Изобретение относится к металлургии, а именно к технологии производства сплавов типа нихром спг влением.
Цель изобретения - снижение угара и содержания вредных примесей.
В завалку дают только никель и шлакообразующие, после проплавления 70-90% их массы начинают подачу аргона через подину, а по окончании плавления и нагрева никеля в него присаживают двумя порциями металлический хром.
Благодаря тому, что электрические дуги воздействуют на хром минимальное время, снижается его угар, меньше образуется карбидов и нитридов хрома, загрязняющих плав углеродом и азотом. Вследствие того, что пузырьки
аргона, всплывая через расплав, экстрагируют из него азот и водород, содержание этих газов еще более снижается. Аргон тяжелее воздуха, который вытесняет его из печного пространства и прежде всего из нижних горизонтов, контактирующих с ванной, т.е. предотвращает ее повторное насыщение азотом и водородом.
х тмеченные интервалы параметров способа найдены эмпирически. Так, до момента, пока не расплавится 70% массы шихты, оказалось невозможным начать устойчивую донную продувку ванны электропечи. Если же эту продувку начинать позднее расплавления 90% всей шихты, металл успевает поглотить
О
to | ел
о
о
из дуг большие количества азота и водорода .
Если интенсивность подачи аргона в период окончания плавления и наг- рева никеля меньше 0,1 м /мин-м площади ванны, то надежной изоляции ее поверхности от контакта с воздухом не достигается. Интенсивность более 0,15 м3/мин-м2 приводит к неоправданному перерасходу аргона, тогда как Б интервале от 0,1 до 0,15 м /мин мг достигается надежная защита металла без перерасхода дутья
Если первая порция хрома превышает 12% массы расплавленного никеля или если его температура не достигает 1600°С, происходит закозление ванны и прекращение ее продувки, а за время плавления козла металл насыщается газами. Если к моменту присадки никель перегреть выше 1630°С, резко снижается стойкость футеровки печи. Если первая порция присаживае- мого хрома меньше 8% массы никеля, то вторая порция может оказаться больше 12%, что приведет к закозлению ванны.
