной проплавления, а на фиг.3б - с переменной глубиной проплавления. При сварке с переменной глубиной проплавления с помощью устройства перемещения 8 рентгеновского датчика 9, осуществляли изменение заданной глубины проплавления программным путем в соответствии с чертежом изменения толщины свариваемых деталей.
Испытания показали, что заявляемый способ дает погрешность стабилизации глубины проплавления не выше 1% от глубины проплавления.
Внедрение способа позволяет обеспечить требуемое качество сварных швов или использование более простого устройства стабилизации глубины проплавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Способ управления процессом электронно-лучевой сварки и устройство для его осуществления | 1990 |
|
SU1727967A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Способ слежения за стыком при лучевой сварке | 1985 |
|
SU1391834A1 |
| Способ стабилизации и контроля глубины проплавления при электронно-лучевой сварке | 1989 |
|
SU1655723A1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
Изобретение относится к способу электронно-лучевой сварки. Периодически осуществляют регистрацию рентгеновского излучения из корневой части канала проплавления в плоскостях, поперечных каналу проплавления между плоскостями, расположенными с разных сторон и на равных расстояниях относительно ядра плазмы. Формируют управляющее воздействие по амплитуде и фазе составляющей интенсивности рентгеновского излучения, частота которой равна частоте регистрации. Технический результат заключается в стабилизации глубины проплавления в процессе сварки. 3 ил. 
Способ электронно-лучевой сварки, включающий регистрацию рентгеновского излучения из корневой части канала проплавления и формирование управляющего воздействия на излучение электронного луча, отличающийся тем, что периодически регистрируют рентгеновское излучение в плоскостях корневой части, поперечных каналу проплавления между плоскостями, расположенными с разных сторон и на равных расстояниях относительно ядра плазмы, образующегося в процессе сварки, а управляющее воздействие формируют по амплитуде и фазе составляющей интенсивности рентгеновского излучения, частота которой равна частоте регистраций излучения.
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| Устройство для автоматического слежения за стыком | 1982 |
|
SU1049217A2 |
| Способ стабилизации глубины проплавления | 1986 |
|
SU1504040A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| JP0058179577A, 20.10.1983 | |||
| US8598523A, 03.12.2013 | |||
| WO 2000072221A, 30.11.2000. | |||

