Фиг.З
Изобретение относится к упаковыванию, а именно к способу соединения концов металлической ленты и устройству для его осуществления, и может быть использовано в различных отраслях промышленности.
Целью изобретения является повышение надежности соединения.
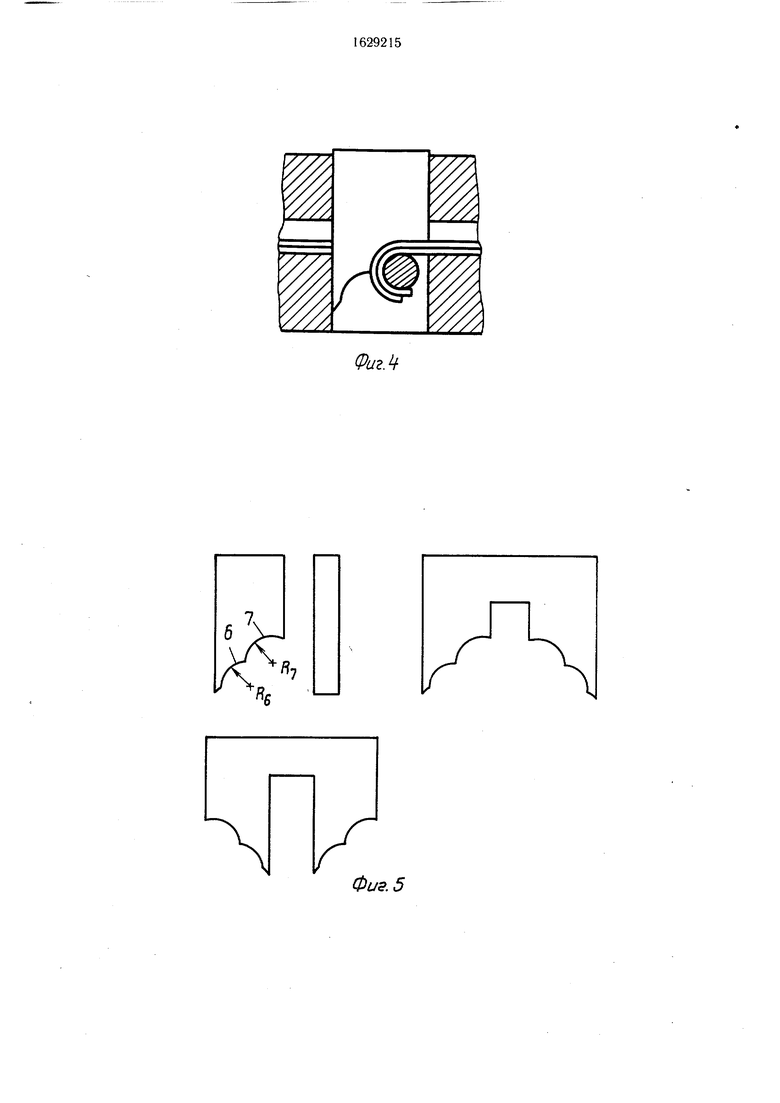
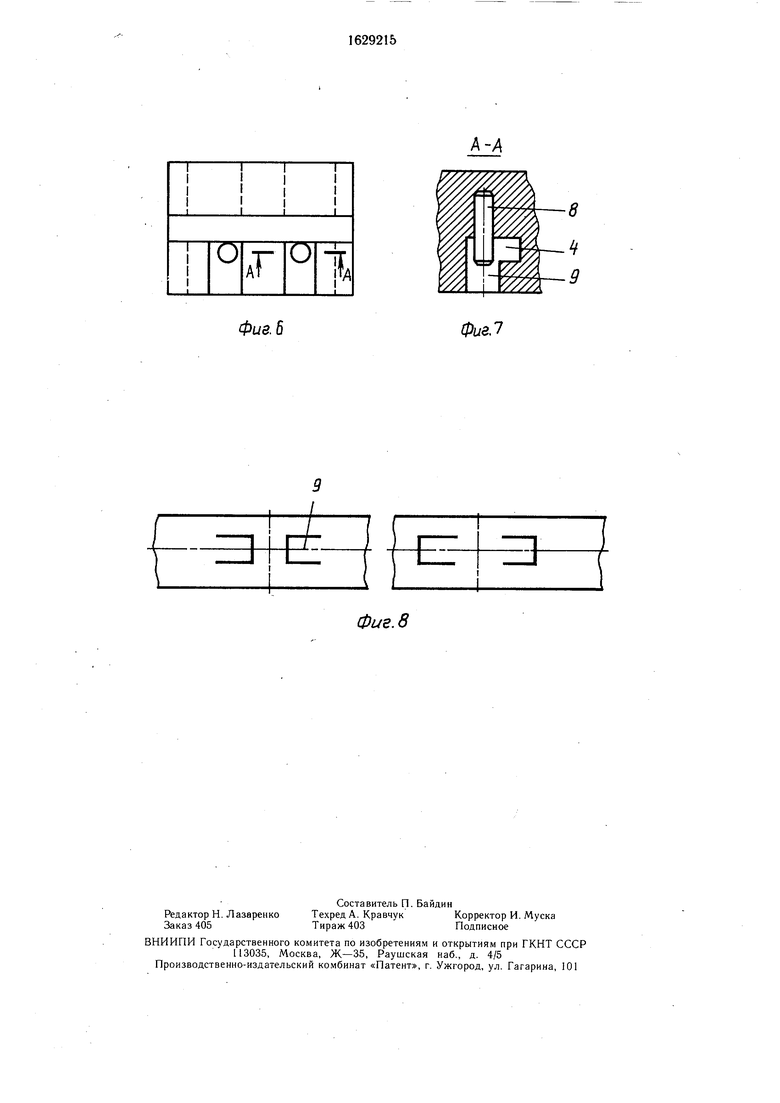
На фиг. 1 и 2 изображены схемы поэтапного соединения концов металлической ленты; на фиг. 3 и 4 - то же, со штифтом; на фиг. 5 - пуансон; на фиг. 6 - матрица; на фиг. 7 - разрез А-А на фиг. 6; на фиг. 8 - схема соединения концов металлической ленты.
Способ соединения концов металлической ленты 1 осуществляется посредством уст- 15 ройства, которое содержит матрицу 2 с про: дольным пазом 3 и поперечным пазом 4, в который входит пуансон 5. Формирующая поверхность пуансона 5 состоит как минимум из двух сопряженных и после10
Концы металлической ленты 1 заводят в продольный паз 3 матрицы 2 и накладывают внахлест. При движении пуансона 5 вниз происходит образование П-образных прорезей 9 с заплечиками 10 и отгибание заплечиков 10 по радиусу . Заплечики 10 огибаются вокруг штифта 8. После размыкания пуансона 4 и матрицы 2 металлическая лента 1 снимается со штифта 8 через дополнительный поперечный паз 9.
Формула изобретения
1. Способ соединения концов металлической ленты, предусматривающий наложение концов ленты внахлест, выполнение симметрично расположенных вдоль оси ленты П-образных прорезей с образованием заплечиков и отгиб заплечиков, отличающийся тем, что, с целью повышения надежности,