Расход аргона для эффективного растворения, хрома увеличивают до
яЛ
0,2-0,3 MVMHH-M . При расходе менее 0,2 м Vt-MH-M2 растворение хрома недопустимо затягивается, а при расходе более 0,3 м /мин-м2 сильно изнашивается футеровка подины и, кроме того, происходит оголение барвотируемого металла из-под шпака„
По растворении первой порции хрома температура плавления сплава снилса- ется, а его масса увеличивается Поэтому перегрев, необходимый ванне для усвоения второй порции хрома, становится меньше. Закозление происходит лишь в тех случаях, когда температур а расплава перед второй присадкой ниже 1490°С. В интервале температур 1490-1520°С этого осложнения не наблюдается, а в случаях перегрева выше 1520°С размягчившаяся к этому времени футеровка не выдержи
o 5
0 5
0
0 5 0
5
вает дальнейшей промувки аргоном,
.т.е. сильно изнашивается.
Пример. При выплавке сплава Х20Н80 в 20 т дуговой электропечи в эазалку задали 16 т никепя и шлако- образующие - 400 кг извести и 200 кг плавикового шпата. По расплавлении 80% завалки начали подавать аргон через подину с интенсивностью 0,12 площади ванны. Через 30 мин продувки, когда никель расплавился и нагрелся до 1615°С, в него присадили 1,6 т хрома и увеличили расход аргона до 0,25 м /мик-м2. Еще через 20 мин, когда первая порция хрома полностью растворилась, а сплав вновь подогрелся до , в него присадили вторую порцию хрома в количестве 2,4 т и в течение 25 мин
до полного его растворения продолжали продувку. Затем отобрали пробу металла и после получения результатов ее анализа выпустили плавку из печи. Результаты опытных плавок приведены в таблице
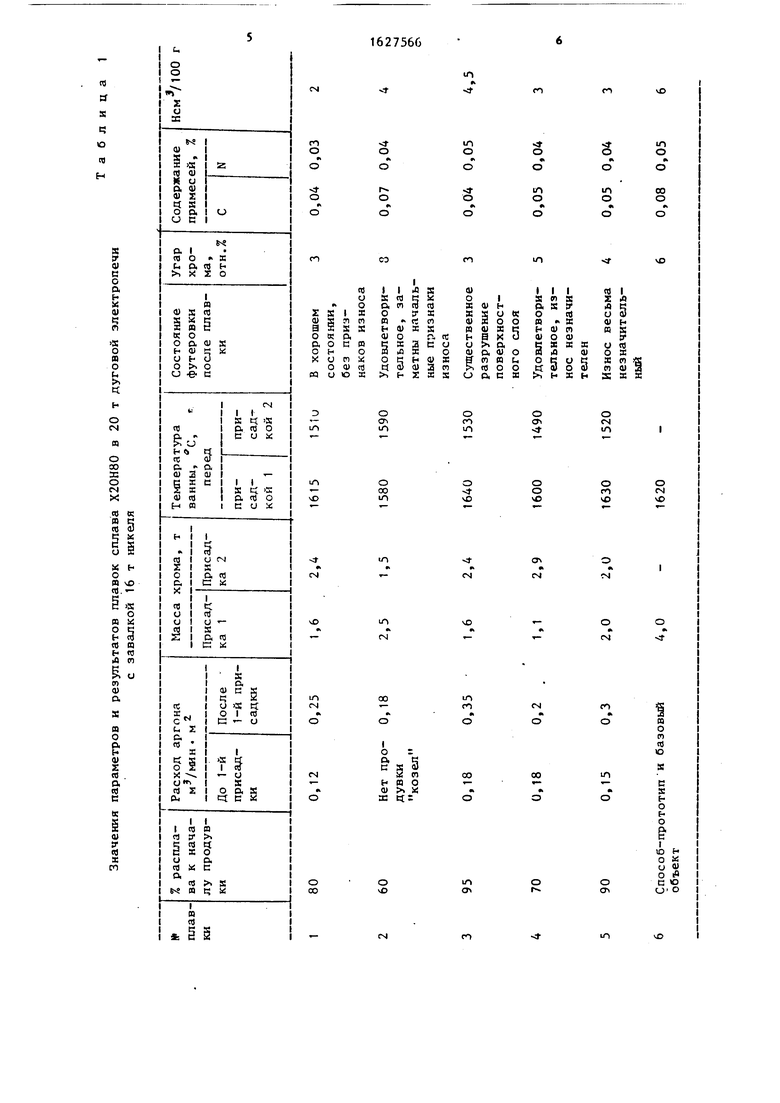
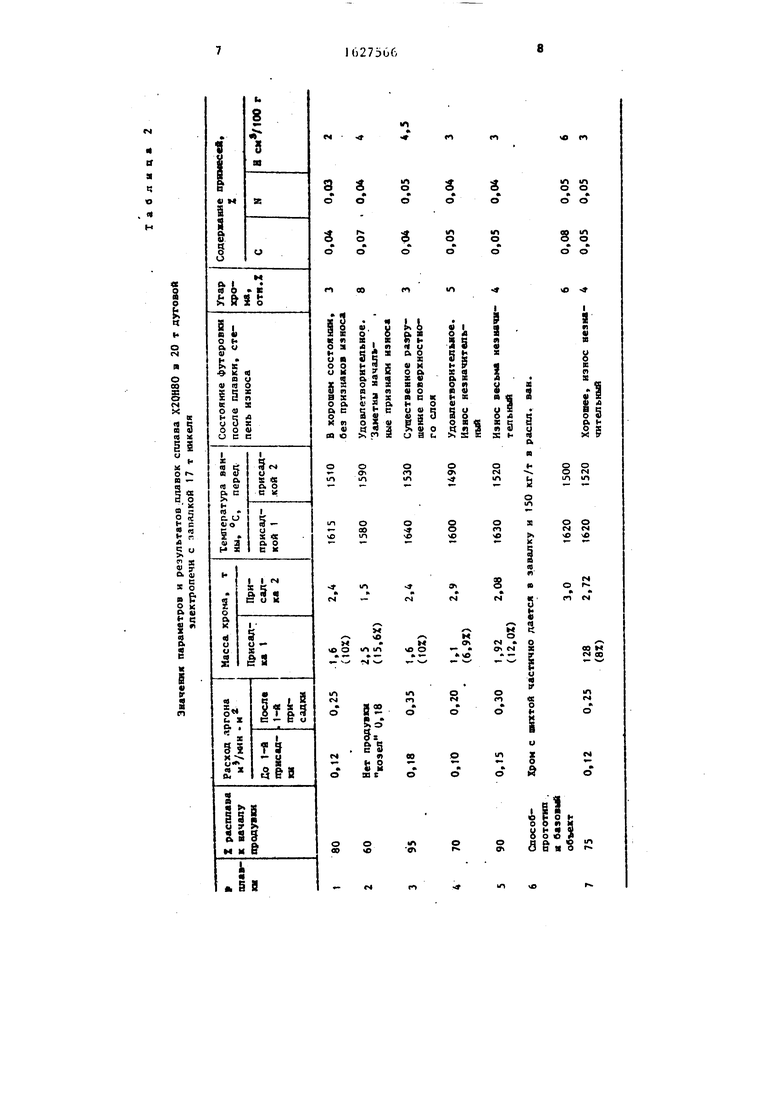
Изобретение обеспечивает снижение угара хрома и содержания углерода, азота, водорода (см, табл. 1 и 2).
