Изобретение относится к технологии машиностроения, в частности к способам изготовления алмазного инструмента в виде алмазного бруска для финишной обработки материалов.
Целью изобретения является повышение качества абразивного инструмента.
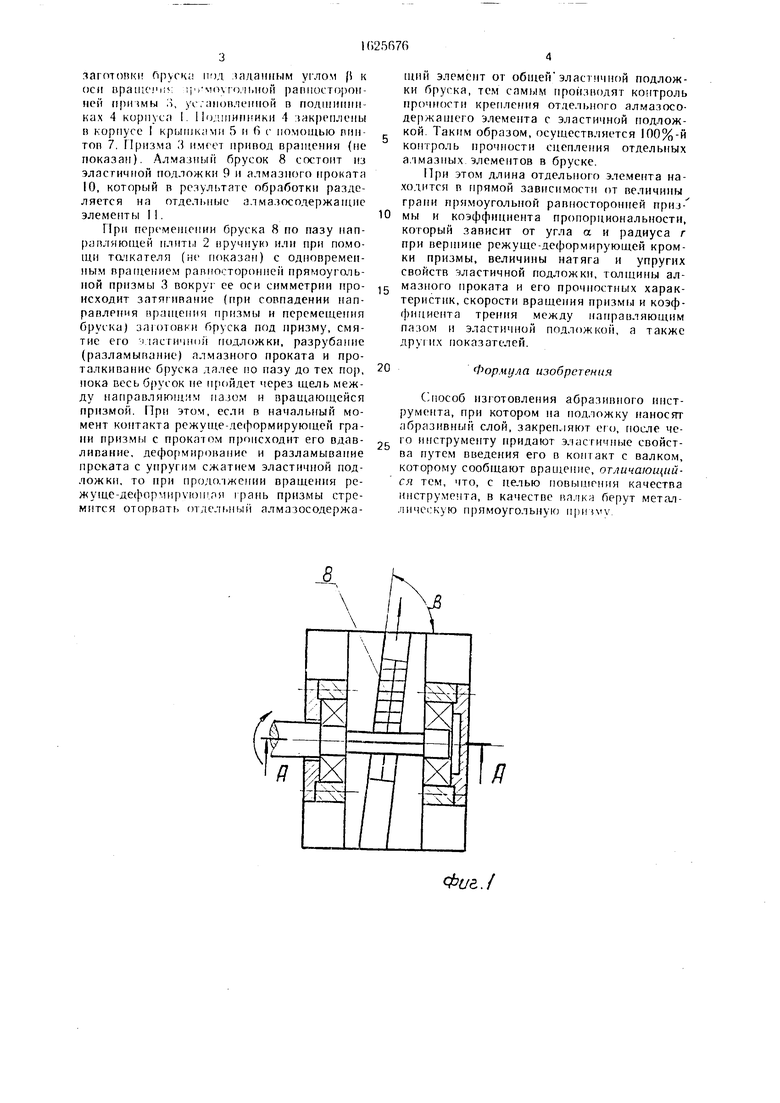
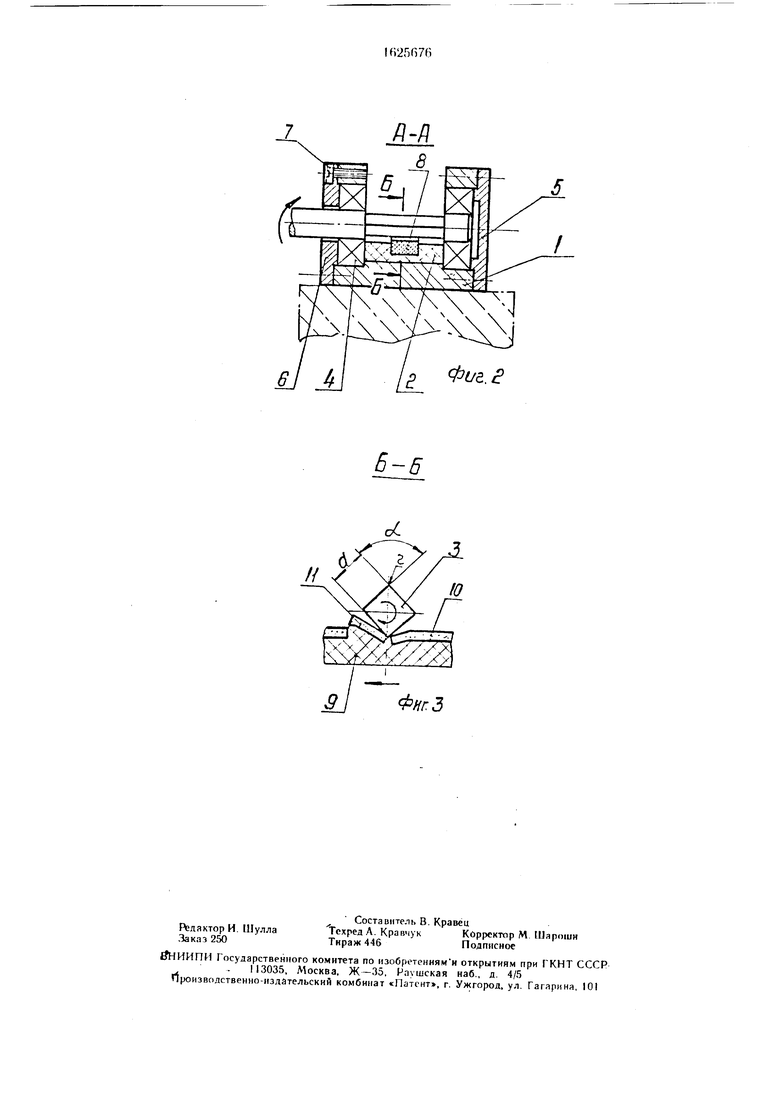
На фиг. 1 изображено устройство для осуществления предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б - Б на фиг. 2.
Способ изготовления абразивного инструмента осуществляется следующим образом.
Алмазный прокат стандартных размеров закрепляют (приклеивают, вулканизируют) на подготовленной заранее эластичной подложке, например, клеем «Циакрин-ЭО к губчатой резине. Затем на специальном устройстве (ножницы, гильотина, обрезной штамп и т.д.) производится обрезка алмазного проката по периметру. Далее на аналогичном оборудовании производится нарубание (разрезание) заготовок элементов (брусков) по ширине и длине (нарубание брусков по длине целесообразнее производить на заключительной операции).
Разделение алмазосодержащего прокат л на заготовках по длине и ширине на обшей эластичной подложке произво дится следующим образом. Вначале прснм водится разрубание алмазного проката по ширине бруска (обычно пополам) на тине или специальном отрезном штампе При этом резание (разрубание осиде - вляет только один нож с величиной . исключающей разрезение эластичной подложки. Указанные операции являются BV.:I - могательными.
Далее заготовку бруска пропускаю 1 через устройство, где производится разделение алмазосодержащего проката на отдельные элементы по длине бруска, с одновременным контролем прочности крепления каждого отдельного элемента с общей э.кк- тичной подложкой брчска.
