1
(21)4663256/28
(22)20.03.89
(46) 23.02.91. Бюл. № 7 (75) Ю. М. Григорьев
(53)621.883(088.8)
(56)Патент ФРГ № 1300472, кл. 87 а 22, 1969.
(54)УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ КРУПНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
(57)Изобретение относится к устройствам для затяжки резьбовых соединений Цель
изобретения - улучшение технико-эксплуатационных качеств При работе давление подается в полости 18 и 19, поршень 15 и гидроцилиндр 5 поднимаются, передавая усилие через резьбовую муфту 7 на шпильку 10 Давление в канавках 22 и 23 поджимает уплотнения 20 в канавках к стенкам ступени 11 канавки гидроцилиндра 5 и стенкам канавки 14, уплотняя их. Гайка 3 дови н- чивается до упора и давление сбрасывается. I з.п.ф-лы, 1 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1115896A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2016753C1 |
| Устройство для затяжки резьбовых соединений | 1984 |
|
SU1293009A1 |
| Устройство для затяжки резьбовых соединений | 1982 |
|
SU1055637A1 |
| Устройство для групповой затяжки резьбовых соединений методом предварительной вытяжки | 1984 |
|
SU1180256A1 |
| Гайковерт | 1989 |
|
SU1650423A1 |
| Устройство для затяжки болтов | 1978 |
|
SU841956A1 |
| Устройство для затяжки болтов методом предварительной вытяжки | 1980 |
|
SU969513A2 |
| Устройство для затяжки болтов | 1980 |
|
SU973342A2 |
| Шпильковерт | 1987 |
|
SU1452668A1 |
1В
16 2 7
25
(Л
оэ
СО
Изобретение относится к механизированному переносному сборочному инструменту, а именно к устройствам для сборки резьбовых соединений, и может быть использовано для затяжки крупных резьбовых соединений в различных областях техники.
Цель изобретения - улучшение технико- эксплуатационных качеств за счет повышения надежности.
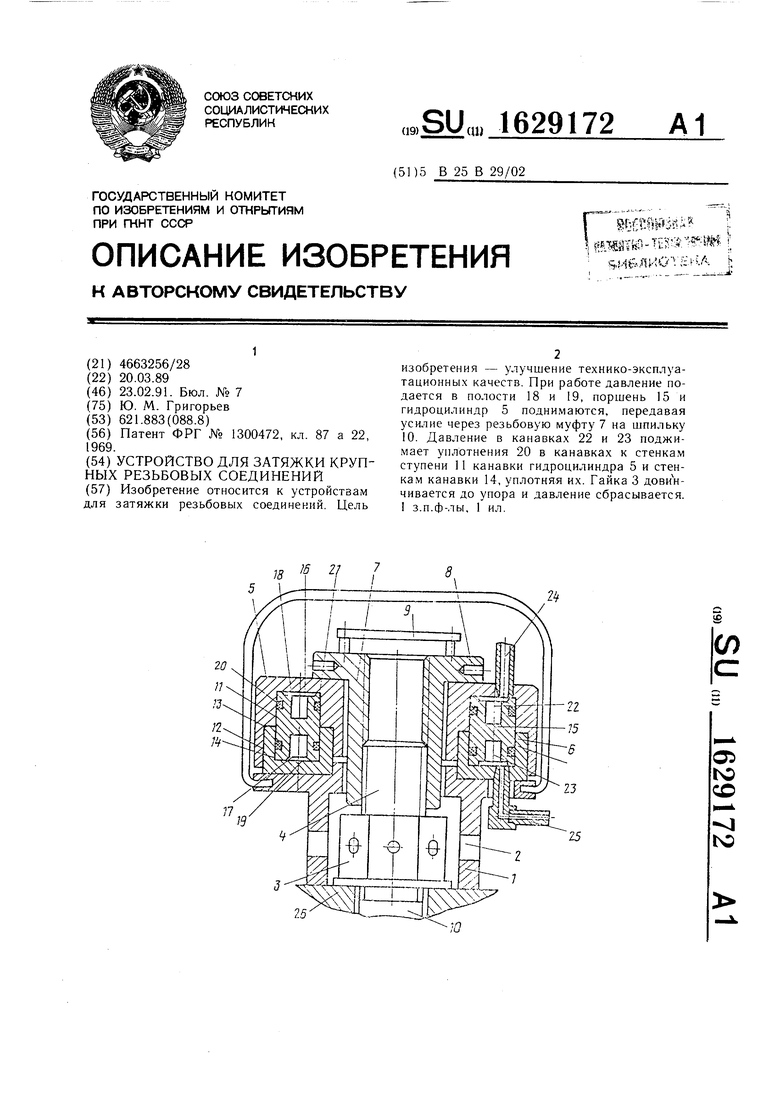
На чертеже изображено устройство для затяжки крупных резьбовых соединений, общий вид.