Формула изобретения
Способ выплавки сплавов типа нихром, включающий завалку никеля и шпа- кообразующих, расплавление, перемешивание ванны и присадку металлического хрома, отличающийся тем, что, с целью снижения угара хрома и содержания вредных примесей, после расплавления 70-90% массы завалки перемешивание ванны проводят подачей аргона через подину с интенсивное гыо 0,1-0,15 м /мин на кв. м площадь ванны, при температуре расплава 1600-1630 0 присаживают хром в количестве 8-12% от массы никеля, интенсивность подачи аргона увеличивают до 0,2-0,3 м /мин мг, доводят температуру расплава до 1490-1520вС и присаживают остальное количество хрома.
Значения параметров и результатов плавок сплава Х20Н80 в 20 т дуговой электропечи
с завалкой 16 т никеля
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки никельхромовых сплавов | 1990 |
|
SU1749245A1 |
| Способ выплавки стали и сплавов | 1980 |
|
SU937521A1 |
| Способ рафинирования нержавеющей стали | 1981 |
|
SU1002370A1 |
| Способ производства стали | 1980 |
|
SU937520A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОГО ФЕРРОХРОМА | 2014 |
|
RU2590742C2 |
| Способ выплавки хромоникелевой коррозионностойкой стали | 1985 |
|
SU1339135A1 |
| Способ выплавки ниобийсодержащей нержавеющей стали | 1980 |
|
SU945184A1 |
| Способ выплавки высокохромистых сплавов и лигатур и шихта для его осуществления | 1980 |
|
SU1038365A1 |
| Способ производства углеродистых и низколегированных сталей в стотонных дуговых печах | 1989 |
|
SU1708868A1 |
| СПОСОБ ВЫПЛАВКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ДУПЛЕКС-ПРОЦЕССОМ | 2003 |
|
RU2268310C2 |
Изобретение относится к металлургии, а именно к способам производства стали типа нихром сплавлением. Цель - снижение угара хрома и содержания вредных примесей. Способ выплавки включает завалку никеля и шпакообразующих, расплавление 70-90% массы завалки, перемешивание ванны подачей аргона черед подину с интенсивностью 0,1-0,15 м /мин на 1 м2 площади ваняы. При темпера уре расплава 1600-1630°С присаживают металлический хром в количестве 8-1 27 от массы никэля, интенсивность подачи аргона увеличивают до 0,2- 0,3 м3/миН М2, доводят температуру расплава до 1490-1520°С и присаживают остальное количество хрома. В результате снижается содержание углерода, азота, водорода. 2 таблс Q « (Л
1 80
0,12 0,25 1,6 2,4
60
Нет про- 0,18 2,5 1,5 дувки
3 95
0,18 0,35 1,6 2,4 1640 1530
4 70
0,18 0,2
5 90
0,15 0,3
6 Способ-прототип и базовый объект
1,6 2,4
2,5 1,5
1,1 2,9
4,0
1615 151и
1580 1590
1,6 2,4 1640 1530
1600 1490
2,0 2,0 1630 1520
1620
В хорошем состоянии, без признаков износа
Удовлетворительное, заметны начальные признаки износа
Существенное разрушение поверхностного слоя
Удовлетворительное, износ незначителен
Износ весьма незначительный
3 0,04 0,03
8 0,07 0,04
30,040,054,5
50,050,043
40,050,043
60,080,056
&
Ю -J
01
сго
Значении параметров и результатов .плавок сплава Х20Н80 в 20 т дуговой электропечи с па палкой 1 7 т никеля
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ПО Ижсталь | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Златоустовский металлургический завод | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Сборник технологических инструкций., Завод Электросталь, 1964, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