довательно расположенных формирующих 20 отгиб заплечиков осуществляют по радиусу.
уступов 6 и 7, имеющих радиальную поверхность. Радиус поверхности каждого последующего формирующего уступа превышает радиус поверхности предыдущего,
2. Устройство для соединения концов металлической ленты, содержащее пуансон и матрицу с поперечным и продольным пазами, отличающееся тем, что, с целью
т. е. ... В поперечном пазу 4 25 повышения надежности, формирующая поматрицы 2 консольно установлен штифт 8, диаметр которого определяется по формуле (Rn-2S), где Rn - максимальный радиус формирующей поверхности пуансона; S - толщина металлической ленты.
В матрице 2 выполнен дополнительный поперечный паз 9.
Устройство работает следующим образом.
верхность пуансона состоит как минимум из двух сопряженных и последовательно расположенных формирующих уступов, имеющих радиальную поверхность, при этом радиус поверхности каждого последующего 30 формирующего уступа превышает радиус поверхности предыдущего, причем в поперечном пазу матрицы консольно установлен штифт.
Концы металлической ленты 1 заводят в продольный паз 3 матрицы 2 и накладывают внахлест. При движении пуансона 5 вниз происходит образование П-образных прорезей 9 с заплечиками 10 и отгибание заплечиков 10 по радиусу . Заплечики 10 огибаются вокруг штифта 8. После размыкания пуансона 4 и матрицы 2 металлическая лента 1 снимается со штифта 8 через дополнительный поперечный паз 9.
