у
г
Фиг.1
ГС
ф
О)
Oi ГС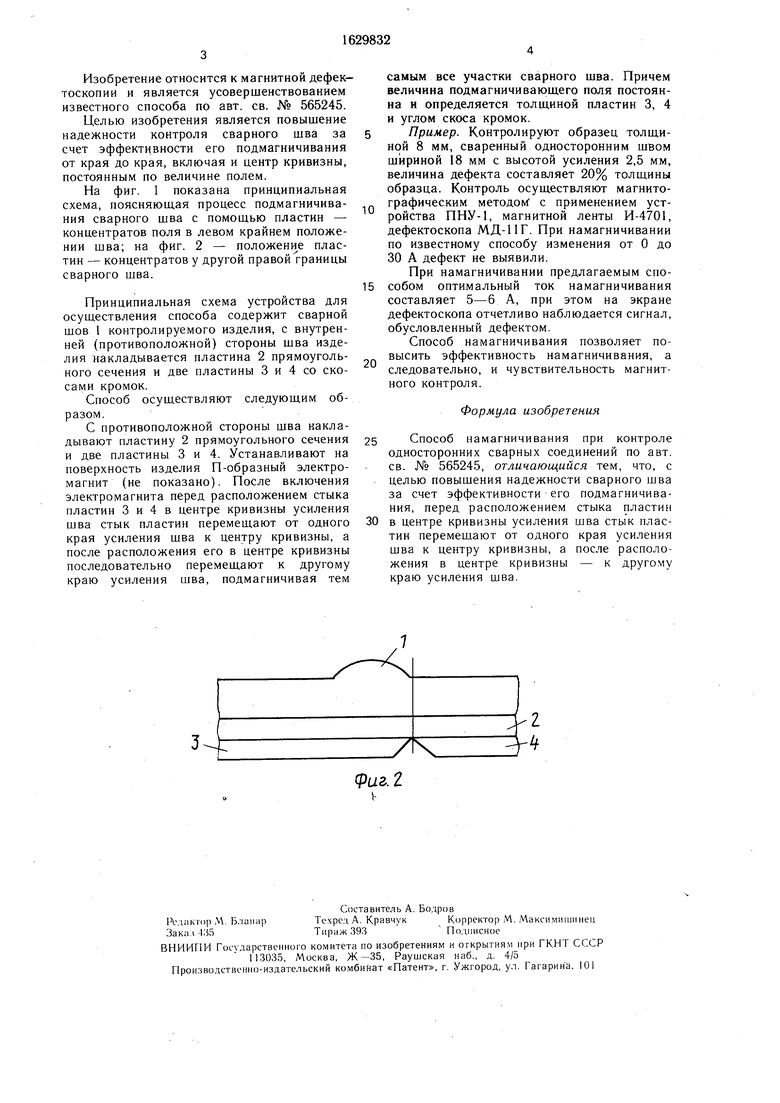
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ намагничивания при контроле односторонних сварных соединений | 1975 |
|
SU702291A2 |
| Способ магнитографического контроля сварных соединений | 1989 |
|
SU1760439A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля сварных соединений | 1987 |
|
SU1422125A2 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1732250A1 |
| Устройство для калибровки магнитных дефектоскопов | 1988 |
|
SU1589191A2 |
| Способ магнитографического контроля стыковых сварных соединений | 1987 |
|
SU1506346A1 |
Изобретение относится к магнитной дефектоскопии. Цель изобретения - повышение надежности контроля за счет подмаг- ничивания его с помощью пластин от стыка до другого края, включая и ueniji кривизны сварного шва, постоянным по nt.in чине магнитным полем. Для достижения цели пластины 3, 4 со скосом перед расположением стыка в центре кривизны uv ления шва перемешают от одного v.oi ления к центру кривизны, а после паспо ю жения стыка в центре - к друго краю усиления шва. 2 ил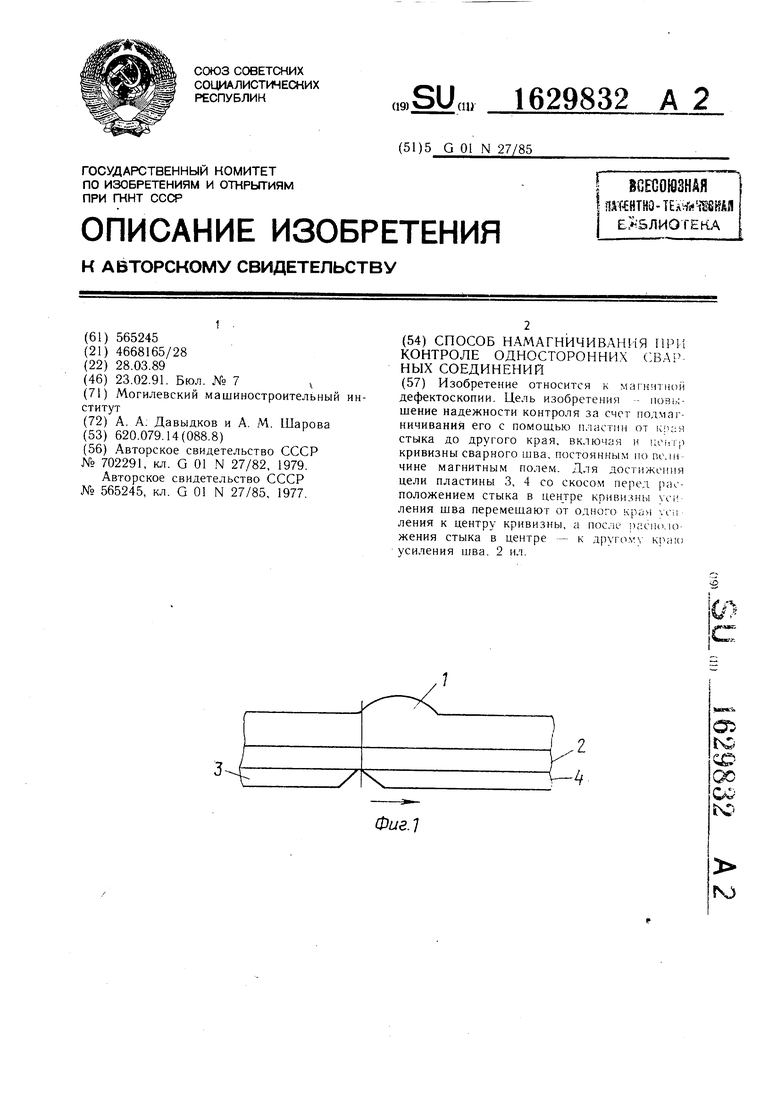
го
Изобретение относится к магнитной дефектоскопии и является усовершенствованием известного способа по авт. св. № 565245.
Целью изобретения является повышение надежности контроля сварного шва за счет эффективности его подмагничивания от края до края, включая и центр кривизны, постоянным по величине полем.
На фиг. 1 показана принципиальная схема, поясняющая процесс подмагничивания сварного шва с помощью пластин - концентратов поля в левом крайнем положении шва; на фиг. 2 - положение пластин - концентратов у другой правой границы сварного шва.
Принципиальная схема устройства для осуществления способа содержит сварной шов 1 контролируемого изделия, с внутренней (противоположной) стороны шва изделия накладывается пластина 2 прямоугольного сечения и две пластины 3 и 4 со скосами кромок.
Способ осуществляют следующим образом.