Устройство для затяжки крупных резьбовых соединений содержит опорный стакан 1 с окнами 2, свободно охватывающий гайку 3 с выступающим резьбовым концом 4 шпильки или стержня болта затягиваемого резьбового соединения, гидроцилиндры 5 и 6, установленные на стакане 1 телескопически дном в противоположные стороны, резьбовую муфту 7 с буртиком 8, взаимодействующим с торцом гидроцилиндра 5, и
ручкой 9, предназначенными для навинчивания на выступающий резьбовой конец 4 шпильки 10 или стержня болта. Гидроцилиндр 5 имеет кольцевую канавку, ступенчатую по длине со ступенью 11 меньшего и ступенью 12 большего диаметра. Уступ 13 служит упором для гидроцилиндра 6, имеющего кольцевую канавку 14, образующую совместно со ступенью 11 канавки гидроцилиндра 5 кольцевую полость, внутри которой подвижно расположен кольцевой поршень 15.
Со стороны торцовых поверхностей 16 и 17 поршня 15 образована соответственно вместе со стенками ступени 11 гидроцилиндра 5 рабочая полость 18, а вместе со стенками кольцевой канавки 14 гидроцилиндра 6 - рабочая полость 19. Для герметизации рабочих полостей 18 и 19 гидроцилиндров 5 и 6 в поршне 15 размещены уплотнения 20 и 21. На торце поршня 15 выполнены кольцевые канавки 22 и 23, глубины которых больше расстояния до канавок под уплотнения 20 и 21. Подвод рабочей жидкости от источника давления (не показан) производится через штуцеры 24 и 25.
Устройство для затяжки крупных резьбовых соединений работает следующим образом.
На предварительно собранное изделие 26 с установленными болтами или шпильками с выступающим резьбовым концом 4 и навинченной на ней до упора гайкой 3 устанавливают опорный стакан 1 вместе с гидроцилиндрами 5 и 6. На резьбовой конец 4
шпильки (стержня болта) навинчивают резьбовую муфту 7 до упора ее буртика 8 в торец гидроцилиндра 5. Через штуцера 24 и 25 подают под давлением жидкость в
рабочие полости 18 и 19. При этом поршень 15 и гидроцилиндр 5 поднимаются и через резьбовую муфту 7 передают усилие на шпильку 10 (стержень болта), которая растягивается на определенную величину в зависимости от усилия, создаваемого гидроцилиндром 5.
В то же время давление жидкости в кольцевых канавках 22 и 23 поршня 15 производит поджатие уплотнений в канавках 20 и 21 к стенкам ступени 11 канавки
гидроцилиндра 5 и стенкам канавки 14, что предохраняет от утечек рабочей жидкости из рабочих полостей 18 и 19 и повышает надежность устройства. По достижении требуемой величины растяжения шпилек через окна 2 производят доворачивание гаек.З до кон0 такта их торцов с опорной поверхностью изделия 26. Затем сбрасывают давление в рабочих полостях 18 и 19 гидроцилиндра 5 путем подключения их к сливной магистрали (не показана). При этом нагрузка со
с- шпилек 10 (стержней болтов) сбрасывается, шпилька 10 сжимается и гайка 3 прижимает собираемые детали (узлы) изделия 26. После этого резьбовая муфта 7 свинчивается с выступающего резьбового конца 4 шпильки 10, устройство снимают с собран0 кого резьбового соединения и переставляют для затяжки следующего резьбового соединения.
Устройство для затяжки крупных резьбовых соединений в групповом варианте может быть использовано для затяжки
5 группы резьбовых соединений.
Формула изобретения
с целью улучшения технико-эксплуатационных качеств, гидроцилиндры расположены телескопически и обращены дном в противоположные стороны.
торцах кольцевого поршня выполнены кольцевые канавки, глубина которых больше расстояния до канавок под уплотнения.