Формула изобретения
1. Способ соединения концов металлической ленты, предусматривающий наложение концов ленты внахлест, выполнение симметрично расположенных вдоль оси ленты П-образных прорезей с образованием заплечиков и отгиб заплечиков, отличающийся тем, что, с целью повышения надежности,
отгиб заплечиков осуществляют по радиусу.
2. Устройство для соединения концов металлической ленты, содержащее пуансон и матрицу с поперечным и продольным пазами, отличающееся тем, что, с целью
повышения надежности, формирующая поверхность пуансона состоит как минимум из двух сопряженных и последовательно расположенных формирующих уступов, имеющих радиальную поверхность, при этом радиус поверхности каждого последующего формирующего уступа превышает радиус поверхности предыдущего, причем в поперечном пазу матрицы консольно установлен штифт.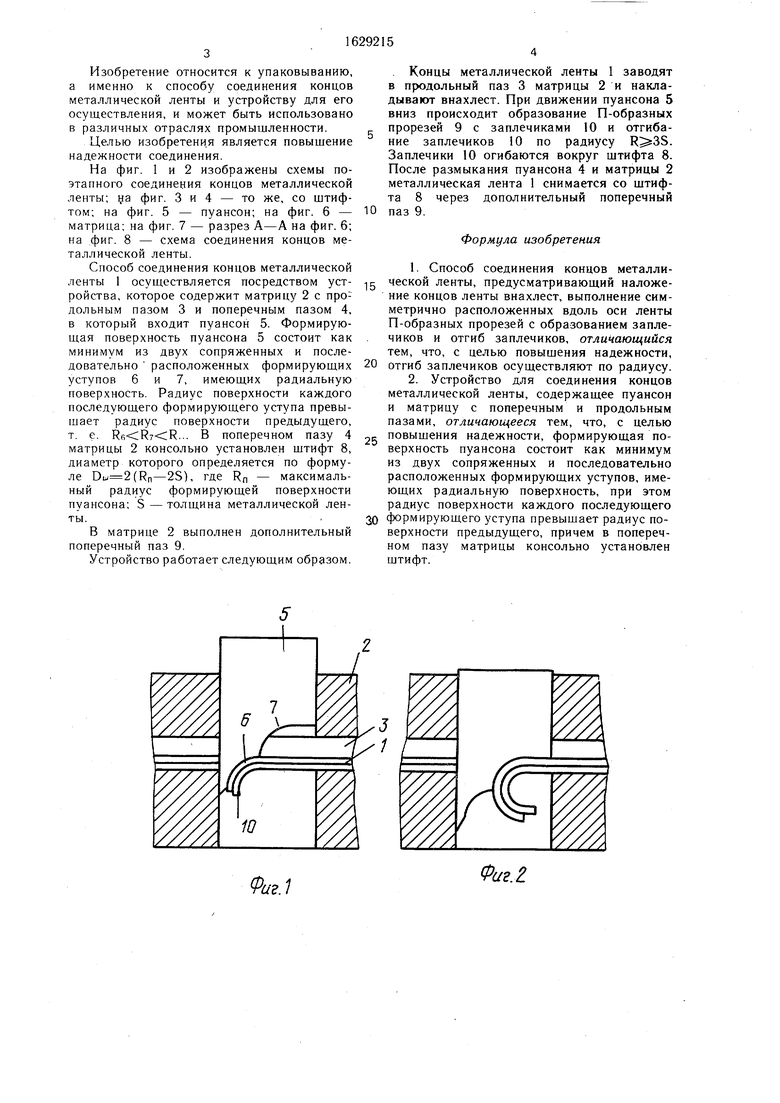
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения концов металлической ленты и устройство для его осуществления | 1982 |
|
SU1024375A1 |
| Устройство для соединения концов металлической ленты | 1986 |
|
SU1490020A1 |
| Устройство для соединения концов металлической ленты | 1984 |
|
SU1274960A1 |
| Способ соединения концов металлической ленты и устройство для его осуществления | 1981 |
|
SU971711A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| НАВЕСНОЙ ИНФОРМАЦИОННЫЙ СТЕНД | 2011 |
|