Устройство состоит из мета., корпуса 1, на котором закреплена напр,- ляющая плита 2 из фторопласта (или ..р того пластика). В плите выполнен попран тяющий паз, обеспечивающий переме: .е--.-
(Л
05
ю
СП
о J
оэ
заготовки бруска ITU шданпым углом i к оси враще. чи ), П,ной равносторонней пришм ;, установленной в подшипниках 4 корпус;) I Подшипники 4 закреплены в корпусе I крышками 5 и 6 с помощью пин- тон 7. Призма 3 имеет привод вращения (не показан). Алмазный брусок 8 состоит из эластичной подложки 9 и алмазного проката 10, который в результате обработки разделяется на отдельные алмазосодержащие элементы 11.
При перемещении бруска 8 по пазу направляющей плиты 2 вручную или при помощи толкателя (не показан) с одновременным вращением равносторонне прямоугольной призмы 3 вокруг ее оси симметрии происходит затягивание (при совпадении направления вращения призмы и перемещения бруска) занновки бруска под призму, смятие его I тсгичнои подложки, разрубание (разламывание) алмазного проката и проталкивание бруска далее по пазу до тех пор, пока весь брусок не пройдет через щель между направляющим пазом и вращающейся призмой. При этом, если в начальный момент контакта режуще-деформирующей грани призмы с прокатом происходит его вдавливание, деформирование и разламывание проката с упругим сжатием эластичной подложки, то при продолжении вращения режуще-деформирующая ipaub призмы стремится оторвать отдельный алмазосодержащий элемент от общей эластичной подложки бруска, тем самым производят контроль прочности крепления отдельного алмазосодержащего элемента с эластичной подложкой Таким образом, осуществляется 100%-и контроль прочности сцепления отдельных алмазных элементов в бруске.