С противоположной стороны шва накладывают пластину 2 прямоугольного сечения и две пластины 3 и 4. Устанавливают на поверхность изделия П-образный электромагнит (не показано). После включения электромагнита перед расположением стыка пластин 3 и 4 в центре кривизны усиления шва стык пластин перемещают от одного края усиления шва к центру кривизны, а после расположения его в центре кривизны последовательно перемещают к другому краю усиления шва, подмагничивая тем
самым все участки сварного шва. Причем величина подмагничивающего поля постоянна и определяется толщиной пластин 3, 4 и углом скоса кромок.
Пример. Контролируют образец толщиной 8 мм, сваренный односторонним швом шириной 18 мм с высотой усиления 2,5 мм, величина дефекта составляет 20% толщины образца. Контроль осуществляют магнитографическим методом1 с применением устройства ПНУ-1, магнитной ленты И-4701, дефектоскопа МД-11Г. При намагничивании по известному способу изменения от 0 до 30 А дефект не выявили.
При намагничивании предлагаемым способом оптимальный ток намагничивания
составляет 5-б А, при этом на экране
дефектоскопа отчетливо наблюдается сигнал,
обусловленный дефектом.
Способ намагничивания позволяет повысить эффективность намагничивания, а следовательно, и чувствительность магнитного контроля.
Формула изобретения
5 Способ намагничивания при контроле односторонних сварных соединений по авт. св. № 565245, отличающийся тем, что, с целью повышения надежности сварного шва за счет эффективности его подмагничивания, перед расположением стыка пластин
0 в центре кривизны усиления шва стык пластин перемещают от одного края усиления шва к центру кривизны, а после расположения в центре кривизны - к другому краю усиления шва.
0
| Способ намагничивания при контроле односторонних сварных соединений | 1975 |
|
SU702291A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ намагничивания при контроле односторонних сварных соединений | 1974 |
|
SU565245A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