RU2512781C2 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для соединения концов обвязочного материала | 1988 |
|
SU1576440A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
Изобретение относится к упаковыванию, а именно к способу соединения концов металлической ленты и устройству для его осуществления, может быть использовано в различных отраслях народного хозяйства и направлено на повышение надежности соединения. Способ соединения концов металлической ленты 1 осуществляется посредством устройства, которое содержит матрицу 2 с продольным пазом 3 и поперечным пазом, в который входит пуансон 5. Формирующая поверхность пуансона 5 состоит из минимум двух сопряженных и последовательно расположенных формирующих уступов 6 и 7, имеющих радиальную поверхность. Радиус поверхности каждого последующего формирующего уступа превышает радиус поверхности предыдущего В поперечном пазу матрицы 2 консольно установлен штифт, диаметр которого определяется по формуле (Rn-2S), где Rr - радиус формирующей поверхности пуансона; S - толщина металлической ленты. При движении пуансона 5 вниз происходит образование П-образных прорезей с заплечиками и отгибание заплечиков по радиусу S. 2 с. п. ф-лы. 8 ил. (Ј (Л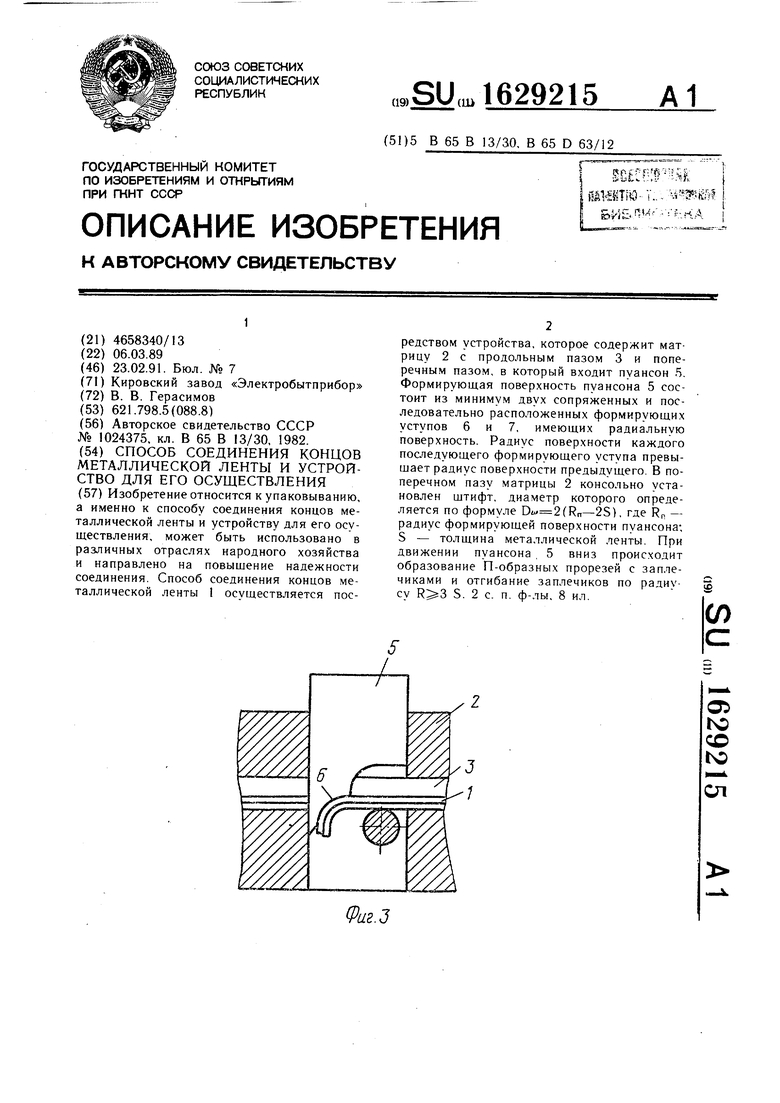
Фиг. 1
Фа, г
6 УЧ Л.
Н6
ФигМ
Фиг. 5
фие.6
Ш
Фиг.7
Фиг. в
| Способ соединения концов металлической ленты и устройство для его осуществления | 1982 |
|
SU1024375A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