При этом длина отдельного элемента находится в прямой зависимости от величины грани прямоугольной равносторонней призмы и коэффициента пропорциональности, который зависит от угла а и радиуса г при вершине режуще-деформирующей кромки призмы, величины натяга и упругих свойств эластичной подложки, толщины алмазного проката и его прочностных характеристик, скорости вращения призмы и коэффициента трения между направляющим пазом и эластичной подложкой, а также других показателен.
20
Формула изобретения
Способ изготовления абразивного инструмента, при котором на подложку наносят абразивный слой, закрепляют его, после че- го инструменту придают эластичные свойства путем введения его в контакт с валком, которому сообщают вращение, отличающийся тем, что, с целью повышения качества инструмента, в качестве валка берут металлическую прямоугольную npnivv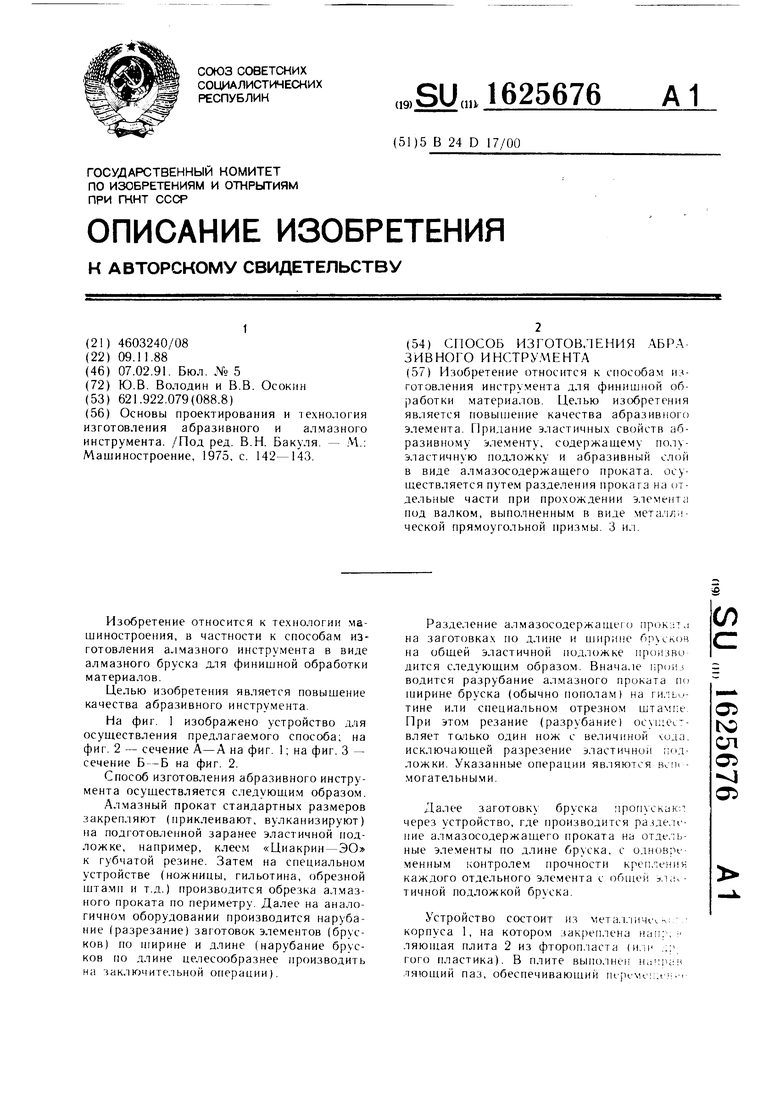
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| Развертка | 1985 |
|
SU1298011A1 |
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| Абразивный хонинговальный брусок | 1979 |
|
SU770771A1 |
Изобретение относится к способам изготовления инструмента для финишной обработки материалов. Целью изобретения является повышение качества абразивного элемента. Придание эластичных свойств абразивному элементу, содержащему эластичную подложку и абразивный слой в виде алмазосодержащего проката, осуществляется путем разделения проката на отдельные части при прохождении элемент; под валком, выполненным в виде металлической прямоугольной призмы. 3 ил.
Фие../
Фиг. Ј
Б-б
Фнг.З
| Основы проектирования изготовления абразивного инструмента | |||
| /Под ред | |||
| В.Н | |||
| Машиностроение, и технология и алмазного Бакуля | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Рогульчатое веретено | 1922 |
|
SU142A1 |
